Farmaceutische cleanroompanelen vormen geen inkoopcategorie waarbij geïnformeerde beoordeling en conformerende resultaten betrouwbaar samenkomen. De panelen vormen de fysieke omsluiting van aseptische ruimten van klasse B, vulcorridoren van klasse C en ondersteunende ruimten van klasse D — ruimten die worden geïnspecteerd door EU GMP-auditors, FDA-onderzoekers of WHO-beoordelaars die specifieke, gedocumenteerde verwachtingen hebben over hoe oppervlakken eruit moeten zien, hoe voegen moeten worden afgedicht en welke eigenschappen het wandmateriaal bij brand moet vertonen. Stel de specificatie juist op en de panelen trekken helemaal geen regulatoire aandacht. Maak een fout en de gevolgen variëren van een ernstige bevinding die de kwalificatie van de installatie vertraagt tot een volledige vervanging van het wandensysteem, die wordt opgelegd voordat de installatie in productie kan gaan.
De herziening van bijlage 1 van de EU-GMP-richtlijnen uit 2022 — die in augustus 2023 van kracht werd en nu de wereldwijde referentie vormt voor steriele farmaceutische productie — verhoogde de eisen verder door de Contaminatiebeheersstrategie (CCS) als verplicht kader in te voeren. De CCS vereist dat fabrikanten, vanaf het ontwerpstadium, documenteren hoe elk element van de fysieke installatie bijdraagt aan de beheersing van contaminatie. Cleanroompanelen zijn geen bijkomstigheid binnen dit kader — zij vormen juist één van de fundamentele onderdelen.
Deze gids is specifiek geschreven voor farmaceutische projecten: EPC-aannemers die GMP-faciliteiten bouwen, facilitymanagers die vervangende panelen specificeren tijdens een renovatie, en inkoopteams die voor het eerst panelen selecteren op een nieuwe markt. De gids behandelt wat de regelgeving daadwerkelijk vereist van wand- en plafondpanelsystemen, hoe deze vereisten kunnen worden omgezet in een panelspecificatie, en wat moet worden gecontroleerd voordat een bestelling wordt geplaatst.
Farmaceutische schone ruimten werken met een gestructureerd classificatiesysteem. De klasse bepaalt het maximale toegestane aantal deeltjes en de microbiële limiet in die zone — en deze limieten bepalen op hun beurt de fysieke eisen voor de wand-, plafond- en vloerafscheiding. Voordat er een paneel wordt gespecificeerd, moet de klassekaart van de installatie worden opgesteld en goedgekeurd, omdat de fysieke specificatie moet voortvloeien uit de klasse, en niet onafhankelijk daarvan wordt vastgesteld.
Volgens EU GMP-bijlage 1 zijn er vier klassen:
Niet-steriele farmaceutische productie gebruikt een andere classificatiekader — meestal ISO 7–8 voor afgesloten productverwerking en ISO 8 als achtergrond, volgens de WHO GMP- of PIC/S-richtlijnen in plaats van het aseptische kader van Bijlage 1. De specificatie-eisen voor panelen zijn in de meeste opzichten vergelijkbaar, maar de eisen ten aanzien van hoekafwerking (coving) en oppervlaktespecificaties kunnen minder streng zijn, en de specifieke documentatietrace die vereist is voor IQ kan verschillen. Weet welk regelgevend kader op uw faciliteit van toepassing is voordat u de paneelspecificatie definitief vastlegt.
EU GMP-bijlage 1 (herziening van 2022, van kracht vanaf augustus 2023) is de meest gebruikte wereldwijde norm voor steriele farmaceutische productie — deze is niet alleen van toepassing op faciliteiten die de Europese markt leveren, maar is wereldwijd de de facto referentie voor de bouw van farmaceutische faciliteiten geworden, omdat deze weergeeft wat een ervaren regelgevende inspecteur verwacht te zien. Het begrijpen van de eisen die deze stelt aan de fysieke omhulling vormt de basis voor een verdedigbare specificatie van cleanroompanelen.
Bijlage 1 bevat geen dimensionele specificatie voor wandpanelen of een vereiste lambda-waarde voor isolatiematerialen. Wat deze wel bevat, is een reeks beginselen die vertaald worden naar fysieke eisen:
Deze uitdrukking komt in meerdere vormen voor in Bijlage 1 en de voorgaande documenten en wordt consistent geïnterpreteerd als een eis voor een vlakke, naadloze binnenzijde van paneelsystemen — geen zichtbare bevestigingsmiddelen, geen groeven, geen opstaande randen. Het paneelverbindingsysteem moet verborgen zijn (bijv. verborgen interne verbindingselementen of vlak ingevoegde H-profielen), zodat geen hardware in de ruimte uitsteekt. Hoekverbindingen moeten worden ontworpen zonder inwendige hoeken waar zich deeltjes kunnen ophopen.
Dit principe, gecombineerd met de ontsmettingsmiddelen die worden gebruikt in aseptische farmaceutische productie (IPA 70 %, waterstofperoxide-damp, perazijnzuur, bleekoplossingen), bepaalt de eisen aan de oppervlaktecoating. Oppervlakken moeten hun reinigbaarheid gedurende jaren behouden bij herhaalde, agressieve blootstelling aan chemische stoffen. Een oppervlak dat bij herhaalde ontsmettingscycli begint te pitten, te verpoederen of micro-porositeit te ontwikkelen, wordt moeilijker effectief te reinigen — wat een mislukking is op het gebied van contaminatiebeheersing, en niet alleen een esthetisch probleem.
De herziening van Bijlage 1 uit 2022 introduceerde de CCS als een verplicht ‘levend document’. De CCS vereist dat fabrikanten elk risico op contaminatie binnen de installatie in kaart brengen en specifieke fysieke maatregelen identificeren voor elk risico. Voor cleanroompanelen betekent dit dat wordt gedocumenteerd hoe het panelsysteem — inclusief voegen, doorgangen, hoeken en aansluitingen met deuren en plafonds — bijdraagt aan de preventie van contaminatie. Dit heeft het belang van documentatie in het ontwerpstadium verhoogd en de mogelijkheid van de paneelleverancier om gedetailleerde constructietekeningen te leveren is belangrijker geworden dan onder de vorige versie van Bijlage 1.
Bijlage 1 specificeert de minimale druktrappen tussen reinruimtegraden — meestal een minimumverschil van 10–15 Pa tussen aangrenzende graden — om te voorkomen dat verontreiniging van gebieden met een lagere graad naar gebieden met een hogere graad migreert. Het handhaven van deze drukverschillen vereist dat de wand- en plafondomhulling grotendeels luchtdicht is. Elke onverzegelde voeg, elke onvoldoende verzegelde doorgang en elk slecht afgewerkt deurkader vormt een potentiële lekplaats voor druk. De eis om tijdens de kwalificatietest (OQ) te demonstreren dat het drukverschil onder controle is, maakt luchtdichtheid tot een testbare specificatie, en niet alleen tot een ontwerpdoelstelling.
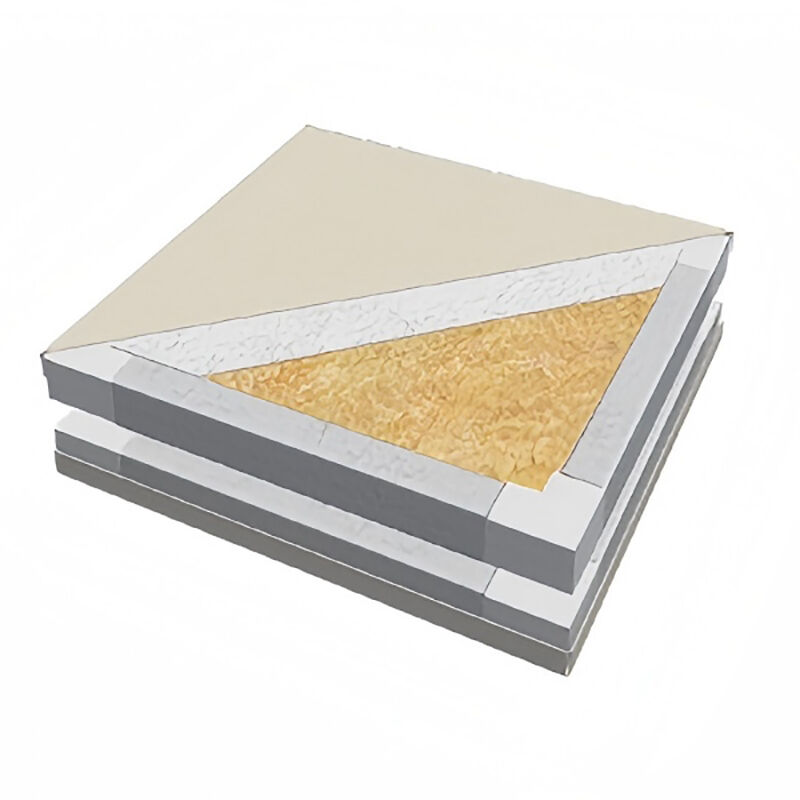
Bijlage 1 vereist dat bouwmaterialen "geen deeltjes mogen afgeven" en compatibel moeten zijn met de gebruikte reinigings- en desinfectiemiddelen. Voor paneelsystemen heeft dit twee implicaties: de randafsluiting moet de kern volledig omsluiten (blootliggende steenwolvezels vormen een directe bron van deeltjesvorming) en de oppervlaktecoating moet chemisch stabiel zijn onder het desinfectieprotocol van de faciliteit. Een coating die bij VHP-cycli degradeert tot microdeeltjes, is op zichzelf een contaminatiebron.
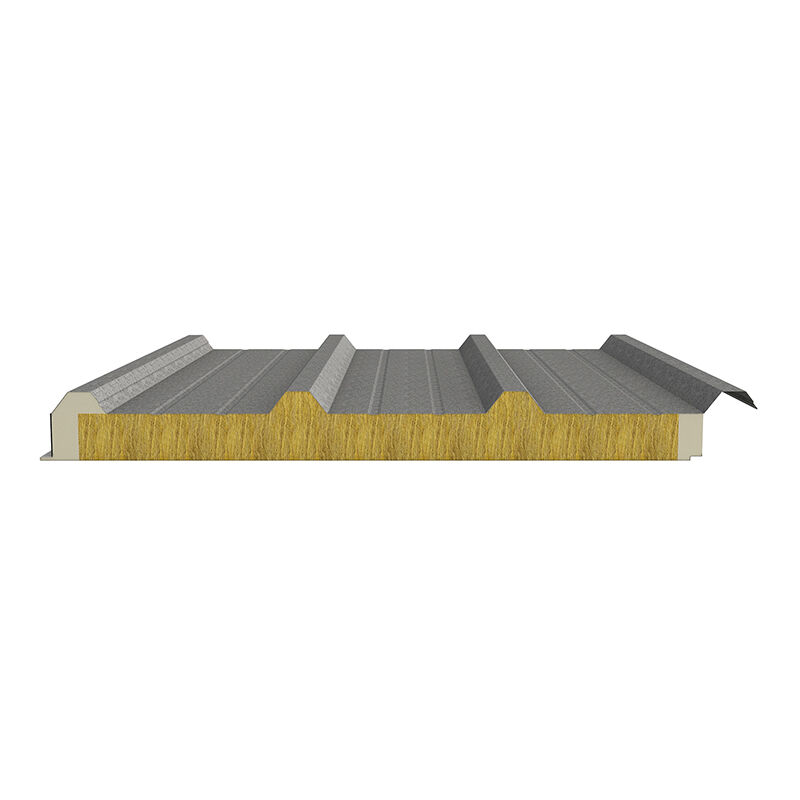
Steenwolkern is de standaardspecificatie voor wandpanelen in farmaceutische GMP-reinruimtes, en het begrijpen van de redenen daarvoor — in plaats van deze simpelweg als algemeen aanvaarde kennis te accepteren — maakt het gemakkelijker om situaties te beoordelen waarin afwijkingen worden voorgesteld.
De reden is vuur. EU GMP-faciliteiten, ziekenhuisreinruimtes en soortgelijke gereguleerde ruimten vereisen bouwmaterialen die niet brandbaar zijn — klasse A1 volgens EN 13501-1. Steenwol (mineralenwol gemaakt van basaltvezel) behaalt klasse A1: het is fundamenteel anorganisch, smelt niet bij temperaturen die optreden bij gebouwbranden en produceert noch aanzienlijke rook noch brandende druppels. Kernen van polyurethaan- en PIR-schuim behalen hoogstens klasse B2 — ze branden, produceren rook en giftige verbrandingsgassen (waaronder waterstofcyanide en isocyanaten). Geen enkele dikte van stalen bekleding of aanvullende brandbeveiliging kan een schuimkernplaat omzetten in een niet-brandbaar bouwelement voor regelgevende doeleinden.
De praktische consequentie: elk project waarbij de toepasselijke regelgeving, bouwvoorschriften of verzekeraarseisen niet-brandbare constructie vereisen — wat onder meer alle EU-GMP-aseptische faciliteiten, alle ziekenhuisbouw in de meeste rechtsgebieden en de meeste farmaceutische faciliteiten wereldwijd omvat — moet steenwol (of aluminiumhoningraat, voor plafondtoepassingen) gebruiken als kernmateriaal van de cleanroompanelen. Dit is geen voorkeur; het is een nalevingsvereiste.
Niet alle steenwol cleanroompanelen zijn gelijkwaardig. Verschillende parameters bepalen of het paneel betrouwbaar blijft functioneren gedurende een levensduur van 20–30 jaar van de faciliteit, en deze moeten expliciet worden gespecificeerd en geverifieerd:
| Parameter | Minimaal aanvaardbaar | Aanbevolen voor GMP-klasse B/C |
|---|---|---|
| Dichtheid van steenwol | 80 kg/m³ | 100–120 kg/m³ |
| Veeroriëntatie | Standaardplaat | Lamellair georiënteerd (loodrechte vezels) |
| Vastheidskracht | ≥ 40 kPa | ≥ 60 kPa (door derden geverificeerd) |
| Afplaksterkte | ≥ 100 kPa | ≥ 150 kPa |
| Brandclassificatie | A1 (reactie op vuur) | A1 + REI 60 min (50 mm) of REI 120 (100 mm) |
| Paneeldikte (wand) | 50 mm | 75–100 mm voor klasse B/C |
| Geluidreductie (Rw) | ≥ 30 dB | ≥ 38 dB bij 100 mm |
Schuimkernpanelen komen inderdaad voor in farmaceutische installaties — maar uitsluitend in specifieke, duidelijk omschreven functies die geen A1-classificatie vereisen. De meest voorkomende toepassing is koudeopslag en koudeketenruimtes binnen een farmaceutische campus: vaccinkoudeslagen, opslagruimtes voor biologisch materiaal en gekoelde magazijnen voor grondstoffen. In deze ruimtes is de primaire eis thermische prestatie (isolatie van koud tegen warm, vaak met zeer grote temperatuurverschillen); de brandveiligegevoegde wetgeving kan brandbare constructies toestaan wanneer de opslag afzonderlijk is geclassificeerd van de productieruimte, en PU- of PIR-panelen zijn dan de juiste specificatie.
De grens tussen "koudeopslagruimte waar PU/PIR toegestaan is" en "GMP-productieruimte waar A1-verificatie vereist is" dient vóór de specificatie te worden bevestigd bij de regelgevende adviseur van de installatie en de lokale brandweerautoriteit — en mag niet worden aangenomen.
Farmaceutische cleanrooms worden agressiever en vaker gereinigd en ontsmet dan bijna elk ander type gecontroleerde omgeving. In een aseptische fill-finish-unit kan oppervlakte-ontsmetting meerdere keren per ploeg plaatsvinden: voorreiniging, desinfectie met isopropylalcohol (IPA) en periodieke sporicidale behandeling met verdunde hypochloriet of perazijnzuur. In installaties waar VHP-bio-ontsmetting (verdampte waterstofperoxide) wordt toegepast — tegenwoordig standaardpraktijk in veel aseptische ruimten van klasse B — is het oxidatieve milieu bijzonder schadelijk voor oppervlaktecoatings.
De keuze van de oppervlaktecoating is daarom geen cosmetische beslissing. Deze bepaalt hoe lang het paneel zijn reinigbaarheid behoudt; zodra een oppervlakte begint te verslechteren — micro-porositeit ontwikkelt, gaat chalken, verkleuren of verliest adhesie onder herhaalde chemische belasting — wordt het moeilijker om de gevalideerde reiniging te bereiken, wat een directe niet-naleving van de GMP-voorschriften inhoudt.
PVDF is de coating die langdurige prestaties heeft aangetoond onder farmaceutische desinfectieprotocollen over meerdere generaties van installaties heen. Toonaangevende systemen (waarvan Kynar 500® het meest wordt genoemd) vertonen minimale afbraak bij herhaalde blootstelling aan IPA, VHP en oxidiserende desinfecterende middelen gedurende een levensduur van meer dan 20 jaar. Het mechanisme hiervan is de sterke koolstof-fluor-binding in de polymeerbackbone, die zeer bestand is tegen zowel chemische aanval als UV-afbraak. In farmaceutische cleanrooms — die binnenomgevingen zijn die tegen UV-straling zijn beschermd — is de chemische weerstand de relevante prestatiekenmerk.
Het specificeren van PVDF betekent niet dat alle PVDF gelijkwaardig is. De coatingdikte is van belang (meestal 25–30 µm voor cleanroomtoepassingen), de hechtingsspecificatie is van belang en de voorbereiding van het substraat is van belang. Een PVDF-coating die wordt aangebracht op een onvoldoende voorbereid oppervlak, zal loslaten bij thermische cycli, zelfs als de chemie van de coating correct is. Vraag fabrikanten naar hun specificatie voor de aanbrenging van de coating, niet alleen naar het type coating.
Roestvrijstalen bekledingen (kwaliteit 304 voor standaard farmaceutisch gebruik, kwaliteit 316L waar significante chlorideblootstelling optreedt) elimineren de vraag naar de duurzaamheid van de coating volledig. Het materiaal vereist geen laksysteme en vertoont niet de coatinggerelateerde verslechtering die alle geverfde stalen oppervlakken uiteindelijk onder agressieve chemische blootstelling zullen ondergaan. In gebieden voor de productie van cytotoxische geneesmiddelen, in zones voor het hanteren van hoogpotente API’s en in faciliteiten waar zeer lange intervallen tussen paneelonderhoudsbeurten vereist zijn, is roestvrijstaal de extra investering waard.
De praktische overweging is de kosten — roestvrijstalen panelen zijn aanzienlijk duurder dan PVDF-gecoate staalpanelen, meestal 60–90% meer. Voor Grade B-kamers van matige omvang is deze prijsopslag vaak gerechtvaardigd door de eliminatie van toekomstige herstelkosten voor de oppervlakte en door een schoner documentatietraject voor regelgevende doeleinden. Voor grote Grade C- en Grade D-gebieden is PVDF meestal de kosteneffectievere keuze op lange termijn.
Standaard PE (polyester)-coating is niet geschikt voor farmaceutische ruimten van klasse B of klasse C. Het degradeert onder blootstelling aan VHP en agressieve desinfectieprotocollen binnen een tijdsbestek dat het zelfs vanuit puur commercieel oogpunt tot een slechte investering maakt, los van de gevolgen voor de naleving van voorschriften. Voor klasse D-ruimten waarbij uitsluitend milde reinigingsmiddelen worden gebruikt, kan PE acceptabel zijn — maar gezien de nabijheid van ruimten met een hogere klasse en de mogelijkheid dat reinigingsprotocollen zich gedurende de levensduur van de faciliteit ontwikkelen, is PVDF de verdedigbare specificatie voor alle ruimten.
| Oppervlak | Weerstand tegen VHP | Bleekwater / Oxiderende middelen | Levensduur | Aanbevolen Kwaliteit |
|---|---|---|---|---|
| PVDF Coating | Uitstekend ✓ | Uitstekend ✓ | 20–25+ jaar | B, C, D |
| RVS 304 / 316L | Uitstekend ✓ | Uitstekend ✓ | 30+ Jaar | Achteraag, B, C |
| HDP-polyester | Matig | Matig | 10–15 jaar | D (uitsluitend bij milde protocollen) |
| Standaard PE | Slecht ✗ | Slecht ✗ | 5–8 jaar | Niet aanbevolen |
De specificatie voor aansluitingen en hoeken is het gebied waar farmaceutische cleanroompanelen het meest zichtbaar verschillen van standaard industriële cleanroompanelen. Het is ook het gebied waar de meest voorkomende installatiefouten optreden — en waar regelgevende inspecteurs hun aandacht richten bij de beoordeling van de fysieke faciliteit.
Voor farmaceutische cleanrooms van klasse B en klasse C is het standaard verbindingsysteem een verborgen interne connector — een geprofileerde stalen of aluminiuminvoeging die zich binnen de aansluitingsopening tussen twee panelen bevindt en volledig verborgen blijft voor de ruimtebinnenkant. De smalle zichtbare opening aan het oppervlak (meestal 2–4 mm) wordt met siliconen verzegeld. Het resultaat is een vlakke, ononderbroken wandoppervlakte zonder bevestigingsmaterialen, zonder groeven en zonder elementen die deeltjes kunnen opvangen of de reinigingsbeweging kunnen hinderen.
Deze eis volgt rechtstreeks uit de formulering in bijlage 1: „vlakke, ondoordringbare en ononderbroken oppervlakken“. Een tong- en groefverbindingssysteem — dat weliswaar toegestaan is voor voedingsindustrie of standaard industriële cleanrooms — laat een profielafronding aan de verbinding achter die niet vlak met het paneeloppervlak ligt. Hoewel deze verbinding schoon kan worden gemaakt, is de oneffenheid zichtbaar, gedocumenteerd en mogelijk onderwerp van vraagstelling tijdens een GMP-inspectie. Voor aseptische ruimten van klasse B wordt sterk de voorkeur gegeven aan een verborgen bevestigingssysteem; voor klassen C en D kan een goed afgedichte tong- en groefverbinding aanvaardbaar zijn, hoewel de verborgen aanpak blijft gelden als beste praktijk.
Bijlage 1 vereist — en GMP-inspecteurs controleren dit consistent — dat de overgangen tussen wanden en vloeren, en tussen wanden en plafonds, afgerond zijn in plaats van haaks. Een afgeronde overgang is een gebogen profiel (meestal met een straal van 40–60 mm) in de binnenhoek, waardoor de hoek van 90° wordt vervangen door een gladde concave overgang. Het doel is contaminatiebeheersing: een haakse binnenhoek is moeilijk volledig schoon te maken (het schoonmaakgereedschap kan niet volledig in de hoek bereiken), en residu dat zich ophoopt in een onrein hoekpunt vormt een potentiële bron van microbiële contaminatie in een aseptische omgeving.
In een cleanroom-paneelsysteem , wordt afwerking van de overgangen bereikt met speciaal vervaardigde cove-profielen van aluminium of PVC die als onderdeel van het paneelsysteem worden geïnstalleerd op de aansluiting tussen vloer en wand, en wand en plafond. Deze cove-stukken worden met siliconenkit verzegeld tegen zowel het vloer-/plafondoppervlak als de paneelfront. Ze moeten deel uitmaken van de specificatie van het paneelsysteem — indien ze afzonderlijk door de aannemer worden gespecificeerd en niet overeenkomen met het paneelprofiel, kunnen er openingen of stappen ontstaan op de aansluiting die moeilijk te verzegelen en te reinigen zijn.
Elke verbinding, doorgang, hoekafwerking en overgang in een farmaceutische cleanroom wordt verzegeld met siliconenkit. De specificatie van het siliconen is van belang: het moet fungicid zijn (om schimmelvorming in de kitstrook te voorkomen), chemisch bestendig zijn tegen de desinfectiemiddelen die in de installatie worden gebruikt, en voldoende rekbaarheid bij breuk moeten hebben om thermische beweging op te vangen zonder te barsten. Voor toepassingen in de buurt van levensmiddelen of in installaties waarbij de kit in contact kan komen met producten, is siliconen van levensmiddelenkwaliteit vereist. Het type kit moet worden gedocumenteerd in het IQ-dossier — alleen vermelden van "siliconenkit" zonder productnaam en specificatie is onvoldoende voor farmaceutische bouwdocumentatie.
De luchtdichtheidstest: Nadat de installatie en afdichting zijn voltooid, ondergaat een farmaceutische cleanroom doorgaans een drukvervaltest of rooktest om de luchtdichtheid te verifiëren voordat de HVAC-opstart wordt gestart. Mislukkingen in dit stadium gaan bijna altijd terug op gemiste toepassingen van afdichtingsmiddel — een doorgang die niet is afgedicht, een paneelvoeg waarbij de siliconenafdichting niet continu is, of een deurkader waarbij de interface tussen kader en paneel aan de schone zijde niet is afgedicht. Het vereisen dat de installateur samen met de QA-vertegenwoordiger elke voeg en doorgang inspecteert voordat de test wordt uitgevoerd, is een praktische maatregel die de meeste mislukkingen voorkomt.
Farmaceutische cleanroom-plafonds vervullen een andere functie dan wanden, en de specificatie weerspiegelt dit. Het plafond maakt deel uit van het HEPA/ULPA-filterplenum-systeem — schone lucht wordt toegevoerd via HEPA-filters die in het plafondvlak zijn gemonteerd, en het plafondpaneel vormt de begrenzing tussen het filterplenum boven en de productieruimte onder. Onderhoud van het plafondsysteem (filtervervanging, service van HVAC-onderdelen) vereist toegang voor personeel van bovenaf, wat betekent dat de plafondpanelen veilig het gewicht van een persoon die erop staat moeten kunnen dragen.
Aluminiumhoningraatpanelen zijn de standaard voor farmaceutische GMP-plafonds. De zeshoekige celstructuur biedt een uitzonderlijke stijfheid ten opzichte van het gewicht — een 50 mm dikke aluminiumhoningraatplaat weegt ongeveer 6–9 kg/m² en kan veilig onderhoudstoegangslasten dragen zonder doorbuiging, vergeleken met 18–22 kg/m² voor een gelijkwaardig steenwolpaneel. Niet-brandbaar (klasse A1), vezelvrij (geen risico op afschilfering) en dimensioneel stabiel bij temperatuurwisselingen — aluminiumhoningraat voldoet volledig aan de eisen voor farmaceutische plafonds.
De afmetingen van plafondpanelen zijn doorgaans afgestemd op het structurele plafondrooster en de afmetingen van de HEPA-filtermodule. Voor farmaceutische cleanrooms met standaard 600 × 600 mm of 610 × 610 mm HEPA-filtermodules wordt het plafondpaneelrooster ontworpen rond deze afmeting, zodat filterposities kunnen worden gepland zonder dat panelen rond de filters hoeven te worden gezaagd. De leverancier van de panelen moet de plafondindeling van de HVAC-ingenieur kennen, inclusief de posities van de filters, verlichtingsarmaturen en doorvoeropeningen voor installaties, voordat de panelen worden uitgemeten en vervaardigd.
In asceptische ruimten van klasse B moet het plafondsysteem volledig vlak zijn — geen zichtbare ophangconstructie, geen inbouwverlichting met zichtbare randen, geen serviceroosters met open frames. HEPA-filtermodules worden vlak geïnstalleerd met de voorzijde van het plafondpaneel; verlichting is geïntegreerd in afgedichte units die vlak binnen het paneelvlak liggen; branddetectieapparatuur (indien vereist in de ruimte) maakt gebruik van vlak gemonteerde sensoren die afgedicht zijn tegen het plafondoppervlak. Elke functie die een spleet, rand of zichtbare mechanische bevestiging in het plafondvlak creëert, vormt een besmettingsrisico en wordt bij toezicht door de regelgevende instantie aangegeven.
Een cleanroompaneelwand is net zo luchtdicht als de zwakste opening. In farmaceutische cleanrooms worden deuren en ramen het meest frequent geïdentificeerd als punten van luchtdichtheidsproblemen tijdens de inbedrijfstelling en vormen ze de kenmerken die het meest zorgvuldig worden gecontroleerd tijdens een GMP-inspectie. Ze pas na afloop specificeren — of van een andere leverancier kopen dan de panelen — is een risico dat systematisch problemen veroorzaakt.
Vaste observatievensters in wanden van cleanrooms volgen dezelfde principes als zichtpanelen in deuren: dubbel glas om condensvorming te voorkomen, vlak ingebouwd aan de schone zijde, omtrek verzegeld met siliconen, geen zichtbare framekant. Fabrieksverlichte venstereenheden worden sterk verkozen boven ter plaatse aangebrachte glasplaten — de kwaliteit van de afdichting rond een fabrieksgeplaatste glaslijst is betrouwbaarder en gemakkelijker te valideren dan siliconen die op de bouwplaats wordt aangebracht.
De positie van de vensters moet worden vastgesteld voordat de panelen worden vervaardigd, aangezien de opening in de fabriek wordt uitgesneden en geframeerd. Het verplaatsen van een venster nadat de panelen zijn geïnstalleerd, leidt tot aanzienlijke kosten en storingen, en vereist een onderzoek naar de vraag of de constructie en afdichting van het aangrenzende paneel zijn aangetast.
Bij farmaceutische bouwprojecten bestaat de installatie pas wanneer deze is gedocumenteerd. De Installatiekwalificatie (IQ) is het officiële bewijs dat de fysieke installatie is gebouwd conform specificatie — en voor cleanroompanelen moet dit bewijs specifieke informatie bevatten die aantoont dat het panelsysteem voldoet aan de bedoeling van het ontwerp.
Regulatorische inspecteurs die de IQ-documentatie van een farmaceutisch cleanroompanelsysteem onderzoeken, verwachten doorgaans het volgende:
📄 Gegevensbladen voor paneelmateriaal
Volledige gegevensbladen voor elk gebruikte paneeltype: wandpanelen, plafondpanelen en deurpanelen. Deze moeten de opgegeven steenwol-dichtheid, lambda-waarde, paneelgewicht, dikte van de bekleding, specificatie van de coating (PVDF-type, dikte, kleurverwijzing) en waarden voor de hechtingskracht bevatten.
🔥 Certificaten voor brandclassificatie
EN 13501-1-certificaat voor reactie op vuur met classificatie A1, afgegeven door een geaccrediteerd externe testlaboratorium. Afzonderlijk: EN 1364-certificaat voor vuurbestendheid met REI-classificatie, indien gespecificeerd. Beide certificaten moeten betrekking hebben op het specifieke geleverde paneelproduct, niet op een vergelijkbaar product.
🧪 Certificaten van externe testrapporten
Testrapporten voor hechtkracht en afscheurkracht van een onafhankelijke testorganisatie (SGS, Bureau Veritas, Intertek of gelijkwaardig). Deze rapporten bevestigen de kwaliteit van de verbinding tussen de buitenste laag en de kern — een cruciale structurele parameter voor de integriteit van het paneel gedurende de levensduur van de installatie.
📋 Certificaten van de steenwolmolen
Certificaat van de leverancier van de steenwolgrondstof waarin de aangegeven dichtheid voor de productiebatch wordt bevestigd. Dit certificaat ligt één niveau boven het eigen technisch dossier van de paneelfabrikant — het bevestigt dat het kernmateriaal zelf overeenstemt met de specificatie voordat het in het paneel werd verwerkt.
📐 Uitvoerings- en werktekeningen
Uitgevoerde tekeningen die de werkelijke paneelposities, voeglocaties, deur- en raamopeningen, doorgangen en details van de hoekafwerking weergeven. Deze moeten overeenkomen met de fysieke installatie en worden goedgekeurd door de installatieaannemer en de kwaliteitsborgingsvertegenwoordiger.
🔍 Installatieinspectieverslagen
Verslagen van fysieke inspectie van het geïnstalleerde paneelsysteem: vlakheidstests, controle van randafdichting, continuïteit van voegafdichting, bevestiging van hoekafwerkinginstallatie, registratie van afdichting bij doorgangen. Deze verslagen tonen aan dat de installatie is gecontroleerd en niet eenvoudigweg als correct wordt verondersteld.
💧 Luchtdichtheidstestresultaten
Resultaten van drukverval- of tracerrooktesten die bevestigen dat de cleanroomomhulling de gespecificeerde luchtdichtheid bereikt voordat de HVAC-installatie in gebruik wordt genomen. Mislukte tests met gedocumenteerde herstelmaatregelen en opnieuw uitgevoerde testresultaten zijn toegestaan — ongedocumenteerde mislukkingen zijn niet toegestaan.
Een paneelleverancier die regelmatig werkt aan farmaceutische projecten, begrijpt deze documentatielijst en kan het grootste deel ervan leveren als onderdeel van zijn standaardleveringspakket. Een leverancier die voornamelijk heeft gewerkt in industriële markten, heeft mogelijk niet alle vereiste documenten direct beschikbaar — wat betekent dat er ofwel vertraging optreedt terwijl deze documenten worden verkregen, ofwel een lacune ontstaat in het IQ-dossier die moet worden opgelost voordat de regelgevende indiening kan plaatsvinden.
De voorgaande secties samenvoegen tot een praktische, zone-voor-zone-naslag voor een typische farmaceutische productiefaciliteit:
| Zone / Gebied | GMP-classificatie | Kernmateriaal wandpanelen | Oppervlak | Voegsystemen | Afgeronde hoekafwerking (coving) |
|---|---|---|---|---|---|
| Aseptische vulruimte | Klasse B | Steenwol 100 mm, 100–120 kg/m³ | PVDF of RVS 304 | Verborgen interne | Verplicht ✓ |
| Voorbereidings- / menggebied | Klasse C | Steenschuim 75–100 mm | PVDF | Verborgen (aanbevolen) | Aanbevolen |
| Componentvoorbereiding / kleding | Klasse D | Steenschuim 50–75 mm | PVDF | Verborgen of T&G-afgedicht | Bij de overgang vloer-wand |
| Materiaalluchtsluizen | Overgang klasse C/D | Steenschuim 75 mm | PVDF | Verborgen (aanbevolen) | Alle aansluitingen |
| Verpakking (niet-steriel) | ISO 8 / niet-geclassificeerd | Steenschuim 50–75 mm | PVDF | T&G-afdichting is aanvaardbaar | Minimum vloer-wand |
| Farmaceutische koelruimte | Gecontroleerd (niet GMP-kwaliteit) | PU/PIR 150–200 mm | PVDF of PE | Standaard koelruimte | Naargelang de vereisten |
| Alle kwaliteiten — plafond | B / C / D | Aluminiumhoningraat 50 mm | PVDF | Inbouwplafondsysteem | Wand-plafondkant |
Niet bij naam — bijlage 1 stelt beginselen vast (glad, ondoordringbaar, niet-afgevende, niet-brandbaar) in plaats van specifieke producten aan te geven. De eis voor steenwol is afgeleid van het beginsel van niet-brandbaarheid, geïnterpreteerd via lokale brandveiligheidsvoorschriften en gevestigde GMP-bouwpraktijken. Sommige regelgevende instanties (met name de MHRA en sommige continentale Europese agentschappen) hebben inspectieobservatietrends gepubliceerd waaruit duidelijk blijkt dat zij verwachten dat wandconstructies in aseptische productieomgevingen niet-brandbaar zijn. De praktijkgebaseerde sectorstandaard is steenwol voor wanden en aluminiumhoningraat voor plafonds.
Ja — een gedeeltelijke renovatie van een GMP-schoonruimte (vervangen van beschadigde panelen, verplaatsen van een scheidingswand, aanbrengen van een nieuwe opening) vereist een wijzigingsbeheerproces en een herkwalificatie van de betrokken zones, maar geen volledige herkwalificatie van de gehele faciliteit. Het essentiële punt is dat het wijzigingsbeheerdocument beschrijft wat er is gewijzigd, waarom en hoe de nieuwe installatie is geverifieerd om te voldoen aan de oorspronkelijke of bijgewerkte URS (User Requirements Specification). Nieuwe panelen die tijdens de renovatie worden geïnstalleerd, moeten voldoen aan dezelfde documentatievereisten als de oorspronkelijke installatie — materiaalgegevensbladen, certificaten, inspectierapporten en een luchtdichtheidstest van de betrokken zone.
VHP is een biodecontaminatiemethode die wordt gebruikt in farmaceutische cleanrooms — met name in Grade B-aseptische ruimten — om sporicidale bio-decontaminatie van de ruimteomgeving te bereiken. Waterstofperoxide-damp in concentraties van 100–1.000 ppm wordt door de afgesloten ruimte geleid, waardoor een microbiele contaminatievermindering van ≥6 log wordt bereikt. Het oxiderende milieu van VHP bij deze concentraties leidt bij herhaalde cycli tot degradatie van vele materialen — inclusief standaard polyester verflagen op stalen panelen. PVDF-lagen zijn stabiel onder VHP. Standaard PE-lagen zijn dat niet. Indien VHP-bio-decontaminatie al is opgenomen of mogelijk wordt opgenomen in het reinigingsprotocol van de faciliteit, zijn PVDF- of roestvrijstalen oppervlakken vereist.
De herziening van 2022 (van kracht vanaf augustus 2023) introduceerde verschillende nieuwe vereisten — het meest opvallend de verplichte Strategie voor contaminatiebeheersing (CCS). Voor bestaande faciliteiten hebben regelgevende instanties over het algemeen een risicogebaseerde aanpak gevolgd: faciliteiten die voldeden aan de eerdere bijlage 1 en gelijkwaardigheid van contaminatiebeheersing kunnen aantonen, worden niet verwacht om een volledige fysieke renovatie uit te voeren. De CCS-documentatie moet echter wel worden opgesteld voor bestaande faciliteiten, en waar deze documentatie tekortkomingen in de fysieke contaminatiebeheersing identificeert, kunnen verbeteringen van de faciliteit vereist zijn. De specificaties voor de fysieke panelen zelf (rotsvezel, brandklasse A1, gladde oppervlakken) waren in grote lijnen consistent tussen beide versies.
De WHO GMP-richtlijnen (met name TRS 957, Bijlage 2 voor steriele producten) behandelen vergelijkbare beginselen als de EU GMP — gladde oppervlakken, reinigbaarheid, geschikt ontwerp — maar zijn over het algemeen minder voorschrijvend wat betreft hun fysieke eisen en richten zich meer op procedurele controles. Installaties die streven naar prekwalificatie volgens de WHO GMP voor wereldwijde aankoopmarkten (UNICEF, GAVI-programma’s) worden gehandhaafd op deze beginselen, maar meestal met meer flexibiliteit in de wijze waarop zij worden toegepast. De specificaties voor steenwol en PVDF, die standaard zijn voor EU GMP, zijn eveneens geschikt voor WHO GMP-installaties, maar een WHO GMP-inspecteur is minder geneigd om een ernstige bevinding te formuleren bij een niet-PVDF-coating dan een EU GMP-inspecteur zou zijn.
Een brandcertificaat dat is verlopen, betrekking heeft op een ander product dan wat is geïnstalleerd of afkomstig is van een niet-geaccrediteerd testlaboratorium, vormt een kritieke IQ-documentatiefout — wat op zijn beurt leidt tot een GMP-nonconformiteit. De ernst hangt af van de beoordeling van de inspecteur, maar kan resulteren in een belangrijke waarneming die ofwel vervanging van de panelen ofwel een geloofwaardige motivering (ondersteund door testgegevens) vereist dat de geïnstalleerde panelen voldoen aan de vereiste brandprestaties. Beide mogelijke uitkomsten zijn kostbaar en veroorzaken aanzienlijke productievertraging. Het verifiëren van de overeenstemming tussen het brandcertificaat en het daadwerkelijk geïnstalleerde product tijdens de IQ, en niet pas na de inspectie, is de manier om deze situatie te voorkomen.
GMP-farmaceutische faciliteiten zijn ontworpen voor een operationele levensduur van 20–30 jaar voordat een grote renovatie van de faciliteit nodig is. Schoonruimtepanelen moeten deze volledige periode meegaan bij passend routineonderhoud (jaarlijkse inspectie van de voegafdichting en opnieuw afdichten waar nodig, periodieke inspectie van het oppervlak op integriteit van de coating). PVDF-gecoate panelen met steenwolcore van gerenommeerde fabrikanten halen deze levensduur consistent te weten onder farmaceutische desinfectieregimes. De meest voorkomende oorzaken van vroegtijdige vervanging van panelen zijn fysieke schade (botsingen met heftrucks, botsingen met apparatuur) en wijzigingen in de indeling van de faciliteit — niet materiaalveroudering door normale farmaceutische reiniging. Het specificeren van een coating die onder agressieve desinfectie slechts 8–10 jaar meegaat, betekent in feite het inbouwen van een ongeplande renovatiecyclus in de levenscyclus van de faciliteit.
Glostar produceert steenwol-schoonruimtemuurpanelen, aluminium-honingraat-plafondpanelen en complete deursystemen en raamsystemen voor GMP-farmaceutische faciliteiten. Wij leveren standaard volledige IQ-documentatiepakketten — materiaalgegevensbladen, brandcertificaten, testrapporten van derden, fabriekskeurmerken en uitvoeringsplannen — voor farmaceutische projecten.
Vraag een GMP-paneelspecificatie aan → Actueel nieuws
Actueel nieuws2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

Wij geloven dat wij, door kwaliteit te waarborgen en innovatie te omarmen, transformatieve veranderingen in de architectuur kunnen bewerkstelligen en een duurzame toekomst voor de bouwsector kunnen opbouwen.
Nr. 377, Gaoqi Road, High-tech Zone, Binzhou City, provincie Shandong, China
Copyright © Shandong Kexing New Energy Co., Ltd. Alle rechten voorbehouden Privacybeleid Blog