Panneaux pour salles propres pharmaceutiques ne constituent pas une catégorie d'achat dans laquelle jugement éclairé et conformité des résultats convergent de manière fiable. Ces panneaux forment l'enceinte physique des salles aseptiques de classe B, des couloirs de remplissage de classe C et des zones de soutien de classe D — des espaces qui seront inspectés par des auditeurs des bonnes pratiques de fabrication (BPF) de l'UE, des enquêteurs de la FDA ou des évaluateurs de l'OMS, lesquels ont des attentes spécifiques et documentées concernant l'apparence des surfaces, la manière dont les joints doivent être étanchéifiés et les performances attendues du matériau des parois en cas d'incendie. Une spécification correcte permet aux panneaux de passer totalement inaperçus lors des inspections réglementaires. Une spécification erronée peut entraîner des conséquences allant d'une observation majeure retardant la qualification de l'installation à un remplacement complet du système de parois imposé avant même que l'installation puisse entrer en production.
La révision de 2022 de l’annexe 1 des bonnes pratiques de fabrication (BPF) de l’UE — entrée en vigueur en août 2023 et désormais considérée comme la référence mondiale pour la fabrication stérile de médicaments — a relevé davantage le niveau en introduisant la stratégie de maîtrise de la contamination (CCS) comme cadre obligatoire. La CCS exige que les fabricants documentent, dès la phase de conception, la manière dont chaque élément de l’installation physique contribue à la maîtrise de la contamination. Les panneaux de salle propre ne sont pas accessoires dans ce cadre : ils en constituent l’un des éléments fondamentaux.
Ce guide s’adresse spécifiquement aux projets pharmaceutiques : les entrepreneurs clés en main (EPC) chargés de construire des installations conformes aux BPF, les responsables d’installations qui définissent les spécifications des panneaux de remplacement lors de rénovations, ainsi que les équipes achats qui sélectionnent pour la première fois des panneaux sur un nouveau marché. Il traite des exigences réglementaires réelles applicables aux systèmes de panneaux muraux et de plafond, de la manière de traduire ces exigences en une spécification technique pour les panneaux, et des éléments à vérifier avant de passer une commande.
Les salles propres pharmaceutiques fonctionnent selon un système de classification hiérarchique. Le grade détermine le nombre maximal de particules autorisées ainsi que la limite microbienne dans cette zone — et ces limites, à leur tour, définissent les exigences physiques relatives à l’enceinte composée des murs, du plafond et du sol. Avant de spécifier tout panneau, la carte des grades de l’installation doit être établie et approuvée, car la spécification physique doit découler du grade, et non être définie indépendamment de celui-ci.
Selon l’annexe 1 des bonnes pratiques de fabrication (BPF) de l’UE, il existe quatre grades :
Fabrication pharmaceutique non stérile utilise un cadre de classification différent — généralement ISO 7–8 pour la manipulation des produits en environnement clos et ISO 8 pour l’environnement ambiant, conformément aux bonnes pratiques de fabrication (BPF) de l’OMS ou aux lignes directrices du PIC/S, plutôt que selon le cadre aseptique de l’Annexe 1. Les exigences relatives aux spécifications des panneaux sont similaires dans la plupart des cas, mais les exigences concernant les raccords arrondis (coving) et les spécifications de surface peuvent être moins strictes, et la traçabilité documentaire spécifique requise pour la qualification d’installation (IQ) diffère. Assurez-vous de connaître le cadre réglementaire applicable à votre installation avant de finaliser les spécifications des panneaux.
L'annexe 1 des bonnes pratiques de fabrication (BPF) de l'UE (révision de 2022, entrée en vigueur en août 2023) est la norme mondiale la plus largement citée pour la fabrication stérile de médicaments — elle s'applique non seulement aux installations approvisionnant le marché européen, mais est devenue la référence de facto pour la construction d'installations pharmaceutiques à l'échelle mondiale, car elle reflète ce qu'un inspecteur réglementaire expérimenté s'attend à voir. Comprendre ses exigences concernant l'enveloppe physique constitue la base d'une spécification défendable pour les panneaux de salle propre.
L'annexe 1 ne fournit ni une spécification dimensionnelle pour les panneaux muraux, ni une valeur lambda requise pour l'isolation. Ce qu'elle établit, en revanche, est un ensemble de principes qui se traduisent par des exigences physiques :
Cette expression apparaît sous plusieurs formes dans l'annexe 1 et ses documents antérieurs, et est interprétée de façon cohérente comme exigeant une face intérieure plane et continue sur les systèmes de panneaux — aucun fixateur apparent, aucune rainure, aucun rebord. Le système de fixation des panneaux doit être dissimulé (connecteurs internes cachés ou profilé en H affleurant) afin qu’aucun élément mécanique ne dépasse dans la pièce. Les jonctions d’angle doivent être conçues sans angles intérieurs où des particules pourraient s’accumuler.
Ce principe, combiné aux agents désinfectants utilisés dans la fabrication pharmaceutique aseptique (alcool isopropylique à 70 %, vapeur de peroxyde d’hydrogène, acide péroxyacétique, solutions d’eau de Javel), détermine les exigences relatives au revêtement de surface. Les surfaces doivent conserver leur facilité de nettoyage pendant plusieurs années, malgré des expositions répétées à des produits chimiques agressifs. Une surface qui commence à présenter des piqûres, à s’effriter (« chalking ») ou à développer une micro-porosité après plusieurs cycles de désinfection devient plus difficile à nettoyer efficacement — ce qui constitue un échec du contrôle de la contamination, et non seulement un problème esthétique.
La révision de 2022 de l’annexe 1 a introduit la CCS en tant que document évolutif obligatoire. La CCS exige que les fabricants cartographient tous les risques de contamination au sein de l’installation et qu’ils identifient des mesures de maîtrise physique spécifiques pour chacun d’eux. En ce qui concerne les panneaux de salle propre, cela signifie documenter la manière dont le système de panneaux — y compris les joints, les pénétrations, les angles ainsi que les interfaces avec les portes et les plafonds — contribue à la prévention de la contamination. Cela a accru l’importance de la documentation réalisée en phase de conception et rend plus essentielle que par le passé la capacité du fournisseur de panneaux à fournir des plans détaillés de construction, conformément à la version précédente de l’annexe 1.
L'annexe 1 précise les cascades de pression minimales entre les classes de salles propres — généralement une différence de pression minimale de 10 à 15 Pa entre des classes adjacentes — afin d’empêcher la migration de la contamination des zones de classe inférieure vers celles de classe supérieure. Le maintien de ces différences de pression exige que l’enveloppe composée des murs et du plafond soit globalement étanche à l’air. Chaque joint non scellé, chaque pénétration insuffisamment étanchéifiée et chaque cadre de porte mal ajusté constituent une fuite potentielle de pression. L’exigence de démontrer le contrôle de la différence de pression lors des essais de qualification (QO) est ce qui fait de l’étanchéité à l’air une spécification vérifiable, et non plus seulement un objectif de conception.
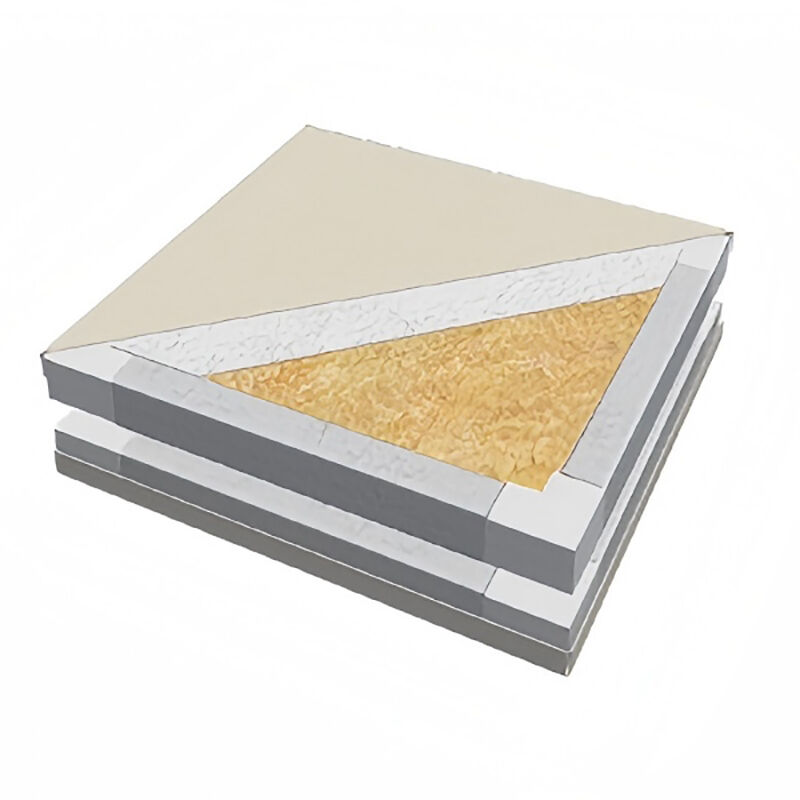
L'annexe 1 exige que les matériaux de construction « ne libèrent pas de particules » et soient compatibles avec les agents de nettoyage et de désinfection utilisés. Pour les systèmes de panneaux, cela implique deux points : le scellement des bords doit entourer complètement le cœur (les fibres exposées de laine de roche constituent une source directe de génération de particules) et le revêtement de surface doit présenter une stabilité chimique sous le protocole de désinfection de l’installation. Un revêtement qui se dégrade en micro-particules lors des cycles de désinfection au peroxyde d’hydrogène vaporisé (VHP) constitue lui-même une source de contamination.
Le cœur en laine de roche est la spécification standard pour les panneaux muraux destinés aux salles propres pharmaceutiques conformes aux bonnes pratiques de fabrication (BPF), et comprendre pourquoi — plutôt que de l’accepter simplement comme une vérité reçue — facilite l’évaluation des situations dans lesquelles des écarts par rapport à cette norme pourraient être proposés.
La raison en est l'incendie. Les installations respectant les bonnes pratiques de fabrication (BPF) de l'UE, les salles propres hospitalières et d'autres espaces réglementés similaires exigent que les matériaux de construction soient non combustibles — classe A1 selon la norme EN 13501-1. La laine de roche (laine minérale fabriquée à partir de fibres de basalte) atteint la classe A1 : elle est fondamentalement inorganique, ne fond pas à des températures inférieures à celles rencontrées lors d'incendies dans les bâtiments, et ne dégage ni fumée importante ni gouttes en combustion. Les âmes en mousse de polyuréthane et en mousse PIR atteignent au mieux la classe B2 — elles brûlent, dégagent de la fumée et produisent des gaz de combustion toxiques (notamment du cyanure d'hydrogène et des isocyanates). Aucune épaisseur de revêtement en acier ou protection incendie complémentaire ne permet de transformer un panneau à âme en mousse en un élément de construction non combustible aux fins de la réglementation.
La conséquence pratique : tout projet pour lequel la réglementation applicable, le code du bâtiment ou les exigences de l’assureur imposent une construction non combustible — ce qui inclut toutes les installations aseptiques GMP de l’UE, toutes les constructions hospitalières dans la plupart des juridictions et la majorité des installations pharmaceutiques à l’échelle mondiale — doit utiliser de la laine de roche (ou un panneau en nid d’abeille d’aluminium, pour les applications de plafond) comme âme des panneaux de salle propre. Il ne s’agit pas d’une simple préférence ; c’est une exigence de conformité.
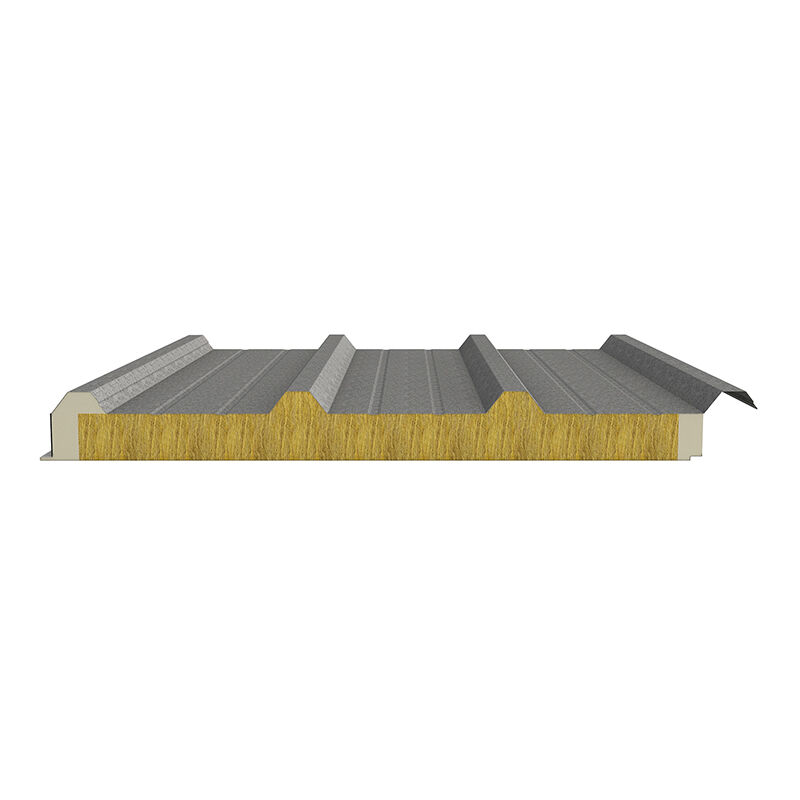
Pas tous panneaux pour salles propres en laine de roche sont équivalents. Plusieurs paramètres déterminent si le panneau fonctionnera de façon fiable sur une durée de vie d’installation de 20 à 30 ans, et ils doivent être explicitement spécifiés et vérifiés :
| Paramètre | Minimum acceptable | Recommandé pour les classes GMP B/C |
|---|---|---|
| Densité de la laine de roche | 80 kg/m³ | 100–120 kg/m³ |
| Orientation des fibres | Tableau standard | Orientation lamellaire (fibres perpendiculaires) |
| Force de collage | ≥ 40 kPa | ≥ 60 kPa (vérifié par un tiers) |
| Résistance à l'arrachage | ≥ 100 kPa | ≥ 150 kPa |
| Classification au feu | A1 (réaction au feu) | Classe A1 + REI 60 min (50 mm) ou REI 120 (100 mm) |
| Épaisseur du panneau (mur) | 50 mm | 75–100 mm pour les classes B/C |
| Affaiblissement acoustique (Rw) | ≥ 30 dB | ≥ 38 dB à 100 mm |
Les panneaux à âme en mousse sont effectivement utilisés dans les installations pharmaceutiques — mais dans des rôles spécifiques et clairement définis qui ne nécessitent pas une classification A1. L’application la plus courante concerne les zones de stockage frigorifique et de chaîne du froid au sein d’un campus pharmaceutique : entrepôts frigorifiques pour vaccins, dépôts de matériaux biologiques et entrepôts réfrigérés de matières premières. Dans ces zones, la performance thermique constitue le critère principal (isolation du froid par rapport à la chaleur, souvent avec des écarts de température très importants) ; les codes incendie peuvent autoriser des constructions combustibles lorsque le stockage est classé séparément de la zone de fabrication, et les panneaux en polyuréthane (PU) ou en polyisocyanurate (PIR) constituent la spécification appropriée.
La frontière entre « zone de stockage frigorifique où les panneaux PU/PIR sont acceptables » et « zone de production selon les bonnes pratiques de fabrication (BPF), où une classification A1 est requise » doit être validée auprès du consultant réglementaire de l’installation et de l’autorité locale chargée de la prévention des incendies avant toute spécification — et non présupposée.
Les salles propres pharmaceutiques sont nettoyées et désinfectées de manière plus agressive et plus fréquente que presque tout autre type d’environnement contrôlé. Dans une salle aseptique de remplissage et d’achèvement, la désinfection des surfaces peut être effectuée plusieurs fois par poste de travail : pré-nettoyage, assainissement à l’alcool isopropylique (IPA) et traitements sporicides périodiques à base d’hypochlorite dilué ou d’acide péracétique. Dans les installations soumises à une bio-désinfection par VHP (peroxyde d’hydrogène vaporisé) — désormais une pratique standard dans de nombreuses salles aseptiques de classe B — l’environnement oxydant est particulièrement agressif pour les revêtements de surface.
Le choix du revêtement de surface n’est donc pas une décision purement esthétique. Il détermine la durée pendant laquelle le panneau conserve ses propriétés de nettoyabilité ; dès lors qu’une surface commence à se dégrader — en développant une micro-porosité, un écaillage, des taches ou une défaillance d’adhérence sous l’effet répété des agents chimiques — il devient plus difficile d’atteindre un nettoyage validé, ce qui constitue une non-conformité directe aux bonnes pratiques de fabrication (BPF).
Le PVDF est le revêtement qui a démontré des performances à long terme sous les régimes de désinfection pharmaceutique sur plusieurs générations d’installations. Les systèmes leaders (Kynar 500® étant le plus cité) présentent une dégradation minimale lors d’expositions répétées à l’alcool isopropylique (IPA), au peroxyde d’hydrogène vaporisé (VHP) et à d’autres désinfectants oxydants, sur des périodes de service dépassant 20 ans. Ce comportement s’explique par la forte liaison carbone-fluor dans la chaîne principale du polymère, qui confère une résistance élevée à la fois aux attaques chimiques et à la dégradation par les UV. Dans les salles propres pharmaceutiques — des environnements intérieurs protégés des UV — c’est la résistance chimique qui constitue la caractéristique de performance pertinente.
Spécifier le PVDF ne signifie pas que tous les PVDF sont équivalents. L'épaisseur du revêtement est déterminante (généralement de 25 à 30 µm pour les applications en salle propre), tout comme la spécification de l'adhérence et la préparation du substrat. Un revêtement en PVDF appliqué sur une préparation de surface insuffisante se délamellera sous sollicitation thermique cyclique, même si la composition chimique du revêtement est correcte. Demandez aux fabricants leurs spécifications d'application du revêtement, et non seulement le type de revêtement.
Les revêtements en acier inoxydable (grade 304 pour une utilisation pharmaceutique standard, grade 316L là où l’exposition aux chlorures est importante) éliminent totalement la question de la durabilité du revêtement. Ce matériau ne nécessite pas de système de peinture et ne subit pas la dégradation liée au revêtement que toutes les surfaces en acier peint finiront par présenter sous l’effet d’une exposition agressive aux produits chimiques. Dans les zones de fabrication de médicaments cytotoxiques, les zones de manipulation d’API à haute puissance et les installations où des intervalles très longs entre les opérations de maintenance des panneaux sont requis, l’acier inoxydable justifie son surcoût.
La considération pratique porte sur le coût : les panneaux en acier inoxydable présentent un surcoût significatif par rapport à l’acier revêtu de PVDF, généralement de 60 à 90 % plus élevé. Pour les salles de classe B de taille modérée, ce surcoût est souvent justifié par l’élimination des coûts futurs de reconditionnement des surfaces et par une traçabilité documentaire plus rigoureuse à des fins réglementaires. Pour les grandes zones de classe C et D, le PVDF constitue généralement le choix le plus rentable à long terme.
Le revêtement standard en PE (polyester) n’est pas adapté aux espaces pharmaceutiques de classe B ou C. Il se dégrade sous l’exposition au VHP et aux régimes de désinfection agressifs dans un délai qui en fait un investissement peu judicieux, même d’un point de vue purement commercial, sans parler des implications en matière de conformité. Pour les zones de classe D utilisant uniquement des agents de nettoyage doux, le PE peut être acceptable — toutefois, compte tenu de la proximité avec des espaces de classe supérieure et de la possibilité que les protocoles de nettoyage évoluent au cours de la durée de vie de l’installation, le PVDF constitue la spécification justifiable dans l’ensemble.
| Surface | Résistance au VHP | Eau de Javel / Oxydants | Durée de vie | Classe recommandée |
|---|---|---|---|---|
| Revêtement PVDF | Excellente ✓ | Excellente ✓ | 20 à 25 ans et plus | B, C, D |
| Acier inoxydable 304 / 316L | Excellente ✓ | Excellente ✓ | 30+ ans | Arrière-plan, B, C |
| Polyester HDP | Modéré | Modéré | 10–15 ans | D (protocoles doux uniquement) |
| PE standard | Mauvaise ✗ | Mauvaise ✗ | 5 à 8 ans | Ne pas recommander |
Les spécifications relatives aux assemblages et aux coins sont ce qui distingue le plus visiblement les panneaux pour salles propres pharmaceutiques des panneaux pour salles propres industrielles standard. C’est également là que surviennent le plus fréquemment les erreurs d’installation — et c’est là que les inspecteurs réglementaires concentrent leur attention lors de l’évaluation des installations physiques.
Pour les salles propres pharmaceutiques de classe B et C, le système de connexion standard est un connecteur interne dissimulé : un profilé en acier ou en aluminium inséré dans l’espace entre deux panneaux, entièrement invisible depuis l’intérieur de la salle. Le faible joint apparent à la surface (généralement de 2 à 4 mm) est scellé au silicone. Le résultat est une surface murale plane et continue, sans éléments mécaniques apparents, sans rainures ni reliefs susceptibles d’accumuler des particules ou de gêner le passage de l’outil de nettoyage.
Cette exigence découle directement de la formulation de l'annexe 1, qui exige des « surfaces lisses, étanches et continues ». Un système d’assemblage à rainure et languette — acceptable dans l’industrie alimentaire ou dans les salles propres industrielles standard — laisse un relief au niveau du joint, qui n’est pas affleurant avec la face du panneau. Bien qu’il puisse être nettoyé, cette irrégularité est visible, documentée et susceptible d’être remise en cause lors d’une inspection selon les bonnes pratiques de fabrication (BPF). Pour les salles aseptiques de classe B, le système de fixation cachée est fortement recommandé ; pour les classes C et D, un système à rainure et languette correctement étanchéifié peut être acceptable, bien que l’approche avec fixation cachée demeure la meilleure pratique.
L'annexe 1 exige — et les inspecteurs des bonnes pratiques de fabrication le vérifient systématiquement — que les jonctions entre les murs et les sols, ainsi qu’entre les murs et les plafonds, soient arrondies plutôt que droites. Un arrondi est un profil courbé (généralement d’un rayon de 40 à 60 mm) à l’angle interne, remplaçant l’angle droit par une transition concave lisse. L’objectif est la maîtrise de la contamination : un angle interne droit est difficile à nettoyer en profondeur (l’outil de nettoyage ne peut pas atteindre entièrement le coin), et les résidus accumulés dans un coin non nettoyé constituent une source potentielle de contamination microbienne dans un environnement aseptique.
Dans une système de panneaux pour salles blanches , la réalisation de la jonction arrondie (coving) s’effectue à l’aide d’extrusions profilées en aluminium ou en PVC spécialement conçues à cet effet, qui sont installées aux jonctions sol-mur et mur-plafond dans le cadre du système de panneaux. Ces éléments de jonction arrondie sont scellés à l’aide de silicone, tant sur la surface du sol/plafond que sur la face des panneaux. Ils doivent impérativement faire partie de la spécification du système de panneaux : si le contractant les spécifie séparément et qu’ils ne correspondent pas au profil des panneaux, des interstices ou des dénivellations peuvent apparaître à la jonction, ce qui rend difficile leur étanchéité et leur nettoyage.
Chaque joint, pénétration, raccord en quart-de-rond et transition dans une salle propre pharmaceutique est scellé à l’aide d’un mastic silicone. La spécification du silicone est essentielle : il doit être fongicide (pour empêcher la formation de moisissures dans le cordon de mastic), résistant aux agents de désinfection utilisés dans l’installation, et posséder une élongation à la rupture suffisante pour absorber les mouvements thermiques sans se fissurer. Pour les applications liées à l’industrie alimentaire ou dans les installations où le mastic pourrait entrer en contact avec le produit, un silicone conforme à la réglementation alimentaire est requis. Le type de mastic doit être documenté dans le registre d’Installation Qualification (IQ) — indiquer simplement « mastic silicone », sans préciser le nom du produit ni sa spécification, ne satisfait pas aux exigences documentaires applicables à la construction pharmaceutique.
L’essai d’étanchéité à l’air : Une fois l'installation et l'étanchéité terminées, une salle propre pharmaceutique subit généralement un essai de déclin de pression ou un essai à la fumée afin de vérifier son étanchéité avant le démarrage du système CVC. Les échecs à ce stade remontent presque systématiquement à des applications manquantes de produit d’étanchéité — une pénétration non étanchéifiée, une jointure entre panneaux où le silicone n’est pas continu, ou un cadre de porte dont l’interface cadre/panneau n’a pas été étanchéifiée du côté propre. Exiger que l’installateur inspecte minutieusement chaque jointure et chaque pénétration en présence du représentant assurance qualité avant l’essai constitue une mesure pratique permettant d’éviter la plupart des échecs.
Les plafonds des salles propres pharmaceutiques remplissent une fonction différente de celle des murs, et la spécification en tient compte. Le plafond fait partie du système de caisson filtrant HEPA/ULPA : l’air propre est distribué par des filtres HEPA montés dans le plan du plafond, et le panneau de plafond constitue la frontière entre le caisson filtrant situé au-dessus et l’espace de production situé en dessous. L’entretien du système de plafond (remplacement des filtres, maintenance des composants CVC) nécessite un accès du personnel depuis le haut, ce qui implique que les panneaux de plafond doivent supporter en toute sécurité une personne debout dessus.
Les panneaux en nid d’abeille en aluminium constituent la norme pour les plafonds GMP pharmaceutiques. La structure hexagonale des alvéoles confère une rigidité exceptionnelle par rapport au poids : un panneau en nid d’abeille en aluminium de 50 mm pèse environ 6 à 9 kg/m² et peut supporter en toute sécurité les charges liées aux accès d’entretien sans déformation, contre 18 à 22 kg/m² pour un panneau équivalent en laine de roche. Non combustible (classe A1), non fibreux (risque nul de déshérence) et stable dimensionnellement sous cyclage thermique — le nid d’abeille en aluminium répond de façon exhaustive aux exigences applicables aux plafonds pharmaceutiques.
Les dimensions des panneaux de plafond sont généralement adaptées à la structure de la grille de plafond et aux dimensions du module de filtre HEPA. Pour les salles propres pharmaceutiques utilisant des modules de filtres HEPA standards de 600 × 600 mm ou 610 × 610 mm, la grille de panneaux de plafond est conçue autour de ces dimensions afin que les emplacements des filtres puissent être planifiés sans avoir à découper les panneaux autour des filtres. Le fournisseur de panneaux doit connaître la disposition du plafond établie par l’ingénieur en génie climatique, y compris les emplacements des filtres, des luminaires et des pénétrations de services, avant que les panneaux ne soient dimensionnés et fabriqués.
Dans les salles propres de classe B, le système de plafond doit être entièrement affleurant — aucun élément de suspension exposé, aucune applique encastrée présentant des bords exposés, aucune grille de service dotée d’un châssis ouvert. Les modules de filtres à haute efficacité (HEPA) sont installés de façon affleurante avec la face du panneau de plafond ; l’éclairage est intégré dans des unités étanches positionnées de façon affleurante dans le plan du panneau ; les équipements de détection incendie (si requis dans la pièce) utilisent des capteurs montés en saillie nulle et scellés à la surface du plafond. Tout élément créant une fente, un rebord ou un fixateur mécanique exposé dans le plan du plafond constitue un risque de contamination et sera signalé lors des inspections réglementaires.
Un mur de panneaux pour salle blanche est aussi étanche à l'air que son ouverture la plus faible. Dans les salles blanches pharmaceutiques, les portes et les fenêtres sont les éléments les plus fréquemment identifiés comme défaillants en matière d’étanchéité à l’air lors de la mise en service, et constituent également les points les plus minutieusement examinés lors des inspections selon les bonnes pratiques de fabrication (BPF). Les spécifier en tant qu’élément secondaire — ou les approvisionner auprès d’un fournisseur différent de celui des panneaux — constitue un risque qui engendre systématiquement des problèmes.
Les fenêtres d'observation fixes dans les murs des salles propres suivent les mêmes principes que les vitrages des portes : double vitrage pour éviter la condensation, installation flush du côté propre, joint périphérique en silicone, absence de chant de cadre apparent. Les unités de fenêtres prévitrées en usine sont fortement privilégiées par rapport à la pose sur site — la qualité du joint autour d’un cordon de vitrage appliqué en usine est plus constante et plus facilement vérifiable que celle d’un joint en silicone appliqué sur un chantier de construction.
Les emplacements des fenêtres doivent être définitivement fixés avant la fabrication des panneaux, car l’ouverture est découpée et encadrée en usine. Déplacer une fenêtre après l’installation des panneaux entraîne des coûts importants et des perturbations significatives, et déclenche une enquête afin de déterminer si la structure adjacente du panneau et son étanchéité ont été compromises.
Dans la construction pharmaceutique, l’installation n’existe pas tant qu’elle n’est pas documentée. La qualification d’installation (IQ) constitue le registre officiel attestant que l’installation physique a été construite conformément aux spécifications définies — et, dans le cas des panneaux de salle propre, ce registre doit inclure des informations spécifiques démontrant que le système de panneaux répond à son objectif de conception.
Les inspecteurs réglementaires examinant la documentation de qualification d’installation (IQ) relative à un système de panneaux pour salle propre pharmaceutique s’attendent généralement à y trouver :
📄 Fiches techniques des matériaux des panneaux
Fiches techniques complètes pour chaque type de panneau utilisé : panneaux muraux, panneaux de plafond et panneaux de porte. Elles doivent comporter la densité déclarée de la laine de roche, la valeur lambda, le poids du panneau, l’épaisseur de la tôle de revêtement, la spécification du revêtement (type PVDF, épaisseur, référence couleur) ainsi que les valeurs de résistance à l’adhérence.
🔥 Certificats de classification au feu
Certificat de réaction au feu EN 13501-1 attestant la classification A1, délivré par un laboratoire d’essai tiers accrédité. Séparément, certificat d’essai de résistance au feu EN 1364 indiquant la classification REI, si spécifiée. Les deux certificats doivent correspondre précisément au produit de panneau fourni, et non à un produit similaire.
🧪 Rapports d’essais tiers
Rapports d’essais de résistance à l’adhésion et de résistance à l’arrachement établis par un organisme indépendant d’essais (SGS, Bureau Veritas, Intertek ou équivalent). Ces rapports vérifient la qualité de l’adhérence entre la peau et le cœur — un paramètre structurel critique pour l’intégrité de la panneau sur toute la durée de vie de l’installation.
📋 Certificats d’usine de laine de roche
Certificat du fournisseur de la matière première en laine de roche confirmant la densité déclarée pour la série de production concernée. Ce certificat constitue un niveau de traçabilité supérieur à la fiche technique établie par le fabricant de panneaux lui-même : il atteste que le matériau du cœur correspond bien aux spécifications avant son incorporation dans la panneau.
📐 Plans d’exécution
Plans « as-built » indiquant les positions réelles des panneaux, les emplacements des joints, les ouvertures pour portes et fenêtres, les positions des pénétrations ainsi que les détails des jonctions en quart-de-rond. Ils doivent correspondre à l’installation physique et être signés par l’entrepreneur chargé de l’installation et le représentant de l’assurance qualité.
🔍 Registres d’inspection de l’installation
Registres des inspections physiques du système de panneaux installé : vérifications de planéité, contrôle de l’étanchéité des bords, continuité de l’étanchéité des joints, confirmation de l’installation des quart-de-rond, registres de l’étanchéité des pénétrations. Ces documents démontrent que l’installation a été effectivement vérifiée, et non simplement supposée conforme.
💧 Résultats des essais d’étanchéité à l’air
Résultats des essais de décroissance de pression ou des essais à la fumée traçante confirmant que l’enceinte de salle propre atteint le niveau d’étanchéité à l’air spécifié avant la mise en service du système CVC. Les essais ayant échoué sont acceptables à condition que les actions correctives soient documentées et qu’un nouveau test soit réalisé ; les échecs non documentés ne sont pas acceptables.
Un fournisseur de panneaux qui travaille régulièrement sur des projets pharmaceutiques connaîtra cette liste de documents et pourra en fournir la plupart dans le cadre de son forfait standard d’approvisionnement. Un fournisseur qui a principalement desservi les marchés industriels peut ne pas disposer immédiatement de tous les documents requis — ce qui signifie soit un délai pendant leur obtention, soit une lacune dans le dossier d’installation qualifiée (IQ) qui devra être résolue avant la soumission réglementaire.
Regroupement des sections précédentes dans une référence pratique, zone par zone, pour une installation typique de fabrication pharmaceutique :
| Zone / Zone | Niveau BPF | Âme du panneau mural | Surface | Système de jointure | Raccord cintré |
|---|---|---|---|---|---|
| Salle de remplissage aseptique | Qualité B | Laine de roche de 100 mm, densité de 100 à 120 kg/m³ | PVDF ou acier inoxydable 304 | Caché intérieurement | Obligatoire ✓ |
| Zone de préparation / de malaxage | Qualité C | Laine de roche de 75 à 100 mm | PVDF | Caché (préféré) | Recommandé |
| Préparation des composants / vestiaire | Classe D | Laine de roche de 50 à 75 mm | PVDF | Caché ou joint étanche rainuré et langué | Au niveau de la jonction sol-mur |
| Sas matériels | Transition C/D | Laine de roche 75 mm | PVDF | Caché (préféré) | Toutes les jonctions |
| Emballage (non stérile) | ISO 8 / non classifié | Laine de roche de 50 à 75 mm | PVDF | Joint debout-plancher étanche acceptable | Minimum sol-mur |
| Chambre froide pharmaceutique | Contrôlé (niveau non GMP) | PU/PIR 150–200 mm | PVDF ou PE | Chambre froide standard | Comme requis |
| Tous les niveaux — plafond | B / C / D | Nid d’abeille en aluminium de 50 mm | PVDF | Système de plafond affleurant | Corniche mur-plafond |
Non, pas nommément — l’annexe 1 établit des principes (surface lisse, imperméable, non délitante, non combustible) plutôt que de prescrire des produits spécifiques. L’exigence relative à la laine de roche découle du principe « non combustible », interprété au regard des codes nationaux relatifs à la prévention incendie et des pratiques établies en matière de construction BPF. Certaines autorités réglementaires (notamment la MHRA et certaines agences européennes continentales) ont publié des tendances d’observations issues d’inspections, qui précisent clairement leur attente concernant une construction murale non combustible dans les zones de fabrication aseptique. La norme industrielle pratique courante consiste à utiliser de la laine de roche pour les murs et du nid d’abeille en aluminium pour les plafonds.
Oui — la rénovation partielle d'une salle propre conforme aux bonnes pratiques de fabrication (GMP) (remplacement de panneaux endommagés, déplacement d'une cloison, ajout d'une nouvelle ouverture) exige un processus de gestion des changements et une requalification des zones concernées, mais ne nécessite pas une requalification complète de l’installation. L’essentiel est que la gestion des changements documente ce qui a été modifié, pourquoi et comment la nouvelle installation a été vérifiée afin de s’assurer qu’elle répond aux spécifications initiales ou mises à jour des besoins utilisateurs (URS, User Requirements Specification). Les nouveaux panneaux installés pendant la rénovation doivent satisfaire aux mêmes exigences documentaires que l’installation initiale : fiches techniques des matériaux, certificats, registres d’inspection et essai d’étanchéité à l’air de la zone concernée.
La méthode VHP (vapeur d’hydrogène peroxyde) est une technique de biodécontamination utilisée dans les salles propres pharmaceutiques — notamment dans les salles aseptiques de grade B — afin d’obtenir une biodécontamination sporicide de l’environnement de la salle. De la vapeur d’hydrogène peroxyde à des concentrations comprises entre 100 et 1 000 ppm est circulée dans la salle hermétiquement fermée, permettant une réduction ≥6 log de la contamination microbienne. L’environnement oxydant créé par le VHP à ces concentrations dégrade de nombreux matériaux au fil de cycles répétés — y compris les revêtements peints en polyester standard sur les panneaux en acier. Les revêtements en PVDF sont stables sous l’action du VHP, contrairement aux revêtements en PE standard. Si la biodécontamination par VHP fait partie ou pourrait faire partie du protocole de nettoyage de l’installation, des surfaces en PVDF ou en acier inoxydable sont requises.
La révision de 2022 (entrée en vigueur en août 2023) a introduit plusieurs nouvelles exigences — notamment, de façon très significative, la stratégie obligatoire de maîtrise de la contamination (CCS). Pour les installations existantes, les autorités de régulation ont généralement adopté une approche fondée sur le risque : les installations qui étaient conformes à l’annexe 1 précédente et qui peuvent démontrer l’équivalence de leur maîtrise de la contamination ne sont pas tenues d’entreprendre une rénovation physique complète. Toutefois, un document CCS doit être établi pour les installations existantes, et lorsque celui-ci met en évidence des lacunes dans la maîtrise physique de la contamination, des améliorations des installations peuvent s’avérer nécessaires. Les spécifications elles-mêmes relatives aux panneaux physiques (laine de roche, classe de résistance au feu A1, surfaces lisses) constituaient des exigences globalement cohérentes dans les deux versions.
Les lignes directrices OMS sur les bonnes pratiques de fabrication (BPF), notamment le document TRS 957, annexe 2, relatif aux produits stériles, couvrent des principes similaires à ceux des BPF européennes — surfaces lisses, nettoyabilité, conception appropriée — mais sont généralement moins prescriptives en ce qui concerne leurs exigences physiques et mettent davantage l’accent sur les contrôles procéduraux. Les installations qui cherchent à obtenir la préqualification OMS BPF pour les marchés mondiaux d’approvisionnement (programmes de l’UNICEF, de GAVI) doivent respecter ces principes, mais bénéficient généralement d’une plus grande flexibilité quant à leur mise en œuvre. Les spécifications relatives à la laine de roche et au PVDF, qui sont standard pour les BPF européennes, conviennent également aux installations conformes aux BPF OMS ; toutefois, un inspecteur OMS BPF est moins susceptible de relever une non-conformité majeure liée à l’absence d’un revêtement en PVDF qu’un inspecteur BPF européen ne le serait.
Un certificat de résistance au feu expiré, qui concerne un produit différent de celui qui a été installé ou qui émane d’un organisme de test non accrédité, constitue une défaillance critique de la documentation de la qualification initiale (IQ) — ce qui se traduit, à son tour, par une non-conformité aux bonnes pratiques de fabrication (BPF). La gravité dépend de l’appréciation de l’inspecteur, mais cela peut entraîner une observation majeure exigeant soit le remplacement des panneaux, soit une justification crédible (étayée par des données d’essais) démontrant que les panneaux installés répondent aux performances requises en matière de résistance au feu. Dans les deux cas, la solution est coûteuse et provoque un retard important dans la production. Pour éviter ce scénario, il convient de vérifier, lors de la qualification initiale (IQ) et non après l’inspection, la conformité du certificat de résistance au feu avec le produit réellement installé.
Les installations pharmaceutiques conformes aux bonnes pratiques de fabrication (BPF) sont conçues pour une durée de vie opérationnelle de 20 à 30 ans avant une rénovation majeure des locaux. On s’attend à ce que les panneaux de salle blanche résistent pendant toute cette période, sous réserve d’une maintenance courante appropriée (inspection annuelle des joints et réapplication du scellant là où nécessaire, inspection périodique de la surface afin de vérifier l’intégrité du revêtement). Des panneaux revêtus de PVDF avec âme en laine de roche, provenant de fabricants réputés, atteignent systématiquement cette durée de service dans le cadre des régimes de désinfection pharmaceutique. Les causes les plus fréquentes d’un remplacement prématuré des panneaux sont les dommages physiques (chocs de chariots élévateurs, collisions avec des équipements) et les modifications de l’agencement des locaux — et non une dégradation des matériaux due au nettoyage pharmaceutique normal. Spécifier un revêtement dont la durée de vie ne dépasse pas 8 à 10 ans sous l’effet de désinfectants agressifs revient, en pratique, à intégrer un cycle de rénovation non planifié dans le cycle de vie des installations.
Glostar fabrique des panneaux muraux pour salles blanches en laine de roche, des panneaux de plafond en nid d’abeille en aluminium et des systèmes complets de portes et de fenêtres destinés aux installations pharmaceutiques respectant les bonnes pratiques de fabrication (BPF). Nous fournissons, en standard pour les projets pharmaceutiques, des dossiers complets de qualification d’installation (IQ) — fiches techniques des matériaux, certificats de résistance au feu, rapports d’essais réalisés par des tiers, certificats de laminage et plans d’exécution.
Demander une fiche technique des panneaux BPF → Actualités en vedette
Actualités en vedette2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

Nous sommes convaincus que, en privilégiant la qualité et en adoptant l’innovation, nous pouvons engendrer des changements transformateurs dans le domaine de l’architecture et construire un avenir durable pour le secteur de la construction.
N° 377, rue Gaoqi, zone des hautes technologies, ville de Binzhou, province du Shandong, Chine
Tous droits réservés © Shandong Kexing New Energy Co., Ltd. Politique de confidentialité Blogue