Pharmazeutische Reinraumpaneele sind keine Beschaffungskategorie, bei der fundierte fachliche Einschätzung und konformitätskonforme Ergebnisse zuverlässig zusammenfallen. Die Paneele bilden die physische Umhüllung von aseptischen Räumen der Klasse B, Abfüllkorridoren der Klasse C und Supportbereichen der Klasse D – Räume, die von EU-GMP-Auditoren, FDA-Ermittlern oder WHO-Prüfern inspiziert werden, die spezifische, dokumentierte Erwartungen daran haben, wie Oberflächen auszusehen haben, wie Fugen abgedichtet sein müssen und welche Eigenschaften das Wandmaterial im Brandfall aufweisen muss. Stimmt die Spezifikation, so bleiben die Paneele vollständig außerhalb der regulatorischen Aufmerksamkeit. Ist sie hingegen fehlerhaft, reichen die Konsequenzen von einem schwerwiegenden Mangel, der die Freigabe der Anlage verzögert, bis hin zu einem vollständigen Austausch des Wandsystems, der vor Inbetriebnahme der Anlage angeordnet wird.
Die Überarbeitung des EU-GMP-Anhangs 1 aus dem Jahr 2022 — die im August 2023 in Kraft trat und nun weltweit als Referenzstandard für die sterile pharmazeutische Herstellung gilt — verschärfte die Anforderungen weiter, indem sie die Kontaminationskontrollstrategie (CCS) als verbindlichen Rahmen vorschreibt. Die CCS verlangt von Herstellern, bereits ab der Planungsphase schriftlich festzuhalten, wie jeder Bestandteil der physischen Anlage zur Kontaminationskontrolle beiträgt. Reinraumpaneele sind kein Nebenaspekt dieses Rahmens — sie zählen vielmehr zu seinen grundlegenden Komponenten.
Dieser Leitfaden richtet sich gezielt an pharmazeutische Projekte: EPC-Unternehmen, die GMP-konforme Anlagen errichten, Facility-Manager, die bei Renovierungsmaßnahmen Ersatzpaneele spezifizieren, sowie Beschaffungsteams, die erstmals in einem neuen Markt die Auswahl der Paneele vornehmen. Behandelt werden die konkreten regulatorischen Anforderungen an Wand- und Deckenpaneelsysteme, die Umsetzung dieser Anforderungen in eine Paneelspezifikation sowie die Punkte, die vor Auftragserteilung zu überprüfen sind.
Pharmazeutische Reinräume arbeiten mit einem gestuften Klassifizierungssystem. Die Klasse bestimmt die maximal zulässige Partikelanzahl und die mikrobiologische Grenze in dieser Zone – und diese Grenzwerte wiederum bestimmen die physikalischen Anforderungen an die Wand-, Decken- und Bodenumhüllung. Bevor irgendwelche Paneele spezifiziert werden, muss die Klassenkarte der Anlage erstellt und genehmigt sein, da die physikalische Spezifikation sich aus der Klasse ableiten muss und nicht unabhängig davon festgelegt werden darf.
Gemäß Anhang 1 der EU-GMP-Richtlinie gibt es vier Klassen:
Nicht-sterile pharmazeutische Produktion verwendet einen anderen Klassifizierungsrahmen – typischerweise ISO 7–8 für die Handhabung geschlossener Produkte und ISO 8 als Hintergrundklasse, unter Einhaltung der WHO-GMP- oder PIC/S-Richtlinien statt des aseptischen Rahmens der Anlage 1. Die Anforderungen an die Panel-Spezifikation sind in den meisten Aspekten vergleichbar, doch können die Anforderungen an die Radiusausbildung (Coving) und an die Oberflächenspezifikation weniger streng sein, und der für die Installationserstellung (IQ) erforderliche Dokumentationsnachweis kann abweichen. Klären Sie vor der endgültigen Festlegung der Panel-Spezifikation, welchem regulatorischen Rahmen Ihre Anlage unterliegt.
Anhang 1 der EU-GMP-Richtlinien (2022 überarbeitet, wirksam ab August 2023) ist der weltweit am häufigsten zitierte Standard für die sterile pharmazeutische Herstellung – er gilt nicht nur für Einrichtungen, die den europäischen Markt beliefern, sondern hat sich aufgrund seiner hohen Anforderungen als de-facto-Maßstab für den Bau pharmazeutischer Anlagen weltweit durchgesetzt, da er widerspiegelt, was ein erfahrener Aufsichtsbeamter bei einer Inspektion erwarten wird. Das Verständnis der daraus resultierenden Anforderungen an die physische Umhüllung bildet die Grundlage für eine vertretbare Spezifikation von Reinraumpaneelen.
Anhang 1 enthält keine maßliche Spezifikation für Wandpaneele oder einen vorgeschriebenen Lambda-Wert für die Dämmung. Was er stattdessen bereitstellt, ist eine Reihe von Grundsätzen, die sich in konkrete physikalische Anforderungen umsetzen lassen:
Dieser Ausdruck kommt in verschiedenen Formen im Anhang 1 und seinen vorhergehenden Dokumenten vor und wird konsistent dahingehend interpretiert, dass die Innenseite von Paneelsystemen eben und nahtlos sein muss – keine sichtbaren Befestigungselemente, keine Rillen, keine Vorsprünge. Das Paneelverbindungssystem muss verdeckt sein (z. B. versteckte innere Verbindungsstücke oder bündige H-Kanal-Profile), sodass keinerlei Beschlagteile in den Raum hineinragen. Eckverbindungen müssen so gestaltet sein, dass keine inneren Winkel entstehen, in denen Partikel ansammeln können.
Dieses Prinzip in Verbindung mit den in der aseptischen pharmazeutischen Produktion verwendeten Desinfektionsmitteln (Isopropylalkohol 70 %, Wasserstoffperoxid-Dampf, Peressigsäure, Bleichmittel-Lösungen) bestimmt die Anforderung an die Oberflächenbeschichtung. Die Oberflächen müssen über Jahre hinweg ihre Reinigbarkeit bei wiederholter, aggressiver chemischer Beanspruchung bewahren. Eine Oberfläche, die bei wiederholten Desinfektionszyklen beginnt, sich einzudellen, auszublühen oder mikroporös zu werden, lässt sich zunehmend schlechter wirksam reinigen – was einen Versagen der Kontaminationskontrolle darstellt und nicht nur ein ästhetisches Problem ist.
Die Überarbeitung des Anhangs 1 aus dem Jahr 2022 führte die CCS als verbindliches, dynamisches Dokument ein. Die CCS verlangt von Herstellern, sämtliche Kontaminationsrisiken innerhalb der Anlage zu kartieren und für jedes Risiko spezifische physische Kontrollmaßnahmen zu identifizieren. Bei Reinraumpaneelen bedeutet dies, schriftlich festzuhalten, wie das Paneelsystem – einschließlich Fugen, Durchführungen, Ecken sowie Schnittstellen zu Türen und Decken – zur Verhinderung von Kontaminationen beiträgt. Dadurch hat die Bedeutung der Dokumentation bereits in der Entwurfsphase zugenommen, und die Fähigkeit des Paneellieferanten, detaillierte Konstruktionszeichnungen bereitzustellen, ist wichtiger geworden als noch in der vorherigen Version des Anhangs 1.
Anhang 1 legt minimale Druckstufen zwischen Reinraumklassen fest – typischerweise eine Mindestdifferenz von 10–15 Pa zwischen benachbarten Klassen –, um zu verhindern, dass Kontaminationen von Bereichen niedrigerer in solche höherer Klasse eindringen. Die Aufrechterhaltung dieser Druckdifferenzen erfordert, dass die Wand- und Deckenumhüllung weitgehend luftdicht ist. Jede ungekittete Fuge, jede unzureichend abgedichtete Durchführung und jeder schlecht sitzende Türzargenrahmen stellt eine potenzielle Druckleckstelle dar. Die Anforderung, die Steuerung der Druckdifferenz während der Qualifizierungsprüfung (OQ) nachzuweisen, macht die Luftdichtheit zu einer prüfbaren Spezifikation und nicht nur zu einem gestalterischen Ziel.
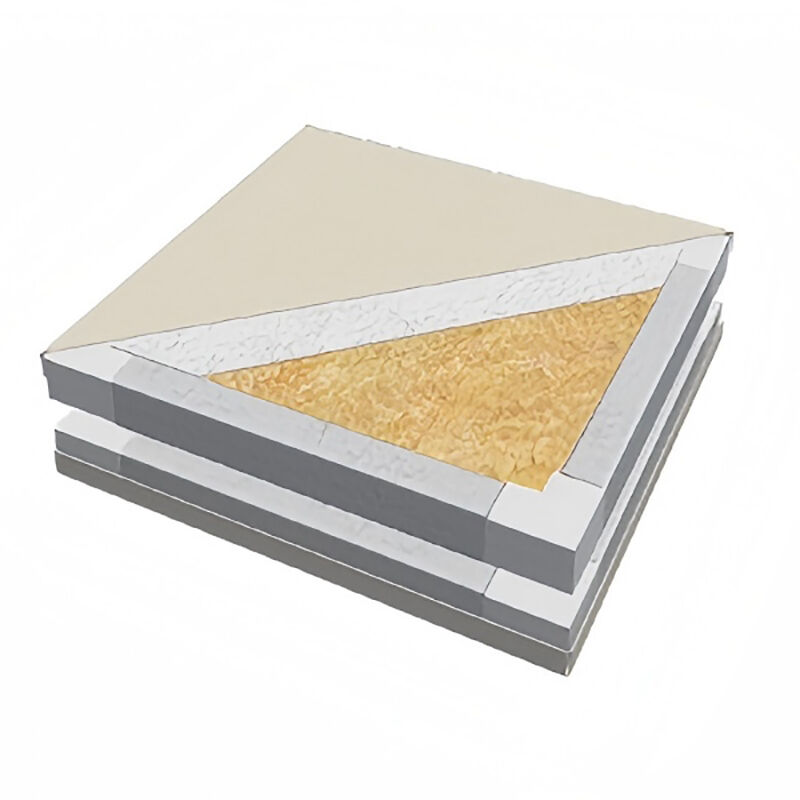
Anhang 1 verlangt, dass Baumaterialien „keine Partikel abgeben dürfen“ und mit den verwendeten Reinigungs- und Desinfektionsmitteln verträglich sein müssen. Für Paneelsysteme ergeben sich daraus zwei Konsequenzen: Die Kantenabdichtung muss den Kern vollständig umschließen (freiliegende Steinwollfasern stellen eine direkte Quelle für Partikelbildung dar), und die Oberflächenbeschichtung muss unter dem Desinfektionsprotokoll der Anlage chemisch stabil sein. Eine Beschichtung, die sich bei VHP-Zyklen in Mikropartikel zersetzt, stellt selbst eine Kontaminationsquelle dar.
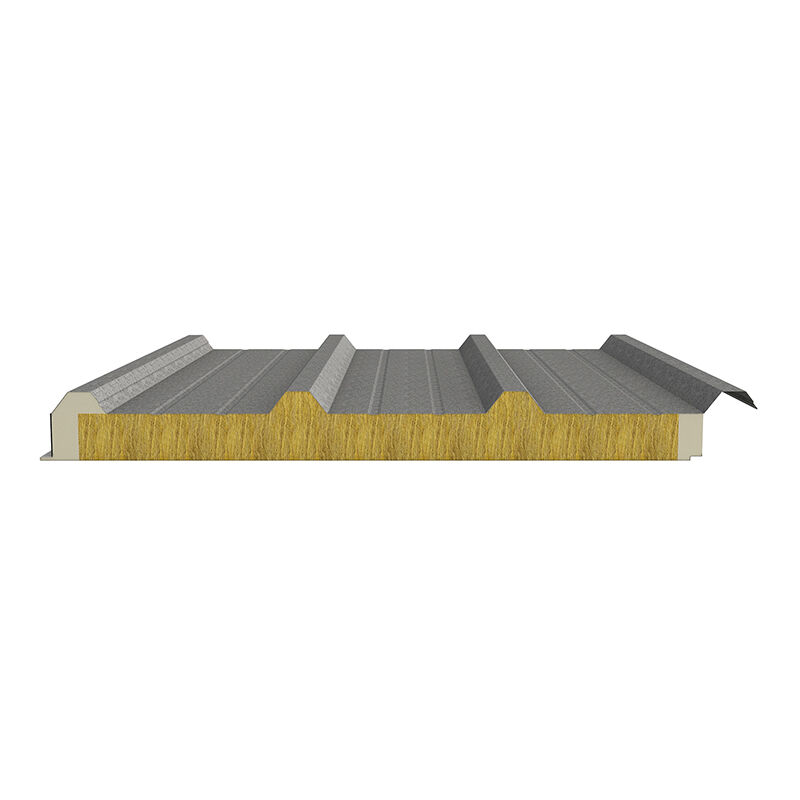
Steinwolle als Kernmaterial ist die Standardausführung für pharmazeutische GMP-Reinraumwandpaneele; das Verständnis dafür – statt sie lediglich als etablierte Weisheit hinzunehmen – erleichtert die Bewertung von Situationen, in denen Abweichungen vorgeschlagen werden könnten.
Der Grund ist Feuer. EU-GMP-Anlagen, Krankenhaus-Reinräumen und ähnlichen regulierten Räumen müssen Baustoffe verwendet werden, die nicht brennbar sind – Klasse A1 gemäß EN 13501-1. Steinwolle (Mineralwolle aus Basaltfaser) erreicht die Klasse A1: Sie ist grundsätzlich anorganisch, schmilzt nicht bei Temperaturen, wie sie in Gebäudebränden auftreten, und erzeugt weder signifikante Rauchentwicklung noch brennbare Tropfen. Kerne aus Polyurethan- und PIR-Schaum erreichen bestenfalls die Klasse B2 – sie brennen, erzeugen Rauch und toxische Verbrennungsgase (darunter Wasserstoffcyanid und Isocyanate). Keine noch so große Stahlblechdicke oder zusätzliche Brandschutzmaßnahmen verwandeln eine Schaumkernplatte für regulatorische Zwecke in ein nicht brennbares Bauelement.
Die praktische Konsequenz: Jedes Projekt, bei dem die jeweils geltende Rechtsvorschrift, die Bauordnung oder die Anforderungen der Versicherung eine nichtbrennbare Konstruktion vorschreiben – dazu zählen sämtliche EU-GMP-aseptischen Anlagen, sämtliche Krankenhausneubauten in den meisten Rechtsordnungen sowie die Mehrzahl der pharmazeutischen Anlagen weltweit – muss Steinwolle (bzw. Aluminium-Wabenkern für Deckenpaneele) als Kernmaterial für Reinraumpaneele verwenden. Dies ist keine Präferenz, sondern eine gesetzliche bzw. normative Erfordernis.
Nicht alle steinwoll-Reinraumplatten sind äquivalent. Mehrere Parameter bestimmen, ob das Paneel über eine Anlagenlebensdauer von 20–30 Jahren zuverlässig funktioniert; sie müssen daher ausdrücklich festgelegt und nachgewiesen werden:
| Parameter | Mindestens akzeptabel | Empfohlen für GMP-Stufe B/C |
|---|---|---|
| Dichte der Steinwolle | 80 kg/m³ | 100–120 kg/m³ |
| Faserausrichtung | Standardplatte | Lamellenorientiert (senkrecht angeordnete Fasern) |
| Haftkraft | ≥ 40 kPa | ≥ 60 kPa (durch unabhängige Dritte verifiziert) |
| Abziehfestigkeit | ≥ 100 kPa | ≥ 150 kPa |
| Brandklassifizierung | A1 (Reaktion auf Feuer) | Klasse A1 + REI 60 min (50 mm) oder REI 120 (100 mm) |
| Plattendicke (Wand) | 50 mm | 75–100 mm für Stufe B/C |
| Schalldämmung (Rw) | ≥ 30 dB | ≥ 38 dB bei 100 mm |
Schaumkernplatten kommen zwar in pharmazeutischen Anlagen vor – jedoch nur in spezifischen, klar definierten Funktionen, die keine A1-Klassifizierung erfordern. Die häufigste Anwendung ist der Kaltlagerbereich und die Kühlkette innerhalb eines pharmazeutischen Standorts: Impfstoff-Kühlhäuser, Biomaterial-Depots und gekühlte Rohstofflager. In diesen Bereichen steht die thermische Leistung im Vordergrund (Isolierung von Kälte gegen Wärme, oft bei sehr großen Temperaturdifferenzen), und die Brandschutzvorschriften können brennbare Konstruktionen zulassen, sofern der Lagerbereich gesondert von dem Produktionsbereich klassifiziert wird; hier sind PU- oder PIR-Platten die geeignete Spezifikation.
Die Grenze zwischen „Kaltlagerbereich, in dem PU/PIR zulässig ist“ und „GMP-Produktionsbereich, in dem A1 erforderlich ist“, muss vor der Spezifikation mit dem regulatorischen Berater der Anlage und der örtlichen Feuerwehrbehörde abgestimmt werden – sie darf nicht vorausgesetzt werden.
Pharmazeutische Reinräume werden aggressiver und häufiger gereinigt und desinfiziert als nahezu jede andere Art kontrollierter Umgebung. In einer aseptischen Abfüll- und Verpackungsanlage kann die Oberflächendesinfektion mehrmals pro Schicht erfolgen: Vorreinigung, Desinfektion mit Isopropylalkohol (IPA) sowie periodische sporizide Behandlung mit verdünntem Hypochlorit oder Peressigsäure. In Anlagen, in denen eine VHP-Bioentkeimung (verdampfte Wasserstoffperoxid-Behandlung) durchgeführt wird – mittlerweile Standardpraxis in vielen aseptischen Räumen der Klasse B – ist die oxidative Umgebung besonders aggressiv gegenüber Oberflächenbeschichtungen.
Die Wahl der Oberflächenbeschichtung ist daher keine rein kosmetische Entscheidung. Sie bestimmt, wie lange die Platte ihre Reinigbarkeit bewahrt; sobald sich die Oberfläche jedoch zu verschlechtern beginnt – etwa durch Entstehung von Mikroporosität, Ausblühung, Verfärbung oder Haftungsversagen unter wiederholter chemischer Belastung – wird es schwieriger, eine validierte Reinigung zu erreichen, was unmittelbar eine Nichteinhaltung der GMP-Richtlinien darstellt.
PVDF ist die Beschichtung, die über mehrere Anlagengenerationen hinweg eine langfristige Leistungsfähigkeit unter pharmazeutischen Desinfektionsverfahren nachgewiesen hat. Führende Systeme (Kynar 500® ist das am häufigsten zitierte) zeigen nur eine minimale Degradation bei wiederholter Einwirkung von Isopropylalkohol (IPA), verdampftem Wasserstoffperoxid (VHP) und oxidierenden Desinfektionsmitteln über Einsatzzeiträume von mehr als 20 Jahren. Der Grund hierfür ist die starke Kohlenstoff-Fluor-Bindung im Polymergerüst, die sowohl gegen chemische Angriffe als auch gegen UV-bedingte Alterung äußerst widerstandsfähig ist. In pharmazeutischen Reinräumen – die als innenliegende Umgebungen vor UV-Strahlung geschützt sind – ist die chemische Beständigkeit die maßgebliche Leistungscharakteristik.
Die Angabe von PVDF bedeutet nicht, dass alle PVDF-Materialien gleichwertig sind. Die Beschichtungsstärke ist entscheidend (typischerweise 25–30 µm für Reinraumanwendungen), ebenso wie die Haftungsspezifikation und die Untergrundvorbereitung. Eine PVDF-Beschichtung, die auf einer unzureichend vorbereiteten Oberfläche aufgebracht wird, blättert selbst dann unter thermischem Wechsel ab, wenn die Beschichtungschemie korrekt ist. Fordern Sie vom Hersteller dessen Spezifikation für die Beschichtungsapplikation an – nicht nur die Beschichtungsart.
Edelstahl-Oberflächen (Werkstoffgrad 304 für den Standard-Einsatz in der Pharmaindustrie, Werkstoffgrad 316L bei signifikanter Chlorid-Belastung) eliminieren die Frage nach der Beschichtungshaltbarkeit vollständig. Das Material benötigt kein Lackierungssystem und weist nicht die beschichtungsbedingte Alterung auf, der alle lackierten Stahloberflächen unter aggressiver chemischer Einwirkung letztlich unterliegen. In Bereichen der zytotoxischen Arzneimittelherstellung, in Zonen zur Handhabung hochpotenter Wirkstoffe (API) sowie in Anlagen, in denen sehr lange Intervalle zwischen den Wartungsarbeiten an den Paneelen erforderlich sind, rechtfertigt sich der höhere Preis von Edelstahl.
Die praktische Überlegung betrifft die Kosten – Edelstahl-Paneele sind deutlich teurer als PVDF-beschichtete Stahlpaneele, typischerweise um 60–90 %. Für Grade-B-Reinräume mittlerer Größe ist dieser Aufpreis häufig durch die Eliminierung künftiger Oberflächen-Renovierungskosten und durch eine übersichtlichere Dokumentationslage für behördliche Zwecke gerechtfertigt. Für große Grade-C- und Grade-D-Bereiche ist PVDF in der Regel die kosteneffizientere langfristige Wahl.
Eine Standard-PE-(Polyester-)Beschichtung ist für pharmazeutische Räume der Klasse B oder C nicht geeignet. Sie zerfällt unter Einwirkung von VHP (Vaporized Hydrogen Peroxide) und aggressiven Desinfektionsverfahren innerhalb eines Zeitraums, der sie selbst aus rein kommerzieller Sicht zu einer schlechten Investition macht – ganz abgesehen von den Compliance-Auswirkungen. Für Räume der Klasse D, in denen ausschließlich milde Reinigungsmittel eingesetzt werden, kann PE akzeptabel sein; angesichts der räumlichen Nähe zu Räumen höherer Klassen und der Möglichkeit, dass sich die Reinigungsprotokolle im Laufe der Betriebsdauer der Anlage ändern, ist jedoch PVDF die nachvollziehbare Spezifikation für alle Bereiche.
| Oberfläche | VHP-Beständigkeit | Chlorbleichlauge / oxidierend | Lebensdauer | Empfohlene Qualität |
|---|---|---|---|---|
| PVDF-Beschichtung | Ausgezeichnet ✓ | Ausgezeichnet ✓ | 20–25+ Jahre | B, C, D |
| Edelstahl 304 / 316L | Ausgezeichnet ✓ | Ausgezeichnet ✓ | 30 Jahre und älter | Hintergrund, B, C |
| HDP-Polyester | - Einigermaßen | - Einigermaßen | 10–15 Jahre | D (nur bei milden Protokollen) |
| Standard-PE | Schlecht ✗ | Schlecht ✗ | 5–8 Jahre | Nicht empfohlen |
Die Spezifikation für Fugen und Ecken ist der Bereich, in dem pharmazeutische Reinraumplatten sich am deutlichsten von Standard-Reinraumplatten für den industriellen Einsatz unterscheiden. Hier treten auch die häufigsten Montagefehler auf – und hier richten regulatorische Prüfer ihren Fokus bei der Bewertung der physischen Anlage.
Für pharmazeutische Reinräume der Klasse B und C ist das Standard-Verbindungssystem ein verdeckter interner Verbinder – ein profiliertes Stahl- oder Aluminiumeinlegeteil, das vollständig innerhalb des Fugenspalts zwischen zwei Platten sitzt und somit von der Rauminnenseite aus nicht sichtbar ist. Der schmale sichtbare Spalt an der Oberfläche (typischerweise 2–4 mm) wird mit Silikon versiegelt. Das Ergebnis ist eine ebene, durchgängige Wandfläche ohne sichtbare Befestigungselemente, ohne Nuten und ohne sonstige Merkmale, die Partikel ansammeln oder den Reinigungsvorgang behindern könnten.
Diese Anforderung leitet sich direkt aus der Formulierung „glatte, undurchlässige und durchgehende Oberflächen“ in Anhang 1 ab. Ein Nut-und-Feder-Verbindungssystem – das für die Lebensmittelindustrie oder Standard-Industrie-Reinräume akzeptabel ist – erzeugt an der Fuge ein Profildetail, das nicht bündig mit der Plattenoberfläche abschließt. Obwohl es gereinigt werden kann, ist die Unebenheit sichtbar, dokumentiert und könnte bei einer GMP-Inspektion möglicherweise beanstandet werden. Für aseptische Räume der Klasse B wird dringend ein verdecktes Verbindungssystem empfohlen; für Räume der Klassen C und D kann ein gut abgedichtetes Nut-und-Feder-System akzeptabel sein, doch bleibt die verdeckte Lösung weiterhin die beste Praxis.
Anhang 1 verlangt – und GMP-Inspektoren überprüfen dies konsequent –, dass Übergänge zwischen Wänden und Böden sowie zwischen Wänden und Decken abgerundet („coved“) und nicht rechtwinklig ausgeführt sind. Eine Abrundung ist ein gekrümmtes Profil (typischerweise mit einem Radius von 40–60 mm) am Innenwinkel, das die 90°-Ecke durch einen glatten konkaven Übergang ersetzt. Der Zweck ist die Kontaminationsskontrolle: Ein rechtwinkliger Innenwinkel ist schwer vollständig zu reinigen (das Reinigungswerkzeug kann die Ecke nicht vollständig erreichen), und Rückstände, die sich in einer nicht gereinigten Ecke ansammeln, stellen eine potenzielle Quelle mikrobieller Kontamination in einer aseptischen Umgebung dar.
In einer reinraum-Paneelsystems die Übergangsgestaltung erfolgt mittels speziell gefertigter Aluminium- oder PVC-Abschlussprofile, die als Teil des Paneelsystems an den Übergängen zwischen Boden und Wand sowie zwischen Wand und Decke installiert werden. Diese Abschlussprofile werden mit Silikon sowohl auf der Boden-/Deckenoberfläche als auch auf der Paneelfläche abgedichtet. Sie müssen Bestandteil der Paneelsystem-Spezifikation sein – werden sie vom Auftragnehmer separat spezifiziert und passen nicht zum Paneelprofil, können an den Übergängen Spalten oder Stufen entstehen, die sich nur schwer abdichten und reinigen lassen.
Jede Fuge, Durchdringung, Ecke und Übergang in einem pharmazeutischen Reinraum wird mit Silikondichtmasse versiegelt. Die Spezifikation der Silikondichtmasse ist entscheidend: Sie muss fungizid sein (um Schimmelpilzbildung in der Dichtmassebead zu verhindern), chemisch beständig gegenüber den Desinfektionsmitteln der Anlage sein und eine ausreichende Bruchdehnung aufweisen, um thermische Bewegungen ohne Rissbildung zu kompensieren. Für Anwendungen im Lebensmittelbereich oder in Anlagen, bei denen die Dichtmasse mit dem Produkt in Berührung kommen könnte, ist eine lebensmittelgeeignete Silikondichtmasse erforderlich. Der Dichtmasse-Typ ist im IQ-Nachweis zu dokumentieren – die bloße Angabe „Silikondichtmasse“ ohne Produktnamen und Spezifikation genügt nicht den Anforderungen an die Dokumentation für pharmazeutische Bauvorhaben.
Der Dichtheitstest: Nach Abschluss der Installation und Abdichtung unterzieht man einen pharmazeutischen Reinraum üblicherweise einem Druckabfall- oder Rauchtest, um die Luftdichtheit vor Inbetriebnahme der HLK-Anlage zu überprüfen. Fehler in diesem Stadium gehen nahezu immer auf ausgelassene Dichtmittelapplikationen zurück – beispielsweise eine nicht abgedichtete Durchführung, eine Paneelfuge, an der das Silikon nicht durchgängig aufgetragen wurde, oder einen Türzargenanschluss, der an der Reinraumseite nicht abgedichtet wurde. Es ist eine praktische Maßnahme, den Installateur gemeinsam mit dem QA-Vertreter vor dem Test jede Fuge und jeden Durchbruch zu begutachten; dadurch lassen sich die meisten Fehler vermeiden.
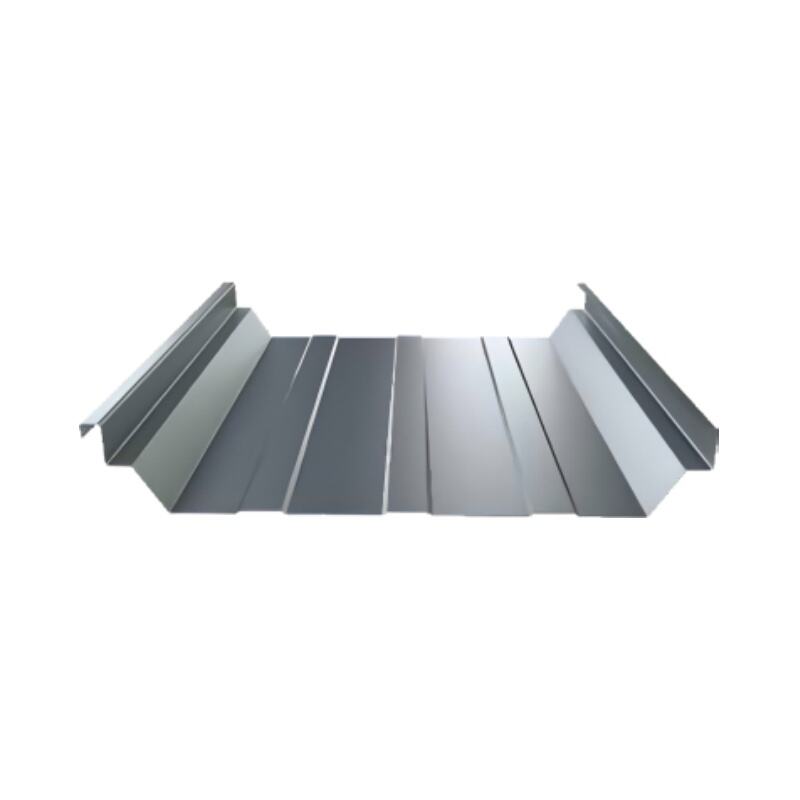
Pharmazeutische Reinraumdecken erfüllen eine andere Funktion als Wände, und die Spezifikation spiegelt dies wider. Die Decke ist Teil des HEPA-/ULPA-Filter-Plenumsystems – saubere Luft wird über in der Deckenebene montierte HEPA-Filter zugeführt, und die Deckenplatte bildet die Grenze zwischen dem Filterplenum oberhalb und dem Produktionsraum unterhalb. Die Wartung des Deckensystems (Filterwechsel, Service der HLK-Komponenten) erfordert den Zugang von Personal von oben, was bedeutet, dass die Deckenplatten sicher das Gewicht einer darauf stehenden Person tragen müssen.
Aluminium-Wabenplatten sind der Standard für pharmazeutische GMP-Decken. Die sechseckige Zellstruktur bietet eine außergewöhnliche Steifigkeit im Verhältnis zum Gewicht – eine 50-mm-Aluminium-Wabenplatte wiegt etwa 6–9 kg/m² und kann Wartungszugangsbelastungen sicher ohne Durchbiegung tragen, verglichen mit 18–22 kg/m² bei einer gleichwertigen Steinwollplatte. Nicht brennbar (Klasse A1), nicht faserhaltig (kein Abriebrisiko), dimensionsstabil bei Temperaturwechsel – Aluminium-Waben erfüllen die Anforderungen an pharmazeutische Decken umfassend.
Die Abmessungen der Deckenpaneele richten sich in der Regel nach dem strukturellen Deckengitter und den Abmessungen des HEPA-Filtermoduls. Bei pharmazeutischen Reinräumen mit standardmäßigen 600 × 600 mm- oder 610 × 610 mm-HEPA-Filtermodulen wird das Deckenpaneelgitter auf diese Abmessung ausgelegt, sodass die Filterpositionen geplant werden können, ohne dass die Paneele um die Filter herum zugeschnitten werden müssen. Der Paneellieferant muss vor der Dimensionierung und Fertigung der Paneele das Deckenlayout des HLK-Ingenieurs kennen – inklusive der Positionen der Filter, der Beleuchtungskörper und der Durchführungen für technische Anlagen.
In aseptischen Räumen der Klasse B muss das Deckensystem vollständig bündig sein – keine sichtbaren Aufhängungselemente, keine vertieften Leuchten mit freiliegenden Kanten, keine Versorgungsgitter mit offenen Rahmen. HEPA-Filtermodule werden bündig mit der Oberfläche der Deckenplatten installiert; die Beleuchtung ist in dichte Einheiten integriert, die bündig innerhalb der Ebene der Deckenplatte sitzen; Brandmeldetechnik (sofern im Raum erforderlich) verwendet bündig montierte Sensoren, die dicht mit der Deckenoberfläche verbunden sind. Jedes Merkmal, das eine Ritze, eine Kante oder einen freiliegenden mechanischen Befestigungselement in der Deckenebene erzeugt, stellt ein Kontaminationsrisiko dar und wird bei behördlichen Inspektionen vermerkt.
Eine Reinraum-Panelwand ist so luftdicht wie ihre schwächste Öffnung. In pharmazeutischen Reinräumen sind Türen und Fenster die Stellen, an denen während der Abnahme am häufigsten Luftdichtheitsmängel festgestellt werden, und zugleich die Merkmale, die bei der GMP-Inspektion am sorgfältigsten geprüft werden. Sie erst nachträglich zu spezifizieren – oder von einem anderen Lieferanten als den Paneelen zu beziehen – birgt ein Risiko, das regelmäßig zu Problemen führt.
Feste Beobachtungsfenster in Reinraumwänden folgen denselben Prinzipien wie Sichtscheiben an Türen: Doppelverglasung zur Vermeidung von Kondensbildung, bündige Montage auf der Reinraumseite, silikonversiegelte Umfassung, keine freiliegende Rahmenleiste.
Die Fensterpositionen müssen vor der Fertigung der Paneele endgültig festgelegt werden, da die Öffnung im Werk geschnitten und eingerahmt wird. Eine Neuverlegung eines Fensters nach der Montage der Paneele verursacht erhebliche Kosten und Störungen und löst eine Untersuchung aus, ob die angrenzende Paneelstruktur sowie die Abdichtung beeinträchtigt wurden.
In der pharmazeutischen Bauausführung existiert die Anlage erst dann, wenn sie dokumentiert ist. Die Installation Qualification (IQ) ist die formale Aufzeichnung darüber, dass die physische Anlage gemäß den Spezifikationen errichtet wurde – und bei Reinraumpaneelen muss diese Aufzeichnung spezifische Informationen enthalten, die belegen, dass das Paneelsystem seine Konstruktionsziele erfüllt.
Regulatorische Prüfer, die die IQ-Dokumentation eines pharmazeutischen Reinraumpaneelsystems begutachten, erwarten in der Regel Folgendes:
📄 Datenblätter für die Paneelmaterialien
Vollständige Datenblätter für jeden verwendeten Paneeltyp: Wandpaneele, Deckenpaneele, Türpaneele. Diese müssen die angegebene Dichte des Gesteinswolls, den Lambda-Wert, das Paneelgewicht, die Deckschichtdicke, die Beschichtungsspezifikation (PVDF-Typ, Dicke, Farbreferenz) sowie die Werte für die Haftfestigkeit enthalten.
🔥 Zertifikate zur Brandklassifizierung
EN 13501-1-Zertifikat zur Reaktion auf Feuer mit der Klassifizierung A1, ausgestellt von einem akkreditierten unabhängigen Prüflabor. Separat: EN 1364-Zertifikat zum Feuerwiderstand mit Angabe der REI-Klassifizierung, falls spezifiziert. Beide Zertifikate müssen sich auf das konkret gelieferte Paneelprodukt beziehen, nicht auf ein ähnliches Produkt.
🧪 Prüfberichte unabhängiger Dritter
Prüfberichte zur Klebefestigkeit und Abzugfestigkeit von einer unabhängigen Prüfstelle (SGS, Bureau Veritas, Intertek oder vergleichbar). Diese bestätigen die Qualität der Verbindung zwischen Deckschicht und Kern – einen kritischen strukturellen Parameter für die Integrität des Paneels über die gesamte Lebensdauer der Anlage.
📋 Zertifikate des Steinwoll-Herstellers
Zertifikat des Lieferanten des Steinwoll-Rohmaterials, das die angegebene Rohdichte für die betreffende Produktionscharge bestätigt. Dieses Zertifikat stellt eine Stufe über dem eigenen Datenblatt des Paneelherstellers dar – es verifiziert, dass das Kernmaterial selbst den Spezifikationen entsprach, bevor es in das Paneel eingearbeitet wurde.
📐 Ausführungsplanzeichnungen
As-built-Zeichnungen, die die tatsächlichen Positionen der Paneele, die Lage der Fugen, die Öffnungen für Türen und Fenster, die Positionen von Durchführungen sowie Details der Eckverbindungen (Cove-Junctions) zeigen. Sie müssen mit der physischen Installation übereinstimmen und von dem Installationsunternehmer sowie dem QA-Vertreter genehmigt und unterzeichnet sein.
🔍 Installationsprüfprotokolle
Protokolle der physischen Inspektion des installierten Paneelsystems: Prüfung der Ebenheit, Verifizierung der Kantenabdichtung, Kontrolle der Kontinuität der Fugenabdichtung, Bestätigung der Cove-Installation, Aufzeichnungen zur Abdichtung von Durchführungen. Diese belegen, dass die Installation überprüft wurde und nicht einfach als korrekt angenommen wurde.
💧 Dichtheitsprüfungsresultate
Ergebnisse der Druckabfall- oder Tracer-Smoke-Prüfung, die bestätigen, dass die Reinraumumschließung vor der Inbetriebnahme der HLK-Anlage die vorgegebene Luftdichtheit erreicht. Nicht bestandene Prüfungen sind akzeptabel, sofern die nachträgliche Behebung dokumentiert und eine erneute Prüfung durchgeführt wurde; nicht dokumentierte Fehlprüfungen sind nicht zulässig.
Ein Panel-Lieferant, der regelmäßig an pharmazeutischen Projekten arbeitet, versteht diese Dokumentenliste und kann den Großteil davon als Teil seines Standardlieferumfangs bereitstellen. Ein Lieferant, der hauptsächlich Industriemärkte bedient hat, verfügt möglicherweise nicht unmittelbar über alle erforderlichen Unterlagen – was entweder zu einer Verzögerung bei deren Beschaffung führt oder zu einer Lücke im IQ-Nachweis, die vor der regulatorischen Einreichung behoben werden muss.
Zusammenfassung der vorangegangenen Abschnitte in einem praktischen, zonenspezifischen Nachschlagewerk für eine typische pharmazeutische Produktionsanlage:
| Zone / Bereich | GMP-Klasse | Wandpaneel-Kern | Oberfläche | Fügesystem | Fußbodeneinlauf (Coving) |
|---|---|---|---|---|---|
| Aseptischer Abfüllbereich | Qualität B | Steinwolle 100 mm, 100–120 kg/m³ | PVDF oder Edelstahl 304 | Verdeckte innere | Erforderlich ✓ |
| Vorbereitungs- / Mischbereich | Qualität C | Steinwolle 75–100 mm | PVDF | Verdeckt bevorzugt | Empfohlen |
| Komponentenvorbereitung / Bekleidung | Stufe D | Steinwolle 50–75 mm | PVDF | Verdeckt oder fugenverklebt | An der Fußboden-Wand-Fuge |
| Material-Luftschleusen | Übergang C/D | Gesteinswolle 75 mm | PVDF | Verdeckt bevorzugt | Alle Anschlüsse |
| Verpackung (nicht steril) | ISO 8 / nicht klassifizierter Bereich | Steinwolle 50–75 mm | PVDF | Nut-Feder-Verbindung mit versiegelten Fugen akzeptabel | Mindestens Boden-Wand-Anschluss |
| Pharmazeutischer Kühllagerbereich | Kontrolliert (kein GMP-Standard) | PU/PIR 150–200 mm | PVDF oder PE | Standard-Kühlraum | Nach Bedarf |
| Alle Qualitätsstufen — Decke | B / C / D | Aluminium-Wabenkern, 50 mm | PVDF | Bündige Deckensysteme | Wand-Decken-Nische |
Nein – Anhang 1 legt Grundsätze (glatt, undurchlässig, nicht abriebfest, nicht brennbar) fest, statt konkrete Produkte vorzuschreiben. Die Anforderung an Steinwolle leitet sich vom Grundsatz der Nichtbrennbarkeit ab, wie er durch lokale Brandschutzvorschriften und etablierte GMP-Baupraktiken interpretiert wird. Einige Aufsichtsbehörden (insbesondere die MHRA und einige kontinentaleuropäische Behörden) haben Inspektionsbeobachtungstrends veröffentlicht, aus denen deutlich hervorgeht, dass sie eine nicht brennbare Wandkonstruktion bei aseptischer Herstellung erwarten. Der praktische Industriestandard sieht Steinwolle für Wände und Aluminium-Wabenkern für Decken vor.
Ja – eine teilweise Renovierung eines GMP-Reinraums (Austausch beschädigter Paneele, Verlagerung einer Trennwand, Einbau einer neuen Öffnung) erfordert einen Änderungskontrollprozess und eine erneute Qualifizierung der betroffenen Zonen, jedoch keine vollständige Neuausqualifizierung der gesamten Anlage. Entscheidend ist, dass die Änderungskontrolle dokumentiert, was geändert wurde, warum und wie die neue Installation verifiziert wurde, um die ursprünglichen oder aktualisierten URS (User Requirements Specification, Benutzeranforderungsspezifikation) zu erfüllen. Während der Renovierung eingebaute neue Paneele müssen denselben Dokumentationsanforderungen wie bei der ursprünglichen Installation genügen – Material-Datenblätter, Zertifikate, Prüfprotokolle sowie Dichtheitsprüfungen der betroffenen Zone.
VHP ist ein Verfahren zur biologischen Dekontamination, das in pharmazeutischen Reinräumen – insbesondere in aseptischen Räumen der Klasse B – zur sporiciden biologischen Dekontamination der Raumumgebung eingesetzt wird. Dabei wird Wasserstoffperoxid-Dampf in Konzentrationen von 100–1.000 ppm durch den abgedichteten Raum zirkuliert, wodurch eine mikrobielle Kontaminationsreduktion von mindestens 6 log-Stufen erreicht wird. Die oxidierende Umgebung von VHP bei diesen Konzentrationen führt bei wiederholten Zyklen zu einer Degradation vieler Materialien – darunter auch Standard-Polyester-Lackbeschichtungen auf Stahlplatten. PVDF-Beschichtungen sind gegenüber VHP stabil; Standard-PE-Beschichtungen hingegen nicht. Falls die VHP-basierte biologische Dekontamination Teil des Reinigungsprotokolls der Anlage ist oder sein könnte, sind Oberflächen aus PVDF oder Edelstahl erforderlich.
Die Überarbeitung aus dem Jahr 2022 (wirksam ab August 2023) führte mehrere neue Anforderungen ein – am bedeutendsten die verbindliche Kontaminationskontrollstrategie (CCS). Für bestehende Anlagen haben die Aufsichtsbehörden im Allgemeinen einen risikobasierten Ansatz verfolgt: Anlagen, die unter der vorherigen Fassung von Anhang 1 konform waren und die Äquivalenz ihrer Kontaminationskontrolle nachweisen können, müssen in der Regel keine umfassende physische Sanierung durchführen. Allerdings muss für bestehende Anlagen das CCS-Dokument erstellt werden; weist dieses Dokument Lücken bei der physischen Kontaminationskontrolle auf, können Anlagenverbesserungen erforderlich sein. Die Spezifikationen für die physischen Paneele selbst (Gesteinswolle, Brandklasse A1, glatte Oberflächen) waren in beiden Fassungen weitgehend konsistente Anforderungen.
Die WHO-GMP-Richtlinien (insbesondere TRS 957, Anhang 2 für sterile Produkte) umfassen ähnliche Grundsätze wie die EU-GMP – glatte Oberflächen, Reinigbarkeit, geeignete Konstruktion – sind jedoch im Allgemeinen weniger präskriptiv hinsichtlich ihrer physischen Anforderungen und legen stärkeren Wert auf prozedurale Kontrollen. Einrichtungen, die eine WHO-GMP-Vorqualifizierung für globale Beschaffungsmärkte (UNICEF-, GAVI-Programme) anstreben, müssen diese Grundsätze einhalten, wobei bei der Umsetzung jedoch in der Regel mehr Flexibilität gewährt wird. Die für die EU-GMP geltenden Standards für Steinwolle und PVDF sind ebenfalls für WHO-GMP-Einrichtungen geeignet; ein WHO-GMP-Inspektor wird jedoch weniger wahrscheinlich einen schwerwiegenden Mangel wegen einer Nicht-PVDF-Beschichtung feststellen als ein EU-GMP-Inspektor.
Ein abgelaufenes Feuerzertifikat, ein Zertifikat, das sich auf ein anderes Produkt als das installierte bezieht, oder ein Zertifikat einer nicht akkreditierten Prüfstelle stellt einen kritischen IQ-Dokumentationsfehler dar – was wiederum zu einer GMP-Abweichung führt. Die Schwere hängt vom Ermessen des Inspektors ab, kann jedoch zu einer gravierenden Beanstandung führen, die entweder den Austausch der Paneele oder eine glaubwürdige Begründung (unterstützt durch Prüfdaten) erfordert, dass die installierten Paneele die geforderte Feuerwiderstandsklasse erfüllen. Beide Szenarien sind kostenintensiv und verursachen erhebliche Produktionsverzögerungen. Um dieses Szenario zu vermeiden, ist sicherzustellen, dass während der IQ-Phase – und nicht erst nach der Inspektion – überprüft wird, ob das Feuerzertifikat mit dem tatsächlich installierten Produkt übereinstimmt.
GMP-Pharmabetriebe sind für eine Betriebsdauer von 20 bis 30 Jahren vor einer umfassenden Anlagenmodernisierung ausgelegt. Reinraumplatten sollen bei sachgemäßer regelmäßiger Wartung (jährliche Inspektion der Fugenversiegelung und gegebenenfalls Nachversiegelung, periodische Oberflächeninspektion auf Integrität der Beschichtung) diese gesamte Zeit über halten. PVDF-beschichtete Platten mit Steinwollkern renommierter Hersteller erreichen unter den Desinfektionsbedingungen der Pharmaindustrie durchgängig diese Einsatzdauer. Die häufigsten Gründe für einen vorzeitigen Austausch der Platten sind mechanische Beschädigungen (z. B. durch Gabelstapler oder Kollisionen mit Geräten) sowie Änderungen der Anlagenlayoutplanung – nicht jedoch Materialalterung infolge der üblichen pharmazeutischen Reinigung. Die Spezifikation einer Beschichtung, die unter aggressiver Desinfektion lediglich 8 bis 10 Jahre hält, bedeutet faktisch, einen ungeplanten Modernisierungszyklus in den Lebenszyklus der Anlage einzubauen.
Glostar fertigt Steinwoll-Reinraumwandplatten, Aluminium-Waben-Deckenplatten und komplette Tür- und Fenstersysteme für GMP-pharmazeutische Anlagen. Wir liefern standardmäßig vollständige IQ-Dokumentationspakete – Materialdatenblätter, Brandschutzbescheinigungen, Prüfberichte unabhängiger Drittanbieter, Werkszertifikate und Ausführungszeichnungen – für pharmazeutische Projekte.
GMP-Panel-Spezifikation anfordern → Aktuelle Nachrichten
Aktuelle Nachrichten2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

Wir glauben, dass wir durch die Einhaltung höchster Qualitätsstandards und die Förderung von Innovation transformative Veränderungen in der Architektur bewirken und eine nachhaltige Zukunft für die Bauindustrie gestalten können.
Nr. 377, Gaoqi-Straße, Hochtechnologiezone, Stadt Binzhou, Provinz Shandong, China
Urheberrechte © Shandong Kexing New Energy Co., Ltd. Alle Rechte vorbehalten Datenschutzrichtlinie Blog