Walk through any new pharmaceutical manufacturing plant being commissioned in Saudi Arabia, the UAE, or Jordan right now, and there is a reasonable chance the walls came from China. Not because procurement teams settled for a cheaper option — but because, for a specific, well-understood set of reasons, Chinese-manufactured cleanroom panels have become the technically and commercially rational choice for GMP facilities across the Middle East.
This is a shift worth understanding. Five years ago, most regional EPC contractors sourced cleanroom envelope systems from European or Indian suppliers. Today the balance has tilted. This post explains exactly why — without the marketing language.
The numbers set the context. The Middle East pharmaceutical market stood at roughly $54 billion in 2024 and is projected to reach $78 billion by 2033 — a compound annual growth rate above 4%, sustained across an entire decade. Behind that headline figure, the really interesting story is in manufacturing investment rather than consumption.
Saudi Arabia's Vision 2030 programme has made pharmaceutical localisation a national priority. For decades the Kingdom imported more than 70% of its medicines; the COVID-19 pandemic made the strategic vulnerability of that dependency impossible to ignore. The government's response has been concrete: purpose-built pharmaceutical manufacturing zones inside MODON-administered industrial cities, tax incentives for local production, streamlined SFDA licensing, and direct partnership frameworks with multinational drug makers seeking regional manufacturing footholds.
The UAE is following a parallel track. Federal Law No. 38 of 2024, effective from January 2025, signals Emirati intent to position the country as a regional pharmaceutical hub. Jordan and Egypt, both with established generic manufacturing bases, are simultaneously upgrading existing plants to meet tightening EU-GMP and WHO-GMP audit standards required for export market access.
Every one of these projects requires compliant cleanroom infrastructure. Walls, ceilings, doors, pressure-differential systems, hygienic corners — the physical envelope of a GMP facility is not a commodity afterthought. It is a regulatory requirement. And it needs to be sourced, delivered, and installed on schedules that rarely have slack.
The phrase "Chinese manufacturing" covers an enormous range of quality and capability. In the cleanroom panel sector specifically, China has spent the last fifteen years consolidating around a smaller number of large, export-oriented factories — and that consolidation has changed what buyers can actually get.
The leading Chinese cleanroom panel manufacturers today operate automated continuous lamination lines rather than hand-packing benches. That distinction matters technically: machine-made panels achieve thickness tolerances of ±0.5 mm versus ±2 mm or worse for hand-made product. For a cleanroom where pressure differentials and sealing integrity are performance-critical, dimensional consistency is not a minor specification item — it directly affects whether joints seal, whether door frames align, and whether installation time balloons due to on-site shimming and adjustment.
The documentation infrastructure has also matured. The factories that compete seriously in the Gulf export market now carry ISO 9001 quality management certification, CE declarations of performance, EN 13501-1 fire classification test reports, and SGS or Bureau Veritas third-party product audits as standard. A few years ago, asking a Chinese supplier for a fire test report with accreditation traceable to a European notified body was optimistic. Today it is routine.
"Dimensional consistency is not a minor specification item — it directly affects whether joints seal, whether door frames align, and whether installation time overruns."
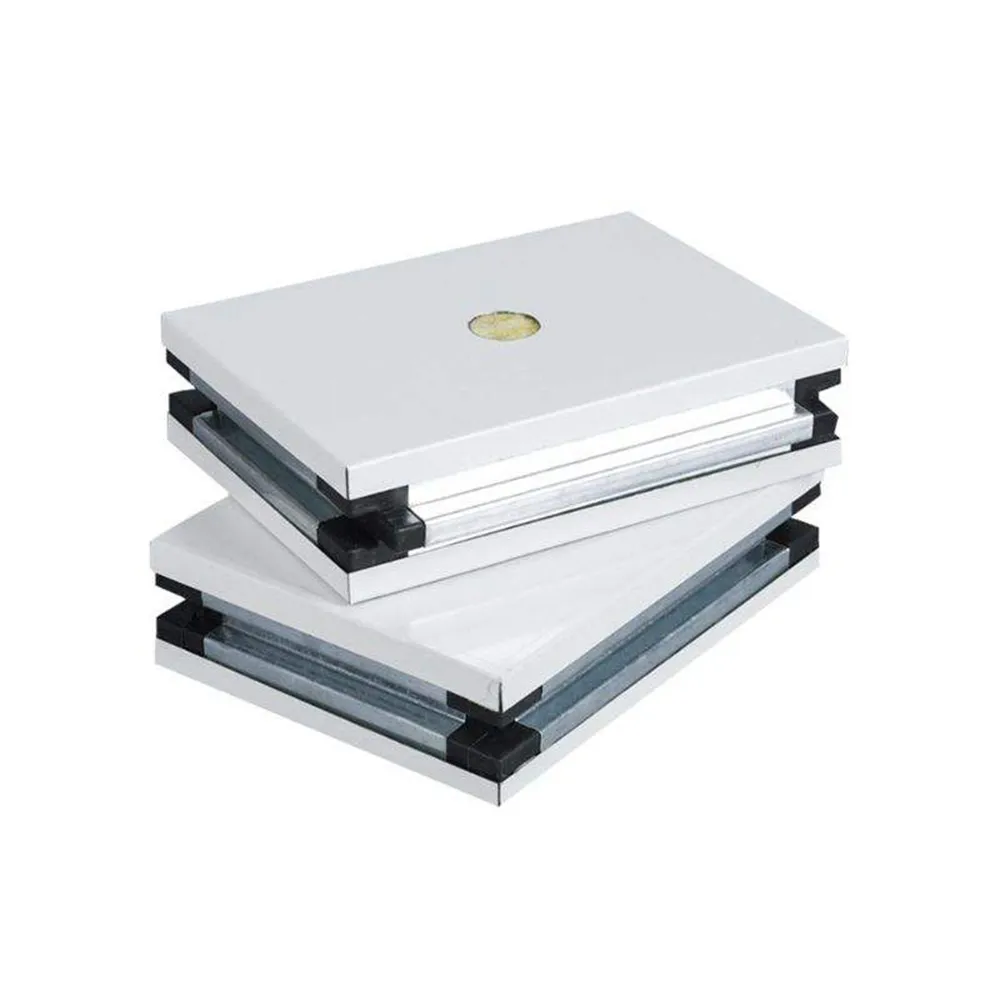
Of the core materials used in cleanroom sandwich panels — polyurethane (PU), polyisocyanurate (PIR), EPS, aluminium honeycomb, and rock wool — GMP pharmaceutical projects have an increasingly clear preference for rock wool, and Chinese manufacturers have invested heavily in it.
The reason is fire. EU GMP Annex 1, revised in 2022 and now the global benchmark for sterile manufacturing, tightened its language around contamination control and construction materials in a way that pushes specifiers toward non-combustible cores. Rock wool is inorganic mineral fibre: it does not ignite, does not melt, does not produce toxic smoke. It achieves EN 13501-1 Class A2-s1,d0, the highest non-combustibility classification available for a sandwich panel product. PU and PIR cores, however good their insulation properties, are organic and will burn. In a region where ambient temperatures routinely exceed 45°C and HVAC systems run under significant load year-round, the thermal performance case for rock wool is also stronger than it appears at northern-hemisphere design temperatures.
The specific development that unlocked rock wool for GMP applications, however, was zero-dust core technology. Standard rock wool sheds microscopic mineral fibres under vibration, cutting, or thermal cycling. In a pharmaceutical cleanroom, a single contamination event from shed fibres can invalidate a production batch and trigger an SFDA or ANVISA audit finding. Zero-dust panels address this through a pharmaceutical-grade resin binder injected throughout the mineral wool matrix, permanently immobilising fibres. Third-party particle-count testing confirms zero detectable mineral fibre release under operating cleanroom conditions. Chinese factories that have made this investment — and not all have — can supply product that satisfies both the fire requirements and the contamination-control requirements of modern GMP simultaneously.

Specification compliance and fire rating get panels onto the approved-product list. What actually drives procurement decisions in competitive tender processes is a more granular combination of factors. Here is how Chinese suppliers perform across the ones that matter most to Gulf pharma projects.
Chinese factories producing at scale can offer 7–15 working day production lead times for standard specifications, with FCL ocean freight to Jeddah, Dubai, or Aqaba running 18–25 days depending on port congestion. Total door-to-site time of 5–7 weeks is significantly better than the 10–14 weeks that European suppliers typically quote once production slots, export logistics, and customs clearance are factored in. For projects on EPC schedules with hard commissioning milestones, this difference is meaningful.
Pharmaceutical plants are not standard buildings. Cleanroom projects routinely require non-standard panel widths, custom lengths to reduce on-site cutting, specific RAL colours for different cleanroom zone classifications, and integration of door frames, window reveals, and service duct penetrations into the panel system. Chinese factories operating at export scale can accommodate mixed-specification orders — different thicknesses, widths, and surface treatments — within a single container shipment, with MOQs typically around 100 m². European competitors in this space often impose per-SKU minimums that make custom configurations expensive for smaller GMP fit-out projects.
The cost advantage of Chinese cleanroom panels over equivalent European product is real — typically 30–50% on ex-works price for comparable specification. What matters more than the raw percentage, though, is that the price gap exists at the top of the quality range, not just at the bottom. A Chinese factory producing machine-made, zero-dust rock wool panels with PVDF surface coating and CE fire certification is not selling a downgraded product at a lower price. It is selling a comparable product at a lower price, because its manufacturing cost base — steel, energy, labour, depreciation — is structurally lower. The Gulf procurement professionals who have recognised this distinction are the ones driving the trend.
Export-focused Chinese manufacturers have invested in English-speaking technical teams that can provide CAD drawings, BIM files, installation manuals, and validation documentation packages tailored to regulatory submissions. Some offer Arabic-language support specifically for Gulf clients. For qualification teams preparing IQ/OQ documentation for SFDA or MOHAP facility audits, having a supplier that can turn around technical data requests within 24 hours is a practical advantage that compounds over the project lifecycle.
The Gulf presents conditions that penalise specification errors more harshly than temperate European or North American climates do. Outdoor ambient temperatures regularly exceed 45°C in summer. Humidity swings between single digits in the dry interior and near-saturation in coastal locations like Jeddah, Dammam, and Abu Dhabi. Desert dust is persistent and fine-particulate — it finds its way through any seal that is not properly designed and executed.
These conditions put specific demands on the cleanroom wall system. Thermal performance matters more: a panel with a U-value of 0.45 W/m²K reduces HVAC cooling load substantially compared to a thinner or lower-density alternative, and in a region where electricity costs for a large pharmaceutical facility can exceed $2 million per year, that translates directly to operating economics. PVDF surface coatings resist UV degradation and chalking under intense solar radiation far better than standard polyester coatings, justifying their modest price premium in the Gulf context.
The joint system is equally critical. Saudi Arabia's desert environment generates fine silica dust that infiltrates poorly sealed cleanroom envelopes, causing pressure differential failures and particle count excursions. A tongue-and-groove interlocking system combined with pharmaceutical-grade silicone sealant at all junctions provides the airtight envelope performance that Gulf conditions require. It is not a design detail that can be value-engineered away.

The trend toward Chinese-sourced panels does not mean all Chinese suppliers are equivalent. Procurement teams with experience in this space apply a qualification process that would look familiar to anyone who has worked in pharmaceutical vendor management — which is fitting, because the end customer is a heavily regulated industry.
A working checklist for supplier qualification:
| Qualification Area | What to Ask For |
|---|---|
| Fire performance | EN 13501-1 classification report from a European notified body or UKAS/DAkkS-accredited lab. Verify the tested product specification matches what you are ordering. |
| Zero-dust certification | Third-party particle count test report under dynamic cleanroom conditions. Ask for the test methodology — lab tests under static conditions are not sufficient for GMP validation. |
| Dimensional consistency | Request a production tolerance specification document. Machine-made panels should state ±0.5 mm on thickness and flatness. Confirm whether the factory operates continuous lamination lines. |
| Quality management | ISO 9001 certificate with current validity and scope covering cleanroom panel production. CE declaration of performance referencing the applicable EN product standard. |
| Reference projects | Ask specifically for GMP pharmaceutical references — not just general cleanroom or food processing projects. Pharmaceutical GMP involves contamination control requirements that other cleanroom sectors do not. |
| Documentation for validation | Confirm the supplier can provide material data sheets, traceability records, and technical specifications in the format required for IQ documentation packages for SFDA or MOHAP facility audits. |
Intellectual honesty requires acknowledging that sourcing cleanroom panels from China introduces risks that sourcing from a nearby European or Indian supplier does not. The most significant is logistics fragility. A single delayed container — port congestion, customs hold, documentation error — can push a GMP plant commissioning date by weeks. Buyers who have managed this successfully maintain a minimum four-week buffer in their procurement programme and carry contingency stock of critical accessories (corner trims, door frames, sealants) at site.
Quality consistency across production batches is a second legitimate concern. The gap between a factory's best sample and its routine production output is not always zero — particularly for surface coating colour consistency and steel thickness. Specifying the steel coil mill certificate as a required delivery document, and conducting incoming inspection at a sample rate appropriate to the project size, addresses most of this risk.
Finally, on-site technical support is genuinely harder to provide from a factory in Guangdong than from one in Belgium. Buyers who factor this in — by investing in a pre-shipment installation training session either at the factory or via video, and ensuring the installation contractor has experience with the specific joint system — consistently report better outcomes than those who assume a panel system will install itself.
None of these risks is categorical. They are manageable, and experienced Gulf procurement and project management teams are managing them. The evidence is in the number of completed GMP projects across the region that are now running on Chinese cleanroom panels — and passing regulatory inspections.
The Middle East's pharmaceutical manufacturing buildout is one of the more significant industrial construction waves of this decade. It is being driven by national policy — Saudi Vision 2030, UAE Federal Law 38 of 2024, Jordan and Egypt's export-market GMP upgrade cycles — and it is generating sustained, growing demand for compliant cleanroom infrastructure.
Chinese cleanroom panel manufacturers, specifically those that have invested in automated production, zero-dust rock wool cores, CE-certified fire testing, and English-language technical support, are well positioned to serve that demand. The value proposition is real: comparable technical performance at lower cost, faster lead times than European alternatives, and a customisation capability suited to the varied specifications of pharmaceutical construction.
The procurement teams, EPC contractors, and pharmaceutical companies that have already made this shift are not cutting corners. They are buying well. The ones still defaulting to a European panel out of habit, without comparing specifications and delivery programmes side by side, may find they are paying a premium that no longer buys them an advantage.
Sourcing Cleanroom Panels for a GMP Project?
We supply machine-made, zero-dust rock wool cleanroom panels with full CE and fire test documentation — shipped to Saudi Arabia, UAE, Jordan, and across the GCC.
View Panel Products ✉ Request a Quote Hot News
Hot News2026-06-12
2026-06-11
2026-06-10
2026-06-09
2026-06-05
2026-06-03

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Kexing New Energy Co., Ltd. All Rights Reserved Privacy Policy Blog