Pharmaceutical cleanroom panels are not a procurement category where informed judgment and compliant outcomes reliably converge. The panels form the physical enclosure of Grade B aseptic suites, Grade C filling corridors, and Grade D support areas — spaces that will be inspected by EU GMP auditors, FDA investigators, or WHO assessors who have specific, documented expectations about what surfaces should look like, how joints should be sealed, and what the wall material should do in a fire. Get the specification right and the panels disappear from regulatory attention entirely. Get it wrong and the consequences range from a major finding that delays facility qualification to a complete wall system replacement ordered before the facility can go into production.
The 2022 revision of EU GMP Annex 1 — which came into force in August 2023 and now represents the global benchmark for sterile pharmaceutical manufacturing — raised the bar further by introducing the Contamination Control Strategy (CCS) as a mandatory framework. The CCS requires manufacturers to document, from design stage, how every element of the physical facility contributes to contamination control. Cleanroom panels aren't incidental to this framework — they're one of its foundational components.
This guide is written specifically for pharmaceutical projects: EPC contractors building GMP facilities, facility managers specifying replacement panels during renovation, and procurement teams working through the panel selection for the first time in a new market. It covers what the regulations actually require from wall and ceiling panel systems, how to translate those requirements into a panel specification, and what to verify before placing an order.
Pharmaceutical cleanrooms operate on a tiered classification system. The grade determines the maximum permitted particle count and microbial limit in that zone — and those limits, in turn, drive the physical requirements for the wall, ceiling, and floor enclosure. Before specifying any panel, the grade map for the facility needs to be established and approved, because the physical specification should follow from the grade, not be decided independently of it.
Under EU GMP Annex 1, there are four grades:
Non-sterile pharmaceutical manufacturing uses a different classification framework — typically ISO 7–8 for enclosed product handling and ISO 8 background, following WHO GMP or PIC/S guidelines rather than Annex 1's aseptic framework. The panel specification requirements are similar in most respects, but the coving and surface specification requirements may be less stringent, and the specific documentation trail required for IQ differs. Know which regulatory framework your facility is subject to before finalizing the panel specification.
EU GMP Annex 1 (2022 revision, effective August 2023) is the most widely referenced global standard for sterile pharmaceutical manufacturing — it applies not only to facilities supplying the European market, but has become the de facto benchmark for pharmaceutical facility construction globally because it represents what an experienced regulatory inspector will expect to see. Understanding what it requires from the physical enclosure is the foundation of a defensible cleanroom panel specification.
Annex 1 doesn't provide a dimensional specification for wall panels or a required lambda value for insulation. What it provides is a set of principles that translate into physical requirements:
This phrase appears in multiple forms throughout Annex 1 and its predecessor documents and is interpreted consistently as requiring a flat, seamless interior face on panel systems — no exposed fasteners, no grooves, no ledges. The panel connection system must be concealed (hidden internal connectors or flush H-channel) so that no hardware protrudes into the room. Corner junctions must be designed without internal angles where particles can accumulate.
This principle, combined with the disinfection agents used in aseptic pharmaceutical manufacturing (IPA 70%, hydrogen peroxide vapor, peracetic acid, bleach solutions), sets the surface coating requirement. Surfaces must maintain their cleanability over years of repeated aggressive chemical exposure. A surface that begins to pit, chalk, or develop micro-porosity under repeated disinfection cycles becomes harder to clean effectively — which is a contamination control failure, not just an aesthetic issue.
The 2022 Annex 1 revision introduced the CCS as a mandatory living document. The CCS requires manufacturers to map every contamination risk across the facility and identify specific physical controls for each. For cleanroom panels, this means documenting how the panel system — including joints, penetrations, corners, and interfaces with doors and ceilings — contributes to contamination prevention. This has elevated the importance of design-stage documentation and made the panel supplier's ability to provide detailed construction drawings more important than it was under the previous version of Annex 1.
Annex 1 specifies minimum pressure cascades between cleanroom grades — typically a minimum 10–15 Pa differential between adjacent grades — to prevent contamination migrating from lower to higher grade areas. Maintaining these differentials requires the wall and ceiling enclosure to be substantially airtight. Every unsealed joint, every inadequately sealed penetration, and every poorly fitted door frame is a potential pressure leak. The requirement to demonstrate pressure differential control during qualification testing (OQ) is what makes airtightness a testable specification, not just a design aspiration.
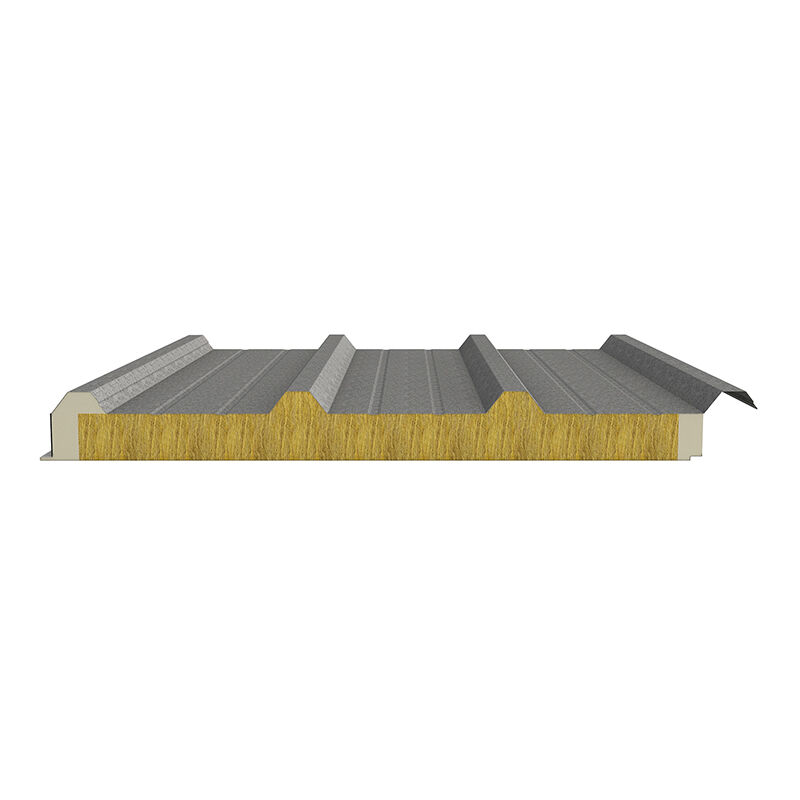
Annex 1 requires that construction materials "should not shed particles" and should be compatible with the cleaning and disinfection agents used. For panel systems, this has two implications: edge sealing must completely enclose the core (exposed rock wool fibers are a direct particle generation source), and the surface coating must be chemically stable under the facility's disinfection protocol. A coating that degrades into micro-particles under VHP cycles is itself a contamination source.
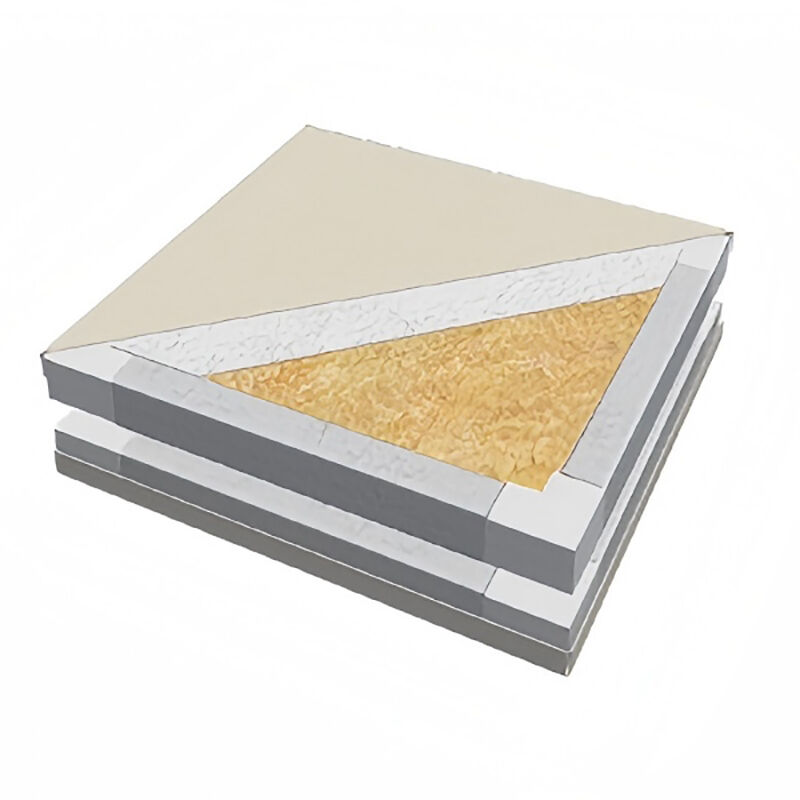
Rock wool core is the standard specification for pharmaceutical GMP cleanroom wall panels, and understanding why — rather than simply accepting it as received wisdom — makes it easier to evaluate situations where deviations might be proposed.
The reason is fire. EU GMP facilities, hospital cleanrooms, and similar regulated spaces require construction materials to be non-combustible — Class A1 under EN 13501-1. Rock wool (mineral wool made from basalt fiber) achieves A1: it is fundamentally inorganic, it does not melt below temperatures encountered in building fires, and it produces neither significant smoke nor burning droplets. Polyurethane and PIR foam cores achieve Class B2 at best — they burn, produce smoke, and produce toxic combustion gases (including hydrogen cyanide and isocyanates). No amount of steel skin thickness or supplementary fire protection converts a foam-core panel into a non-combustible construction element for regulatory purposes.
The practical consequence: any project where the applicable regulation, building code, or insurer requirements specify non-combustible construction — which includes all EU GMP aseptic facilities, all hospital construction in most jurisdictions, and most pharmaceutical facilities globally — must use rock wool (or aluminum honeycomb, for ceiling applications) as the cleanroom panel core. This is not a preference; it is a compliance requirement.
Not all rock wool cleanroom panels are equivalent. Several parameters determine whether the panel will perform reliably over a 20–30 year facility lifetime, and they should be specified explicitly and verified:
| Parameter | Minimum Acceptable | Recommended for GMP Grade B/C |
|---|---|---|
| Rock wool density | 80 kg/m³ | 100–120 kg/m³ |
| Fiber orientation | Standard board | Lamella-oriented (perpendicular fibers) |
| Bonding strength | ≥ 40 kPa | ≥ 60 kPa (third-party verified) |
| Peel strength | ≥ 100 kPa | ≥ 150 kPa |
| Fire classification | A1 (reaction to fire) | A1 + REI 60 min (50 mm) or REI 120 (100 mm) |
| Panel thickness (wall) | 50 mm | 75–100 mm for Grade B/C |
| Sound reduction (Rw) | ≥ 30 dB | ≥ 38 dB at 100 mm |
Foam-core panels do appear in pharmaceutical facilities — but in specific, clearly defined roles that don't require A1 classification. The most common application is cold storage and cold chain areas within a pharmaceutical campus: vaccine cold stores, biological material repositories, and refrigerated raw material warehouses. In these areas, the primary driver is thermal performance (insulating cold from warm, often with very large temperature differentials), fire code may permit combustible construction where the storage is classified separately from the manufacturing area, and PU or PIR panels are the appropriate specification.
The boundary between "cold storage area where PU/PIR is acceptable" and "GMP production area where A1 is required" should be confirmed with the facility's regulatory consultant and local fire authority before specification — not assumed.
Pharmaceutical cleanrooms are cleaned and disinfected more aggressively and more frequently than almost any other type of controlled environment. In an aseptic fill-finish suite, surface disinfection may occur multiple times per shift: pre-cleaning, sanitization with IPA, and periodic sporicidal treatment with dilute hypochlorite or peracetic acid. In facilities undergoing VHP (vaporized hydrogen peroxide) bio-decontamination — now standard practice in many Grade B aseptic suites — the oxidative environment is particularly harsh on surface coatings.
The surface coating choice is therefore not a cosmetic decision. It determines how long the panel maintains its cleanability, and the moment a surface starts to deteriorate — developing micro-porosity, chalking, staining, or adhesion failure under repeated chemical exposure — it becomes harder to achieve validated cleaning, which is a direct GMP non-conformance.
PVDF is the coating that has demonstrated long-term performance under pharmaceutical disinfection regimes over multiple facility generations. Leading systems (Kynar 500® being the most referenced) show minimal degradation under repeated IPA, VHP, and oxidizing disinfectant exposure over 20+ year service periods. The mechanism is the strong carbon-fluorine bond in the polymer backbone, which is highly resistant to both chemical attack and UV degradation. In pharmaceutical cleanrooms — which are indoor environments protected from UV — the chemical resistance is the relevant performance characteristic.
Specifying PVDF does not mean all PVDF is equivalent. Coating thickness matters (typically 25–30 µm for cleanroom applications), adhesion specification matters, and the substrate preparation matters. A PVDF coating applied over inadequate surface preparation will delaminate under thermal cycling even if the coating chemistry is correct. Ask manufacturers for their coating application specification, not just for the coating type.
Stainless steel skins (Grade 304 for standard pharmaceutical use, Grade 316L where chloride exposure is significant) eliminate the coating durability question entirely. The material doesn't require a paint system and won't develop the coating-related degradation that all painted steel surfaces will eventually experience under aggressive chemical exposure. In cytotoxic drug manufacturing areas, high-potency API handling zones, and facilities where very long intervals between panel maintenance are required, stainless steel is worth the premium.
The practical consideration is cost — stainless steel panels carry a meaningful premium over PVDF-coated steel, typically 60–90% more. For Grade B suites of moderate size, this premium is often justified by the elimination of future resurfacing costs and the cleaner documentation trail for regulatory purposes. For large Grade C and Grade D areas, PVDF is usually the more cost-effective long-term choice.
Standard PE (polyester) coating is not appropriate for pharmaceutical Grade B or Grade C spaces. It will degrade under VHP exposure and aggressive disinfection regimes in a timeframe that makes it a poor investment even from a purely commercial perspective, quite apart from the compliance implications. For Grade D areas using only mild cleaning agents, PE may be acceptable — but given the proximity to higher-grade spaces and the possibility that cleaning protocols evolve over the facility lifetime, PVDF is the defensible specification throughout.
| Surface | VHP Resistance | Bleach / Oxidizing | Service Life | Recommended Grade |
|---|---|---|---|---|
| PVDF coating | Excellent ✓ | Excellent ✓ | 20–25+ years | B, C, D |
| SS 304 / 316L | Excellent ✓ | Excellent ✓ | 30+ years | A background, B, C |
| HDP polyester | Moderate | Moderate | 10–15 years | D (mild protocols only) |
| Standard PE | Poor ✗ | Poor ✗ | 5–8 years | Not recommended |
The joint and corner specification is where pharmaceutical cleanroom panels differ most visibly from standard industrial cleanroom panels. It's also where the most frequent installation errors occur — and where regulatory inspectors focus their attention when evaluating the physical facility.
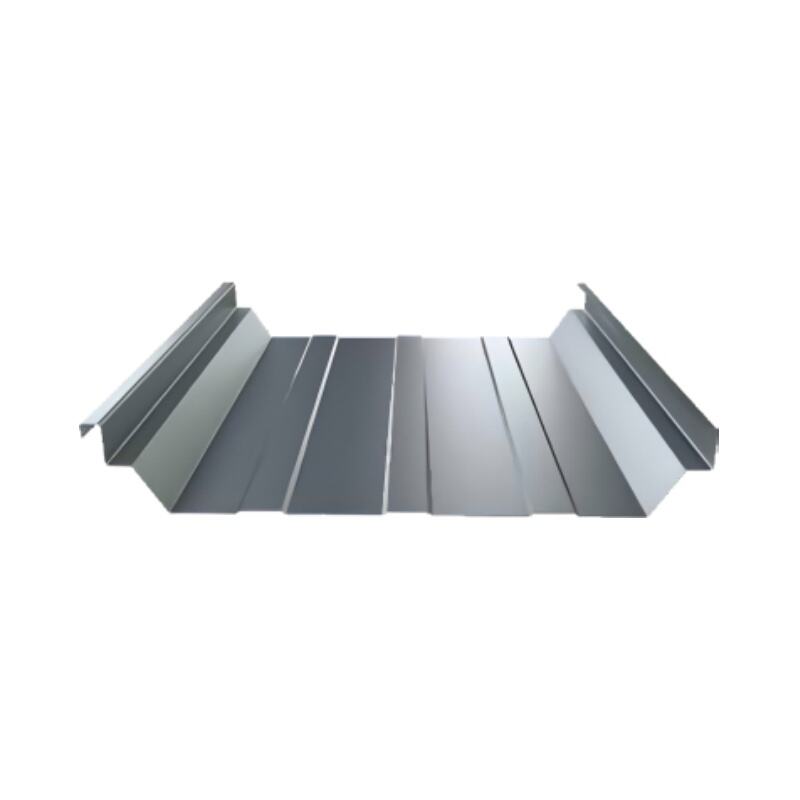
For Grade B and Grade C pharmaceutical cleanrooms, the standard connection system is a concealed internal connector — a profiled steel or aluminum insert that sits within the joint gap between two panels, completely hidden from the room interior. The narrow visible gap (typically 2–4 mm) at the surface is silicone-sealed. The result is a flat, uninterrupted wall surface with no hardware, no grooves, and no features that could accumulate particles or obstruct the cleaning stroke.
This requirement derives directly from Annex 1's "smooth, impermeable and unbroken surfaces" language. A tongue-and-groove joint system — which is acceptable for food industry or standard industrial cleanrooms — leaves a profile detail at the joint that is not flush with the panel face. While it can be cleaned, the irregularity is visible, documented, and potentially questioned on GMP inspection. For Grade B aseptic suites, the concealed connector system is strongly preferred; for Grade C and D it may be acceptable to use a well-sealed tongue-and-groove system, though the concealed approach remains best practice.
Annex 1 requires — and GMP inspectors consistently verify — that junctions between walls and floors, and between walls and ceilings, are coved rather than square. A cove is a curved profile (typically 40–60 mm radius) at the internal angle, replacing the 90° corner with a smooth concave transition. The purpose is contamination control: a square internal angle is difficult to clean thoroughly (the cleaning tool can't reach fully into the corner), and accumulated residue in an uncleaned corner is a potential microbial contamination source in an aseptic environment.
In a cleanroom panel system, coving is achieved through purpose-made aluminum or PVC cove extrusions that are installed at floor-wall and wall-ceiling junctions as part of the panel system. These cove pieces are silicone-sealed to both the floor/ceiling surface and the panel face. They must be part of the panel system specification — if they're specified separately by the contractor and don't match the panel profile, gaps or steps can appear at the junction that are difficult to seal and clean.
Every joint, penetration, cove, and transition in a pharmaceutical cleanroom is sealed with silicone sealant. The silicone specification matters: it must be fungicidal (to prevent mold growth in the sealant bead), must be chemically resistant to the facility's disinfection agents, and must have adequate elongation-at-break to accommodate thermal movement without cracking. For food-adjacent applications or facilities where the sealant could contact product, food-grade silicone is required. The sealant type should be documented in the IQ record — specifying just "silicone sealant" without the product name and specification is not adequate for pharmaceutical construction documentation.
The airtightness test: After installation and sealing are complete, a pharmaceutical cleanroom typically undergoes a pressure decay or smoke test to verify airtightness before HVAC commissioning begins. Failures at this stage almost always trace back to missed sealant applications — a penetration that wasn't sealed, a panel joint where the silicone wasn't continuous, or a door frame where the frame-to-panel interface wasn't sealed on the clean side. Requiring the installer to walk through every joint and penetration with the QA representative before the test is a practical step that prevents most failures.
Pharmaceutical cleanroom ceilings serve a different function from walls, and the specification reflects this. The ceiling is part of the HEPA/ULPA filter plenum system — clean air is supplied through HEPA filters mounted in the ceiling plane, and the ceiling panel forms the boundary between the filter plenum above and the production space below. Maintenance of the ceiling system (filter replacement, HVAC component servicing) requires personnel access from above, which means the ceiling panels must safely support a person standing on them.
Aluminum honeycomb panels are the standard for pharmaceutical GMP ceilings. The hexagonal cell structure provides exceptional rigidity relative to weight — a 50 mm aluminum honeycomb panel weighs approximately 6–9 kg/m² and can safely support maintenance access loads without deflection, compared to 18–22 kg/m² for an equivalent rock wool panel. Non-combustible (A1), non-fibrous (zero shedding risk), dimensionally stable under temperature cycling — aluminum honeycomb satisfies the pharmaceutical ceiling requirements comprehensively.
Ceiling panel dimensions are typically sized to the structural ceiling grid and the HEPA filter module dimensions. For pharmaceutical cleanrooms using standard 600 × 600 mm or 610 × 610 mm HEPA filter modules, the ceiling panel grid is designed around this dimension so filter positions can be planned without cutting panels around filters. The panel supplier needs to know the HVAC engineer's ceiling layout, including filter positions, lighting positions, and service penetration positions, before panels are dimensioned and fabricated.
In Grade B aseptic suites, the ceiling system must be entirely flush — no exposed suspension hardware, no recessed light fittings with exposed edges, no service grilles with open frames. HEPA filter modules are installed flush with the ceiling panel face; lighting is integrated into sealed units that sit flush within the panel plane; fire detection equipment (if required in the room) uses flush-mounted sensors sealed to the ceiling surface. Any feature that creates a crevice, ledge, or exposed mechanical fastener in the ceiling plane is a contamination risk and will be noted on regulatory inspection.
A cleanroom panel wall is as airtight as its weakest opening. In pharmaceutical cleanrooms, doors and windows are the points most frequently identified as airtightness failures during commissioning and the features most carefully examined during GMP inspection. Specifying them as an afterthought — or sourcing them from a different supplier than the panels — is a risk that consistently generates problems.
Fixed observation windows in cleanroom walls follow the same principles as door vision panels: double glazing to prevent condensation, flush installation on the clean side, silicone-sealed perimeter, no exposed frame rebate. Factory-glazed window units are strongly preferred over field glazing — the sealant quality around a factory-applied glazing bead is more consistent and more easily validated than silicone applied on a construction site.
Window positions must be finalized before panel fabrication, as the opening is cut and framed in the factory. Relocating a window after panels are installed is a significant cost and disruption, and it will trigger an investigation into whether the adjacent panel structure and sealing have been compromised.
In pharmaceutical construction, the facility doesn't exist until it's documented. The Installation Qualification (IQ) is the formal record that the physical facility was built as specified — and for cleanroom panels, that record needs to capture specific information that demonstrates the panel system meets its design intent.
Regulatory inspectors examining IQ documentation for a pharmaceutical cleanroom panel system will typically expect to find:
📄 Panel Material Data Sheets
Complete data sheets for each panel type used: wall panels, ceiling panels, door panels. Must include declared rock wool density, lambda value, panel weight, skin thickness, coating specification (PVDF type, thickness, color reference), and bonding strength values.
🔥 Fire Classification Certificates
EN 13501-1 reaction to fire certificate showing A1 classification, from an accredited third-party testing laboratory. Separately, EN 1364 fire resistance test certificate showing REI rating if specified. Both must correspond to the specific panel product supplied, not a similar product.
🧪 Third-Party Test Reports
Bonding strength and peel strength test reports from an independent testing organization (SGS, Bureau Veritas, Intertek, or equivalent). These verify the skin-to-core bond quality — a critical structural parameter for panel integrity over the facility lifetime.
📋 Rock Wool Mill Certificates
Certificate from the rock wool raw material supplier confirming the declared density for the production batch. This is one level above the panel manufacturer's own data sheet — it verifies that the core material itself was what was specified before it was incorporated into the panel.
📐 As-Built Shop Drawings
As-built drawings showing actual panel positions, joint locations, door and window openings, penetration positions, and cove junction details. Must match the physical installation and be signed off by the installation contractor and QA representative.
🔍 Installation Inspection Records
Records of physical inspection of the installed panel system: flatness checks, edge seal verification, joint seal continuity, cove installation confirmation, penetration seal records. These demonstrate that the installation was verified, not simply assumed to be correct.
💧 Airtightness Test Results
Results of pressure decay or tracer smoke testing confirming the cleanroom enclosure achieves the specified airtightness before HVAC commissioning. Failed tests with documented remediation and re-test results are acceptable — undocumented failures are not.
A panel supplier who regularly works on pharmaceutical projects will understand this documentation list and can provide most of it as part of their standard supply package. A supplier who has primarily served industrial markets may not have all the required documents readily available — which means either a delay while they're obtained or a gap in the IQ record that needs to be resolved before regulatory submission.
Pulling the preceding sections together into a practical zone-by-zone reference for a typical pharmaceutical manufacturing facility:
| Zone / Area | GMP Grade | Wall Panel Core | Surface | Joint System | Coving |
|---|---|---|---|---|---|
| Aseptic fill suite | Grade B | Rock wool 100 mm, 100–120 kg/m³ | PVDF or SS 304 | Concealed internal | Required ✓ |
| Prep / compounding area | Grade C | Rock wool 75–100 mm | PVDF | Concealed preferred | Recommended |
| Component prep / gowning | Grade D | Rock wool 50–75 mm | PVDF | Concealed or T&G sealed | At floor-wall junction |
| Material airlocks | C/D transition | Rock wool 75 mm | PVDF | Concealed preferred | All junctions |
| Packaging (non-sterile) | ISO 8 / non-classified | Rock wool 50–75 mm | PVDF | T&G sealed acceptable | Floor-wall minimum |
| Pharmaceutical cold store | Controlled (not GMP grade) | PU/PIR 150–200 mm | PVDF or PE | Standard cold room | As required |
| All grades — ceiling | B / C / D | Aluminum honeycomb 50 mm | PVDF | Flush ceiling system | Wall-ceiling cove |
Not by name — Annex 1 sets principles (smooth, impermeable, non-shedding, non-combustible) rather than prescribing specific products. The rock wool requirement derives from the non-combustible principle interpreted through local fire codes and established GMP construction practice. Some regulatory authorities (notably the MHRA and some continental European agencies) have published inspection observation trends that make clear their expectation of non-combustible wall construction in aseptic manufacturing. The practical industry standard is rock wool for walls and aluminum honeycomb for ceilings.
Yes — partial renovation of a GMP cleanroom (replacing damaged panels, relocating a partition wall, adding a new opening) requires a change control process and a re-qualification of the affected zones, but it does not require full facility re-qualification. The key is that the change control documents what was changed, why, and how the new installation was verified to meet the original or updated URS (User Requirements Specification). New panels installed during renovation must meet the same documentation requirements as original installation — material data sheets, certificates, inspection records, and airtightness test of the affected zone.
VHP is a biodecontamination method used in pharmaceutical cleanrooms — particularly Grade B aseptic suites — to achieve sporicidal bio-decontamination of the room environment. Hydrogen peroxide vapor at concentrations of 100–1,000 ppm is circulated through the sealed room, achieving a ≥6 log reduction of microbial contamination. The oxidizing environment of VHP at these concentrations degrades many materials over repeated cycles — including standard polyester paint coatings on steel panels. PVDF coatings are stable under VHP. Standard PE coatings are not. If VHP bio-decontamination is or might be part of the facility's cleaning protocol, PVDF or stainless steel surfaces are required.
The 2022 revision (effective August 2023) introduced several new requirements — most significantly the mandatory Contamination Control Strategy (CCS). For existing facilities, regulators have generally taken a risk-based approach: facilities that were compliant under the previous Annex 1 and can demonstrate equivalence of contamination control are not expected to undertake full physical renovation. However, the CCS document must be created for existing facilities, and where it identifies gaps in physical contamination control, facility improvements may be required. The physical panel specifications themselves (rock wool, A1 fire class, smooth surfaces) were broadly consistent requirements under both versions.
WHO GMP guidelines (particularly TRS 957 Annex 2 for sterile products) cover similar principles to EU GMP — smooth surfaces, cleanability, appropriate design — but are generally less prescriptive in their physical requirements and focus more on procedural controls. Facilities seeking WHO GMP prequalification for global procurement markets (UNICEF, GAVI programs) are held to these principles but typically with more flexibility in how they're implemented. The rock wool and PVDF specifications that are standard for EU GMP are also appropriate for WHO GMP facilities, but a WHO GMP inspector is less likely to generate a major finding over a non-PVDF coating than an EU GMP inspector would be.
A fire certificate that is expired, applies to a different product than what was installed, or comes from a non-accredited testing body is a critical IQ documentation failure — which in turn becomes a GMP non-conformance. The severity depends on the inspector's judgment, but it can result in a major observation that requires either replacement of the panels or a credible justification (supported by testing data) that the installed panels meet the required fire performance. Either outcome is expensive and causes significant production delay. Verifying the fire certificate correspondence to the actual installed product during IQ, not after inspection, is how to avoid this scenario.
GMP pharmaceutical facilities are designed for a 20–30 year operational life before major facility renovation. Cleanroom panels are expected to last this full period with appropriate routine maintenance (annual joint sealant inspection and resealing where needed, periodic surface inspection for coating integrity). PVDF-coated panels with rock wool cores from reputable manufacturers consistently achieve this service life under pharmaceutical disinfection regimes. The most common causes of early panel replacement are physical damage (forklift impacts, equipment collisions) and facility layout changes — not material degradation from normal pharmaceutical cleaning. Specifying a coating that can only last 8–10 years under aggressive disinfection essentially builds an unplanned renovation cycle into the facility lifecycle.
Glostar manufactures rock wool cleanroom wall panels, aluminum honeycomb ceiling panels, and complete door and window systems for GMP pharmaceutical facilities. We supply full IQ documentation packages — material data sheets, fire certificates, third-party test reports, mill certificates, and shop drawings — as standard for pharmaceutical projects.
Request a GMP Panel Specification → Hot News
Hot News2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Kexing New Energy Co., Ltd. All Rights Reserved Privacy Policy Blog