Panele do czystych pomieszczeń farmaceutycznych nie są kategorią zakupową, w której świadoma ocena i zgodne rezultaty niezawodnie się pokrywają. Panele te tworzą fizyczne obudowy sterylnych pomieszczeń klasy B, korytarzy napełniania klasy C oraz obszarów pomocniczych klasy D — przestrzeni, które będą podlegać inspekcji przez audytorów GMP UE, badaczy FDA lub oceniających WHO, którzy mają konkretne, udokumentowane oczekiwania dotyczące wyglądu powierzchni, sposobu uszczelniania połączeń oraz właściwości materiału ścian w przypadku pożaru. Poprawne opracowanie specyfikacji sprawia, że panele całkowicie znika z uwagi regulacyjnej. Błędna specyfikacja może zaś skutkować od istotnego ustalenia opóźniającego kwalifikację obiektu po do pełnej wymiany systemu ścian, która zostanie polecana jeszcze przed wprowadzeniem obiektu do produkcji.
Rewizja załącznika 1 do wytycznych GMP UE z 2022 roku — która weszła w życie w sierpniu 2023 roku i obecnie stanowi światowy standard dla produkcji farmaceutycznych produktów sterylnych — podniosła poziom wymagań poprzez wprowadzenie Strategii Kontroli Zanieczyszczeń (CCS) jako obowiązkowego ramowego podejścia. CCS wymaga od producentów udokumentowania, już na etapie projektowania, w jaki sposób każdy element fizycznej infrastruktury przyczynia się do kontroli zanieczyszczeń. Panele do czystych pomieszczeń nie są przypadkowym elementem tego ramowego podejścia — stanowią jeden z jego podstawowych komponentów.
Niniejszy przewodnik został przygotowany specjalnie dla projektów farmaceutycznych: wykonawców EPC budujących obiekty zgodne z wymaganiami GMP, menedżerów obiektów określających panele zamiennikowe w trakcie remontu oraz zespołów zakupowych dokonujących pierwszego wyboru paneli na nowym rynku. Omawia on rzeczywiste wymagania regulacyjne dotyczące systemów paneli ścianowych i sufitowych, sposób przetłumaczenia tych wymagań na konkretne specyfikacje paneli oraz to, co należy zweryfikować przed złożeniem zamówienia.
Czyste pomieszczenia farmaceutyczne działają w oparciu o system klasyfikacji wielopoziomowej. Klasa określa maksymalną dozwoloną liczbę cząstek oraz limit mikrobiologiczny w danej strefie — a te limity z kolei determinują wymagania fizyczne dotyczące obudowy ścian, sufitów i podłóg. Przed wybraniem jakichkolwiek paneli należy opracować i zatwierdzić mapę klas dla danego obiektu, ponieważ specyfikacja fizyczna powinna wynikać z przypisanej klasy, a nie być ustalana niezależnie od niej.
Zgodnie z załącznikiem 1 do dyrektywy EU GMP wyróżnia się cztery klasy:
Produkcja farmaceutycznych produktów niesterylnych korzysta z innego systemu klasyfikacji — zwykle ISO 7–8 dla obsługi produktów w zamkniętych przestrzeniach oraz ISO 8 dla tła, zgodnie z wytycznymi WHO GMP lub PIC/S, a nie z ramami aseptycznymi załącznika 1. Wymagania dotyczące specyfikacji paneli są pod wieloma względami podobne, jednak wymagania dotyczące okapów (coving) i powierzchni mogą być mniej rygorystyczne, a konkretny ślad dokumentacyjny wymagany przy walidacji instalacji (IQ) może się różnić. Przed ostatecznym ustaleniem specyfikacji paneli należy określić, który układ regulacyjny ma zastosowanie do danego zakładu.
Załącznik 1 do dyrektywy GMP UE (wersja z 2022 r., obowiązująca od sierpnia 2023 r.) jest najbardziej powszechnie odnoszonym się globalnym standardem dla sterylnego wytwarzania leków — dotyczy nie tylko zakładów dostarczających produkty na rynek europejski, ale stał się de facto punktem odniesienia przy budowie zakładów farmaceutycznych na całym świecie, ponieważ odzwierciedla to, czego doświadczony inspektor regulacyjny spodziewa się zobaczyć. Zrozumienie wymogów dotyczących fizycznego otoczenia stanowi podstawę uzasadnionej specyfikacji paneli do pomieszczeń czystych.
Załącznik 1 nie określa wymiarów paneli ścianowych ani wymaganego współczynnika przewodzenia ciepła (lambda) dla izolacji. Zamiast tego zawiera zestaw zasad, które przekładają się na konkretne wymagania fizyczne:
Ten zwrot pojawia się w wielu formach w załączniku 1 oraz w jego poprzednich dokumentach i jest interpretowany jednolicie jako wymóg płaskiej, ciągłej powierzchni wewnętrznej systemów paneli — bez widocznych elementów mocujących, bez rowków, bez wystających krawędzi. System połączenia paneli musi być ukryty (ukryte łączniki wewnętrzne lub wyrównane kanały H), tak aby żadne elementy zewnętrzne nie wystawały do wnętrza pomieszczenia. Połączenia narożne muszą być zaprojektowane bez kątów wewnętrznych, w których mogłyby gromadzić się cząstki.
Ta zasada, w połączeniu z środkami dezynfekcyjnymi stosowanymi w aseptycznym przemyśle farmaceutycznym (70% roztwór izopropanolu, para nadtlenku wodoru, kwas peroctowy, roztwory wybielacza), określa wymagania dotyczące powłoki powierzchniowej. Powierzchnie muszą zachować swoje właściwości łatwej czyszczalności przez lata wielokrotnego, intensywnego oddziaływania chemicznego. Powierzchnia, która zaczyna się pociemniać, odpryskiwać, tworzyć mikroporowatość pod wpływem powtarzanych cykli dezynfekcji, staje się trudniejsza do skutecznego czyszczenia — co stanowi awarię kontroli zanieczyszczeń, a nie tylko problem estetyczny.
Rewizja Załącznika 1 z 2022 r. wprowadziła CCS jako obowiązkowy, dynamiczny dokument. CCS wymaga od producentów identyfikacji wszystkich ryzyk zanieczyszczenia w zakresie całej instalacji oraz określenia konkretnych środków fizycznych zapobiegawczych dla każdego z nich. W przypadku paneli do pomieszczeń czystych oznacza to udokumentowanie, w jaki sposób system paneli — wraz z połączeniami, przejściami, narożnikami oraz połączeniami z drzwiami i sufitem — przyczynia się do zapobiegania zanieczyszczeniom. Spowodowało to podniesienie znaczenia dokumentacji na etapie projektowania oraz zwiększyło wagę możliwości dostawcy paneli w zakresie dostarczania szczegółowych rysunków konstrukcyjnych w porównaniu do poprzedniej wersji Załącznika 1.
Załącznik 1 określa minimalne kaskady ciśnienia między klasami czystych pomieszczeń — zazwyczaj minimalna różnica ciśnień wynosi 10–15 Pa pomiędzy sąsiednimi klasami — w celu zapobieżenia przenikaniu zanieczyszczeń z obszarów o niższej klasyfikacji do obszarów o wyższej klasyfikacji. Utrzymanie tych różnic ciśnień wymaga, aby obudowa ścian i sufitu była w znacznym stopniu szczelna na powietrze. Każde nieuszczelnione połączenie, każde niewłaściwie uszczelnione przebicie oraz każdy źle dopasowany framuga drzwi stanowią potencjalny wyciek ciśnienia. Wymóg udokumentowania kontroli różnicy ciśnień podczas testów kwalifikacyjnych (OQ) sprawia, że szczelność na powietrze staje się specyfikacją podlegającą weryfikacji, a nie tylko celem projektowym.
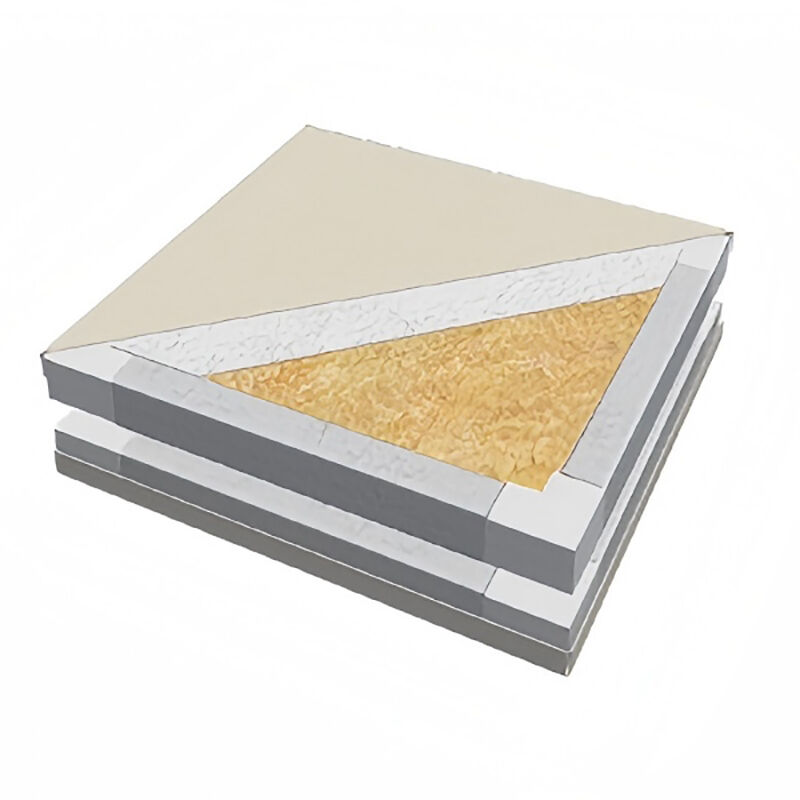
Załącznik 1 wymaga, aby materiały budowlane „nie oddawały cząsteczek” oraz były zgodne z używanymi środkami do czyszczenia i dezynfekcji. W przypadku systemów panelowych wynika z tego dwie konsekwencje: uszczelnienie krawędzi musi całkowicie obejmować rdzeń (narażone włókna wełny skalnej stanowią bezpośredni źródło generowania cząsteczek), a powłoka powierzchniowa musi być chemicznie stabilna w warunkach stosowanego w obiekcie protokołu dezynfekcyjnego. Powłoka ulegająca degradacji z wytworzeniem mikrocząsteczek pod wpływem cykli VHP sama staje się źródłem zanieczyszczenia.
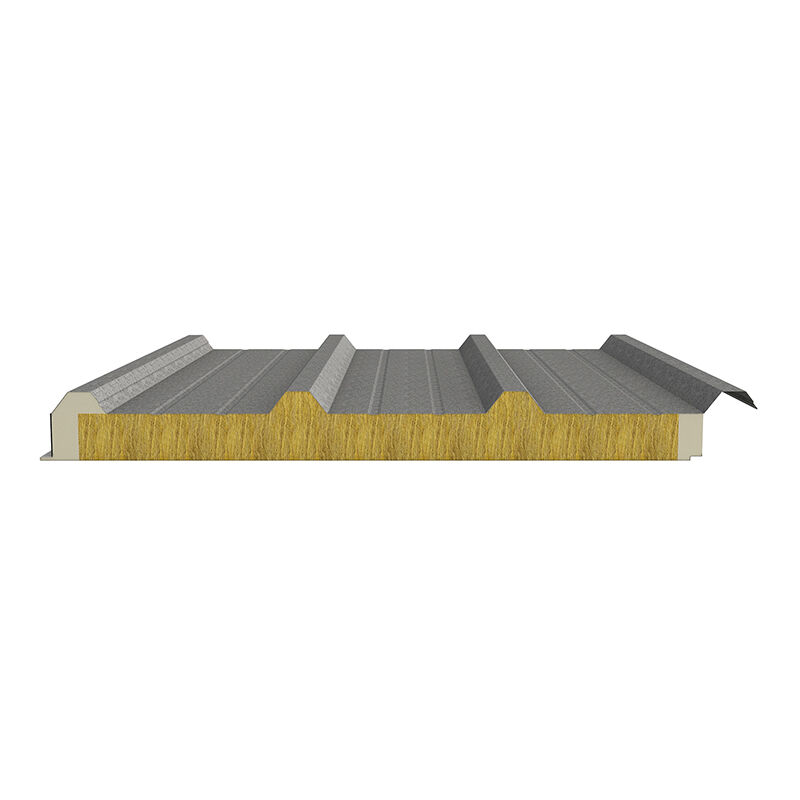
Rdzeń z wełny skalnej jest standardowym materiałem stosowanym w panelach ścianowych do czystych pomieszczeń farmaceutycznych zgodnych z zasadami GMP. Zrozumienie przyczyn tego faktu — a nie tylko przyjęcie go jako ustalonej wiedzy — ułatwia ocenę sytuacji, w których mogą być proponowane odstępstwa.
Powodem jest ogień. Obiekty zgodne z wymogami GMP UE, czyste pomieszczenia szpitalne oraz podobne przestrzenie objęte regulacjami wymagają stosowania materiałów budowlanych niemających właściwości palnych — klasa A1 zgodnie z normą EN 13501-1. Wełna skalna (wełna mineralna wytwarzana z włókien bazaltowych) osiąga klasę A1: jest ona zasadniczo nieorganiczna, nie topi się przy temperaturach występujących w pożarach budynków oraz nie wydziela istotnej ilości dymu ani kropli spaliny. Rdzenie piankowe poliuretanowe i PIR osiągają co najwyżej klasę B2 — są palne, wydzielają dym oraz toksyczne gazy spaliny (w tym cyjanowodór i izocyjaniany). Żadna grubość blachy stalowej ani dodatkowa ochrona przeciwpożarowa nie przekształca panelu z rdzeniem piankowym w element budowlany niemający właściwości palnych w rozumieniu obowiązujących przepisów.
Konsekwencja praktyczna: w każdym projekcie, w którym obowiązujące przepisy, przepisy budowlane lub wymagania ubezpieczycieli określają konstrukcję niepalną — co obejmuje wszystkie europejskie obiekty GMP do produkcji aseptycznej, całą infrastrukturę szpitalną w większości jurysdykcji oraz większość obiektów farmaceutycznych na całym świecie — jako rdzeń paneli czystych pomieszczeń należy stosować wełnę skalną (lub miodową strukturę aluminiową w przypadku zastosowań sufitowych). Nie jest to preferencja; jest to wymóg zgodności.
Nie wszystko panele do pomieszczeń czystych z wełny skalnej są równoważne. Kilka parametrów decyduje o niezawodnej pracy panelu przez okres 20–30 lat eksploatacji obiektu i powinno być jasno określone oraz zweryfikowane:
| Parametry | Minimalna dopuszczalna | Zalecane dla klasy GMP B/C |
|---|---|---|
| Gęstość wełny skalnej | 80 kg/m³ | 100–120 kg/m³ |
| Orientacja włókien | Standardowa tablica | Orientacja lamelowa (włókna prostopadłe) |
| Moc Łącznia | ≥ 40 kPa | ≥ 60 kPa (zweryfikowane przez niezależną stronę trzecią) |
| Wytrzymałość na odrywanie | ≥ 100 kPa | ≥ 150 kPa |
| Klasyfikacja odporności na ogień | A1 (reakcja na ogień) | Klasa A1 + REI 60 min (50 mm) lub REI 120 (100 mm) |
| Grubość panelu (ściana) | 50 mm | 75–100 mm dla klasy B/C |
| Redukcja hałasu (Rw) | ≥ 30 dB | ≥ 38 dB przy grubości 100 mm |
Płyty z rdzeniem piankowym rzeczywiście występują w obiektach farmaceutycznych — ale wyłącznie w określonych, wyraźnie zdefiniowanych zastosowaniach, które nie wymagają klasyfikacji A1. Najczęstszym zastosowaniem są obszary chłodni i łańcucha chłodniczego na terenie obiektu farmaceutycznego: chłodnie szczepionek, magazyny materiałów biologicznych oraz chłodzone magazyny surowców. W tych obszarach głównym kryterium jest wydajność termiczna (izolacja zimna od ciepła, często przy bardzo dużych różnicach temperatur); przepisy przeciwpożarowe mogą dopuszczać stosowanie konstrukcji palnych, o ile strefa składowania jest oddzielona od obszaru produkcji, a odpowiednim rozwiązaniem są płyty poliuretanowe (PU) lub poliizocyjanurowe (PIR).
Granica między „obszarem chłodni, gdzie płyty PU/PIR są dopuszczalne” a „obszarem produkcji zgodnym z zasadami GMP, gdzie wymagana jest klasa A1” powinna zostać potwierdzona we współpracy z doradcą ds. regulacji dla danego obiektu oraz lokalnym urzędem ds. ochrony przeciwpożarowej przed ustaleniem specyfikacji — nie można jej zakładać domyślnie.
Czyste pomieszczenia farmaceutyczne są czyszczone i dezynfekowane intensywniej oraz częściej niż prawie każdy inny typ środowiska kontrolowanego. W pomieszczeniach do sterylnej napełniania i zamykania (aseptic fill-finish), dezynfekcja powierzchni może odbywać się wielokrotnie w trakcie jednej zmiany: przedczyszczenie, dezynfekcja alkoholem izopropylowym (IPA) oraz okresowe leczenie sporycydami, np. rozcieńczonym roztworem hipochloranu lub kwasu peroctowego. W obiektach poddawanych bio-dezynfekcji parą nadtlenku wodoru (VHP) — obecnie standardowa praktyka w wielu pomieszczeniach aseptycznych klasy B — środowisko utleniające szczególnie szkodzi powłokom powierzchniowym.
Wybór powłoki powierzchniowej nie jest więc decyzją czysto estetyczną. Określa on, jak długo panel zachowuje swoje właściwości czyszczalności; w momencie, gdy powłoka zaczyna ulegać degradacji — tworząc mikroporowatość, mączniowanie, przebarwienia lub utratę przyczepności pod wpływem powtarzającej się ekspozycji na środki chemiczne — staje się trudniej osiągnąć zweryfikowane czyszczenie, co stanowi bezpośredni przypadek niezgodności z wymaganiami GMP.
PVDF to powłoka, która wykazała długotrwałą odporność na środki dezynfekcyjne stosowane w przemyśle farmaceutycznym przez wiele generacji obiektów. Wiodące systemy (najczęściej wymieniany jest Kynar 500®) wykazują minimalne zużycie po wielokrotnym narażeniu na alkohol izopropylowy (IPA), para wodoru nadtlenku (VHP) oraz utleniające środki dezynfekcyjne w okresie eksploatacji przekraczającym 20 lat. Mechanizm ten opiera się na silnym wiązaniu węgiel–fluor w szkielecie polimerowym, które charakteryzuje się wysoką odpornością zarówno na działanie chemiczne, jak i degradację UV. W czystych pomieszczeniach farmaceutycznych — będących środowiskiem wewnętrznym chronionym przed promieniowaniem UV — decydującą cechą użytkową jest właśnie odporność chemiczna.
Określenie PVDF nie oznacza, że wszystkie materiały PVDF są sobie równoważne. Istotna jest grubość powłoki (zazwyczaj 25–30 µm w zastosowaniach do pomieszczeń czystych), specyfikacja przyczepności oraz przygotowanie podłoża. Powłoka PVDF naniesiona na niewłaściwie przygotowane podłoże ulegnie odspojeniu pod wpływem cykli termicznych, nawet jeśli chemia powłoki jest poprawna. Wymagaj od producentów specyfikacji procesu nanoszenia powłoki, a nie tylko typu powłoki.
Powłoki ze stali nierdzewnej (klasa 304 do standardowego zastosowania farmaceutycznego, klasa 316L w przypadku istotnego narażenia na chlorki) całkowicie eliminują kwestię trwałości powłoki. Ten materiał nie wymaga systemu malarskiego i nie ulega degradacji związanej z powłoką, której doświadcza każda pomalowana stalowa powierzchnia po dłuższym czasie ekspozycji na agresywne czynniki chemiczne. W obszarach produkcji leków cytostatycznych, strefach obsługi leków o wysokiej aktywności (HPAPI) oraz w obiektach, w których wymagane są bardzo długie odstępy między konserwacjami paneli, stal nierdzewna uzasadnia swoją wyższą cenę.
Praktycznym aspektem jest koszt — panele ze stali nierdzewnej są znacznie droższe niż panele stalowe z powłoką PVDF, zwykle o 60–90%. Dla pomieszczeń klasy B średniej wielkości ta nadwyżka kosztów jest często uzasadniona eliminacją przyszłych kosztów ponownej obróbki powierzchni oraz bardziej przejrzystą dokumentacją wymaganą przez organy regulacyjne. Dla dużych obszarów klas C i D powłoka PVDF jest zazwyczaj bardziej opłacalnym rozwiązaniem długoterminowym.
Standardowe powłoki PE (poliesterowe) nie są odpowiednie dla pomieszczeń farmaceutycznych klasy B lub C. Ulegają one degradacji pod wpływem ekspozycji na VHP oraz agresywnych środków dezynfekcyjnych w takim czasie, że nawet z czysto komercyjnego punktu widzenia nie stanowią opłacalnej inwestycji – nie wspominając o konsekwencjach związanych z niewypełnieniem wymogów prawnych.
| Powierzchnia | Odporność na VHP | Podchloryn sodu / utleniacze | Czas użytkowania | Polecana klasa |
|---|---|---|---|---|
| Powłoka PVDF | Doskonała ✓ | Doskonała ✓ | 20–25+ lat | B, C, D |
| Stal nierdzewna 304 / 316L | Doskonała ✓ | Doskonała ✓ | 30+ Lat | Tło, B, C |
| Wysokogęstościowy poliester (HDP) | Umiarkowany | Umiarkowany | 10–15 lat | D (tylko łagodne protokoły) |
| Standardowy PE | Słabo ✗ | Słabo ✗ | 5–8 lat | Nie zaleca się |
Specyfikacja połączeń i narożników to obszar, w którym panele do czystych pomieszczeń farmaceutycznych różnią się najbardziej widocznie od standardowych paneli do czystych pomieszczeń przemysłowych. To również miejsce, w którym najczęściej występują błędy montażowe — oraz gdzie inspektorzy regulacyjni skupiają uwagę podczas oceny fizycznej infrastruktury obiektu.
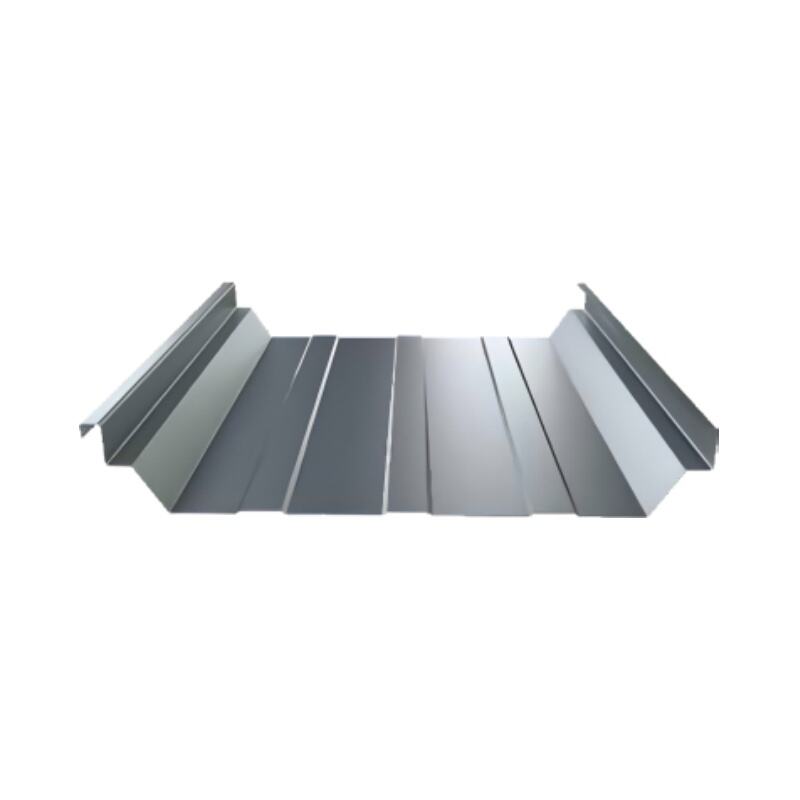
W przypadku czystych pomieszczeń farmaceutycznych klasy B i C standardowym systemem połączeń jest ukryty wewnętrzny złącza — profilowany wkład ze stali lub aluminium umieszczony w szczelinie między dwoma panelami, całkowicie niewidoczny z wnętrza pomieszczenia. Wąska widoczna szczelina na powierzchni (zazwyczaj 2–4 mm) jest uszczelniana silikonem. Efektem końcowym jest płaska, ciągła powierzchnia ściany bez elementów złącznych, bez rowków i bez żadnych cech, które mogłyby gromadzić cząstki lub utrudniać proces czyszczenia.
To wymaganie wynika bezpośrednio z sformułowania zawartego w załączniku 1: „powierzchnie gładkie, nieprzepuszczalne i ciągłe”. System połączeń typu „wystający język – wpuszczona bruzda”, który jest akceptowalny w przemyśle spożywczym lub standardowych czystych pomieszczeniach przemysłowych, pozostawia na połączeniu profilowaną krawędź, która nie jest wypoziomowana z powierzchnią płyty. Choć takie połączenie można czyścić, jego nieregularność jest widoczna, dokumentowana i może zostać zakwestionowana podczas inspekcji zgodności z zasadami GMP. W przypadku sterylnych pomieszczeń klasy B system ukrytych złączy jest wyraźnie preferowany; w przypadku pomieszczeń klasy C i D dopuszczalne może być stosowanie dobrze uszczelnionego systemu połączeń typu „wystający język – wpuszczona bruzda”, jednak podejście z ukrytymi złączami pozostaje najlepszą praktyką.
Załącznik 1 wymaga — a inspektorzy GMP systematycznie to weryfikują — aby połączenia między ścianami i podłogą oraz między ścianami i sufitem były zaokrąglone (tzw. zaokrąglenia), a nie kwadratowe. Zaokrąglenie to profil zakrzywiony (zazwyczaj o promieniu 40–60 mm) przy wewnętrznym kącie, zastępujący kąt prosty gładkim, wklęsłym przejściem. Celem jest kontrola zanieczyszczeń: kwadratowy kąt wewnętrzny trudno dokładnie oczyścić (narzędzie do czyszczenia nie może całkowicie dotrzeć do narożnika), a pozostałe w nieoczyszczonym narożniku osadzające się resztki stanowią potencjalne źródło zanieczyszczenia mikrobiologicznego w środowisku bezpylnym.
W systemu paneli do czystej sali oklejenie krawędzi jest osiągane za pomocą specjalnie zaprojektowanych wypustów aluminiowych lub z PVC, które są montowane w miejscach połączenia podłogi ze ścianą oraz ściany z sufitem jako część systemu paneli. Te elementy oklejenia krawędzi są uszczelniane silikonem zarówno na powierzchni podłogi/sufitu, jak i na powierzchni czołowej panela. Muszą one stanowić część specyfikacji systemu paneli — jeśli są określone osobno przez wykonawcę i nie pasują do profilu panela, mogą pojawić się szczeliny lub nierówności w miejscach połączeń, które trudno uszczelnić i czyścić.
Każde połączenie, przejście, zaokrąglenie i przejście w czystej strefie farmaceutycznej jest uszczelniane za pomocą silikonowego środka uszczelniającego. Ważna jest specyfikacja silikonu: musi być grzybobójczy (aby zapobiegać wzrostowi pleśni w warstwie uszczelniającej), odporny chemicznie na środki dezynfekcyjne stosowane w obiekcie oraz posiadać wystarczającą wydłużalność przy zerwaniu, aby móc przystosować się do ruchów termicznych bez pękania. W zastosowaniach związanych z przemysłem spożywczym lub w obiektach, w których środek uszczelniający może mieć kontakt z produktem, wymagany jest silikon przeznaczony do kontaktu z żywnością. Typ środka uszczelniającego powinien zostać udokumentowany w dokumencie IQ — podanie wyłącznie określenia „środek uszczelniający silikonowy” bez nazwy produktu i jego specyfikacji nie spełnia wymogów dokumentacji budowy obiektów farmaceutycznych.
Test szczelności powietrznej: Po zakończeniu instalacji i uszczelnienia typową praktyką w przypadku farmaceutycznej czystej strefy jest przeprowadzenie testu spadku ciśnienia lub testu dymem w celu zweryfikowania szczelności przed rozpoczęciem uruchomienia systemu wentylacji i klimatyzacji (HVAC). Niepowodzenia na tym etapie niemal zawsze wynikają z pominięcia aplikacji uszczelniacza — np. nieuszczelnionej przejścia, połączenia paneli, gdzie silikon nie został nałożony w sposób ciągły, lub ramy drzwiowej, której połączenie z panelem nie zostało uszczelnione po stronie czystej. Wymaganie, aby instalator wspólnie z przedstawicielem ds. zapewnienia jakości przeanalizował każdą szczelinę i każde przejście przed przeprowadzeniem testu, stanowi praktyczną procedurę zapobiegającą większości niepowodzeń.
Stropy czystych pomieszczeń farmaceutycznych pełnią inną funkcję niż ściany, co odzwierciedla się w ich specyfikacji. Strop stanowi część systemu komory filtracyjnej HEPA/ULPA — powietrze czyste jest doprowadzane przez filtry HEPA zamontowane w płaszczyźnie stropu, a płyty stropowe tworzą granicę między komorą filtracyjną położoną powyżej a przestrzenią produkcyjną poniżej. Konserwacja systemu stropowego (wymiana filtrów, serwisowanie elementów systemu wentylacji i klimatyzacji) wymaga dostępu personelu od góry, co oznacza, że płyty stropowe muszą bezpiecznie wytrzymać ciężar osoby stojącej na nich.
Płyty aluminiowe z rdzeniem w kształcie plastra miodu są standardem dla sufitów farmaceutycznych zgodnych z wymogami GMP. Sześciokątna struktura komórkowa zapewnia wyjątkową sztywność przy niewielkiej masie — płyta aluminiowa z rdzeniem w kształcie plastra miodu o grubości 50 mm waży około 6–9 kg/m² i może bezpiecznie wytrzymać obciążenia związane z koniecznością dostępu podczas konserwacji bez odkształceń, w porównaniu do 18–22 kg/m² dla odpowiedniej płyty z wełny skalnej. Niepalna (klasa A1), bezwłóknista (brak ryzyka odpadania cząstek), stabilna wymiarowo przy cyklicznych zmianach temperatury — płyty aluminiowe z rdzeniem w kształcie plastra miodu spełniają kompleksowo wymagania stawiane sufitem farmaceutycznym.
Wymiary paneli sufitowych są zwykle dopasowywane do konstrukcyjnej siatki sufitu oraz wymiarów modułów filtrów HEPA. W farmaceutycznych pomieszczeniach czystych, w których stosuje się standardowe moduły filtrów HEPA o wymiarach 600 × 600 mm lub 610 × 610 mm, siatkę paneli sufitowych projektuje się właśnie w oparciu o te wymiary, aby możliwe było zaplanowanie położenia filtrów bez konieczności cięcia paneli wokół filtrów. Dostawca paneli musi znać układ sufitu opracowany przez inżyniera HVAC, w tym położenie filtrów, położenie oświetlenia oraz położenie otworów na przewody i instalacje, zanim zostaną określone wymiary i wyprodukowane panele.
W pomieszczeniach sterylnych klasy B system sufitowy musi być całkowicie wypoziomowany — bez wystających elementów zawieszenia, bez lamp wbudowanych z widocznymi krawędziami, bez krat wentylacyjnych o otwartych ramach. Moduły filtrów HEPA są montowane wpozycji wypoziomowanej z powierzchnią paneli sufitych; oświetlenie jest zintegrowane w uszczelnionych jednostkach umieszczonych w płaszczyźnie paneli; sprzęt wykrywania pożaru (jeśli wymagany w pomieszczeniu) wykorzystuje czujniki montowane wpozycji wypoziomowanej i uszczelnione do powierzchni sufitu. Każdy element tworzący szczelinę, występ lub widoczny element mechaniczny mocujący w płaszczyźnie sufitu stanowi ryzyko zanieczyszczenia i zostanie zanotowany podczas inspekcji regulacyjnej.
Ściana z paneli czystych jest tak szczelna powietrznie, jak jej najsłabsze otwarcie. W czystych pomieszczeniach farmaceutycznych drzwi i okna są najczęściej wskazywanymi punktami nieszczelności powietrznej podczas uruchamiania instalacji oraz elementami najstaranniejszej kontroli podczas inspekcji zgodności z zasadami dobrej praktyki wytwarzania (GMP). Określenie ich jako dodatkowego elementu projektu — lub zakupienie ich od innego dostawcy niż panele — stanowi ryzyko, które systematycznie prowadzi do problemów.
Stacjonarne okna obserwacyjne w ścianach czystych pomieszczeń podlegają tym samym zasadom co szyby w drzwiach: podwójne szklenie zapobiegające kondensacji, montaż wypoziomowany z czystą stroną, uszczelnienie obwodu silikonem, brak wystającej krawędzi ramy.
Położenie okien musi zostać ustalone przed wytworzeniem paneli, ponieważ otwór jest wycinany i oprawiany w fabryce. Przeniesienie okna po zamontowaniu paneli wiąże się z istotnymi kosztami i zakłóceniami oraz wymaga przeprowadzenia analizy, czy struktura sąsiednich paneli i ich uszczelnienie nie zostały naruszone.
W budownictwie farmaceutycznym obiekt nie istnieje, dopóki nie zostanie udokumentowany. Kwalifikacja instalacji (IQ) to formalny zapis potwierdzający, że obiekt fizyczny został zbudowany zgodnie ze specyfikacją — w przypadku paneli do pomieszczeń czystych ten zapis musi zawierać konkretne informacje dowodzące, że system paneli spełnia założenia projektowe.
Inspektorzy regulacyjni przeglądający dokumentację kwalifikacji instalacji (IQ) systemu paneli do pomieszczeń czystych w zakładzie farmaceutycznym zwykle spodziewają się znaleźć:
📄 Karty danych materiałowych paneli
Pełne karty danych dla każdego typu paneli użytych: paneli ścianowych, paneli sufitowych oraz paneli drzwiowych. Muszą zawierać deklarowaną gęstość wełny skalnej, wartość lambda, masę panelu, grubość pokrycia zewnętrznego, specyfikację powłoki (typ PVDF, grubość, odniesienie kolorystyczne) oraz wartości wytrzymałości połączenia.
🔥 Certyfikaty klasyfikacji odporności na ogień
Certyfikat zgodności z normą EN 13501-1 dotyczący zachowania się materiału w ogniu, wykazujący klasyfikację A1, wydany przez akredytowaną niezależną laboratorium badawcze. Dodatkowo — certyfikat wyników badań odporności na ogień zgodnie z normą EN 1364, wykazujący klasę REI, jeśli została ona określona. Oba certyfikaty muszą dotyczyć konkretnego dostarczonego produktu płytowego, a nie podobnego produktu.
🧪 Raporty niezależnych badań
Raporty badań wytrzymałości połączenia (bonding strength) i wytrzymałości odrywania (peel strength) wydane przez niezależną organizację badawczą (np. SGS, Bureau Veritas, Intertek lub odpowiednik). Potwierdzają one jakość połączenia warstwy zewnętrznej z rdzeniem — parametr strukturalny kluczowy dla integralności płyty przez cały okres eksploatacji obiektu.
📋 Certyfikaty zakładu produkującego wełnę mineralną
Certyfikat dostawcy surowca — wełny mineralnej — potwierdzający deklarowaną gęstość dla danej partii produkcyjnej. Jest to dokument wyższego rzędu niż karta techniczna producenta płyt — potwierdza on, że sam materiał rdzenia był zgodny ze specyfikacją przed jego włączeniem do płyty.
📐 Rysunki wykonawcze
Rysunki wykonawcze przedstawiające rzeczywiste położenie paneli, lokalizacje połączeń, otwory drzwiowe i okienne, położenia przejść oraz szczegóły połączeń w zakrętach (krawędziach). Muszą one odpowiadać rzeczywistej instalacji i zostać zatwierdzone przez wykonawcę instalacji oraz przedstawiciela ds. zapewnienia jakości.
🔍 Protokoły inspekcji instalacji
Rekordy fizycznej inspekcji zainstalowanego systemu paneli: pomiary płaskości, weryfikacja uszczeleń krawędzi, sprawdzenie ciągłości uszczeleń połączeń, potwierdzenie prawidłowej instalacji zakrętów (krawędzi), dokumentacja uszczeleń przejść. Potwierdzają one, że instalacja została rzeczywiście zweryfikowana, a nie założono jej poprawności bez sprawdzenia.
💧 Wyniki testów szczelności powietrznej
Wyniki testów spadku ciśnienia lub testów dymem śledzącym potwierdzające, że obudowa czystej strefy osiąga określoną szczelność powietrzną przed wprowadzeniem do eksploatacji systemu wentylacji i klimatyzacji (HVAC). Akceptowalne są wyniki negatywnych testów wraz z udokumentowanymi działaniami naprawczymi oraz wynikami ponownego testu — nieudokumentowane przypadki niepowodzenia nie są akceptowalne.
Dostawca paneli, który regularnie realizuje projekty z zakresu przemysłu farmaceutycznego, zrozumie tę listę dokumentów i może dostarczyć większość z nich jako część standardowego pakietu dostawy. Dostawca, który głównie obsługuje rynki przemysłowe, może nie posiadać wszystkich wymaganych dokumentów w gotowej do użycia formie — co oznacza albo opóźnienie związane z ich pozyskaniem, albo lukę w dokumencie IQ, którą należy usunąć przed złożeniem dokumentacji do organów regulacyjnych.
Zestawienie poprzednich sekcji w praktyczny, strefa po strefie przegląd typowej fabryki produkującej leki:
| Strefa / Obszar | Klasa GMP | Wypełnienie paneli ścianowych | Powierzchnia | System połączeń | Zaokrąglenie krawędzi (coving) |
|---|---|---|---|---|---|
| Strefa aseptycznego napełniania | Klasa B | Wełna mineralna (rock wool) o grubości 100 mm i gęstości 100–120 kg/m³ | PVDF lub stal nierdzewna 304 | Ukryte wewnętrzne | Wymagane ✓ |
| Obszar przygotowania / mieszania | Klasa C | Wełna skalna 75–100 mm | PVDF | Preferowane ukryte | Zalecony |
| Przygotowanie komponentów / zakładanie odzieży ochronnej | Klasa D | Wełna skalna 50–75 mm | PVDF | Ukryte lub uszczelnione połączenie pióro-wpust | W miejscu połączenia podłogi ze ścianą |
| Locki powietrzne materiałowe | Przejście C/D | Wełna skalna 75 mm | PVDF | Preferowane ukryte | Wszystkie połączenia |
| Opakowanie (niesterylne) | ISO 8 / nieklasyfikowane | Wełna skalna 50–75 mm | PVDF | Łączenie pióro-wpust z uszczelnieniem akceptowalne | Minimalne połączenie podłogi ze ścianą |
| Chłodnia farmaceutyczna | Sterowane (nie spełniające wymagań GMP) | PU/PIR 150–200 mm | PVDF lub PE | Standardowe pomieszczenie chłodnicze | Zgodnie z wymaganiami |
| Wszystkie klasy — sufit | B / C / D | Aluminiowa płyta pszczelina o grubości 50 mm | PVDF | System sufitu wypoziomowanego | Karnisz ściana–sufit |
Nie podając nazw — załącznik 1 formułuje zasady (powierzchnia gładka, nieprzepuszczalna, niemająca tendencji do odpadania cząstek oraz niemiejąca), a nie przepisuje konkretnych produktów. Wymóg stosowania wełny mineralnej wynika z zasady niemiejącości, interpretowanej przez lokalne przepisy przeciwpożarowe oraz ugruntowaną praktykę budowy pomieszczeń GMP. Niektóre organy regulacyjne (w szczególności MHRA oraz niektóre agencje kontynentalnoeuropejskie) opublikowały trendy obserwacji inspekcyjnych, które jednoznacznie wskazują na ich oczekiwania dotyczące stosowania niemiejących materiałów w ścianach w pomieszczeniach produkcyjnych aseptycznych. Praktycznym standardem branżowym jest stosowanie wełny mineralnej w ścianach oraz aluminiowej płyty pszczeliny w sufitych.
Tak — częściowa renowacja czystej strefy zgodnej z wymogami GMP (zamiana uszkodzonych paneli, przeniesienie ścianki działowej, dodanie nowego otworu) wymaga procesu kontroli zmian oraz ponownej kwalifikacji stref objętych zmianami, ale nie wymaga pełnej ponownej kwalifikacji całej instalacji. Kluczowe jest to, że dokumentacja kontroli zmian zawiera opis wprowadzonych zmian, ich uzasadnienie oraz sposób weryfikacji nowej instalacji pod kątem spełnienia pierwotnych lub zaktualizowanych wymagań użytkownika (URS – User Requirements Specification). Nowe panele zamontowane w trakcie renowacji muszą spełniać te same wymagania dokumentacyjne co panele montowane początkowo — karty danych materiałowych, certyfikaty, protokoły inspekcyjne oraz test szczelności powietrznej dla objętej zmianami strefy.
VHP to metoda biodekontaminacji stosowana w czystych pomieszczeniach farmaceutycznych — szczególnie w izolowanych strefach aseptycznych klasy B — umożliwiająca sporycydową biodekontaminację środowiska pomieszczenia. Para nadtlenku wodoru w stężeniach od 100 do 1000 ppm cyrkuluje w uszczelnionym pomieszczeniu, zapewniając redukcję zanieczyszczenia mikrobiologicznego o ≥6 logów. Środowisko utleniające tworzone przez VHP w tych stężeniach powoduje degradację wielu materiałów po wielokrotnym użyciu — w tym standardowych powłok poliestrowych na panelach stalowych. Powłoki PVDF są stabilne w obecności VHP. Standardowe powłoki PE nie są stabilne. Jeśli biodekontaminacja metodą VHP jest lub może być częścią protokołu czyszczenia obiektu, wymagane są powierzchnie z powłoką PVDF lub ze stali nierdzewnej.
Wersja z 2022 roku (obowiązująca od sierpnia 2023 r.) wprowadziła kilka nowych wymagań — najważniejszym z nich jest obowiązkowa Strategia Kontroli Zanieczyszczeń (CCS). W przypadku istniejących obiektów organy regulacyjne zazwyczaj stosują podejście oparte na ocenie ryzyka: obiekty, które były zgodne z poprzednią wersją Załącznika 1 i mogą wykazać równoważność w zakresie kontroli zanieczyszczeń, nie są zobowiązane do przeprowadzenia pełnej przebudowy fizycznej. Jednak dokument CCS musi zostać przygotowany również dla istniejących obiektów, a w przypadku stwierdzenia w nim luk w zakresie fizycznej kontroli zanieczyszczeń może okazać się konieczna modernizacja obiektu. Same specyfikacje paneli fizycznych (wełna skalna, klasa odporności na ogień A1, gładkie powierzchnie) pozostawały ogólnie spójnymi wymaganiami zarówno w obu wersjach.
Wytyczne WHO dotyczące dobrej praktyki wytwarzania (GMP), w szczególności dokument TRS 957, załącznik 2 dotyczący produktów sterylnych, obejmują zasady podobne do zasad GMP Unii Europejskiej — gładkie powierzchnie, łatwość czyszczenia oraz odpowiednie zaprojektowanie — ale są ogólnie mniej szczegółowe pod względem wymagań fizycznych i skupiają się bardziej na kontrolach proceduralnych. Obiekty ubiegające się o wstępne kwalifikowanie zgodnie z wytycznymi WHO GMP w celu dostaw na rynki zakupów globalnych (programy UNICEF, GAVI) muszą przestrzegać tych zasad, jednak zwykle z większą elastycznością w zakresie ich wdrażania. Specyfikacje wełny skalnej i poliwinylodifluorydu (PVDF), które są standardem dla obiektów spełniających wymagania GMP UE, są również odpowiednie dla obiektów spełniających wymagania WHO GMP; jednak inspektor WHO GMP rzadziej wyda ważną uwagę dotyczącą powłoki nieopartej na PVDF niż inspektor GMP UE.
Certyfikat ogniowy, który wygasł, dotyczy innego produktu niż zainstalowany lub pochodzi od nieakredytowanego laboratorium badawczego, stanowi krytyczny błąd dokumentacji IQ — co z kolei prowadzi do niezgodności z zasadami GMP. Stopień powagi zależy od oceny inspektora, ale może skutkować ważną uwagą wymagającą albo wymiany paneli, albo wiarygodnego uzasadnienia (popartego danymi z badań), że zainstalowane panele spełniają wymagane właściwości ogniowe. Każda z tych opcji wiąże się z wysokimi kosztami i znacznym opóźnieniem produkcji. Uniknięcie tej sytuacji możliwe jest poprzez weryfikację zgodności certyfikatu ogniowego z faktycznie zainstalowanym produktem już na etapie IQ, a nie po przeprowadzeniu inspekcji.
Wytwórnie farmaceutyczne zgodne z dobrą praktyką wytwarzania (GMP) są zaprojektowane na okres eksploatacji wynoszący 20–30 lat przed przeprowadzeniem istotnej modernizacji obiektu. Panele czystych pomieszczeń powinny wytrzymać cały ten okres przy odpowiedniej, rutynowej konserwacji (coroczna inspekcja uszczelki szwów oraz ponowne uszczelnianie tam, gdzie jest to konieczne, okresowa kontrola powierzchni pod kątem zachowania integralności powłoki). Panele z powłoką PVDF i rdzeniem z wełny mineralnej od renomowanych producentów osiągają regularnie taką długość użytkowania w warunkach stosowanych w przemyśle farmaceutycznym procedur dezynfekcyjnych. Najczęstszymi przyczynami wcześniejszej wymiany paneli są uszkodzenia mechaniczne (uderzenia wózków widłowych, kolizje z wyposażeniem) oraz zmiany układu wnętrza obiektu – a nie degradacja materiału spowodowana normalnymi czyszczeniami farmaceutycznymi. Określenie powłoki, która wytrzyma tylko 8–10 lat w warunkach agresywnej dezynfekcji, oznacza wprowadzenie do cyklu życia obiektu nieplanowanego cyklu modernizacji.
Glostar produkuje panele ścienne do czystych pomieszczeń z wełny mineralnej, panele sufitowe z aluminium w konstrukcji plastra miodu oraz kompletne systemy drzwi i okien dla obiektów farmaceutycznych zgodnych z GMP. Dostarczamy standardowo pełne pakiety dokumentacji IQ — karty danych materiałowych, certyfikaty ogniowe, raporty testów przeprowadzonych przez niezależne podmioty trzecie, certyfikaty wytwórni oraz rysunki warsztadowe — dla projektów farmaceutycznych.
Zażądaj specyfikacji paneli GMP → Gorące wiadomości
Gorące wiadomości2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

Uważamy, że poprzez przestrzeganie wysokich standardów jakości i otwartość na innowacje możemy wprowadzić przełomowe zmiany w architekturze oraz stworzyć zrównoważoną przyszłość dla branży budowlanej.
Nr 377, ul. Gaoqi, Strefa Technologii Wysokich, miasto Binzhou, prowincja Szantung, Chiny
Prawa autorskie © Shandong Kexing New Energy Co., Ltd. Wszelkie prawa zastrzeżone Polityka prywatności Blog