Painéis para salas limpas farmacêuticas não constituem uma categoria de aquisição em que o julgamento informado e os resultados conformes convergem de forma confiável. Os painéis formam o invólucro físico das salas assépticas Classe B, dos corredores de enchimento Classe C e das áreas de apoio Classe D — espaços que serão inspecionados por auditores da Boas Práticas de Fabricação (BPF) da União Europeia, por investigadores da FDA ou por avaliadores da OMS, os quais possuem expectativas específicas e documentadas sobre a aparência das superfícies, a forma como as juntas devem ser vedadas e o comportamento do material das paredes em caso de incêndio. Especificar corretamente os painéis faz com que estes passem totalmente despercebidos na avaliação regulatória. Por outro lado, uma especificação incorreta pode acarretar consequências que vão desde uma não conformidade grave, capaz de atrasar a qualificação da instalação, até a substituição completa do sistema de paredes, exigida antes mesmo de a instalação poder entrar em produção.
A revisão de 2022 do Anexo 1 das Boas Práticas de Fabricação (BPF) da UE — que entrou em vigor em agosto de 2023 e agora representa a referência global para a fabricação estéril de medicamentos — elevou ainda mais o nível ao introduzir a Estratégia de Controle de Contaminação (ECC) como um quadro obrigatório. A ECC exige que os fabricantes documentem, desde a fase de projeto, como cada elemento da instalação física contribui para o controle de contaminação. Os painéis para salas limpas não são elementos secundários nesse quadro — são, na verdade, um de seus componentes fundamentais.
Este guia foi elaborado especificamente para projetos farmacêuticos: empreiteiros EPC que constroem instalações conforme as BPF, gestores de instalações que especificam painéis de substituição durante reformas e equipes de compras que, pela primeira vez em um novo mercado, realizam a seleção dos painéis. Ele aborda o que as regulamentações exigem efetivamente dos sistemas de painéis para paredes e tetos, como traduzir esses requisitos em uma especificação técnica para os painéis e o que verificar antes de emitir um pedido.
As salas limpas farmacêuticas operam com base em um sistema de classificação hierárquico. O grau determina a contagem máxima permitida de partículas e o limite microbiano nessa zona — e esses limites, por sua vez, definem os requisitos físicos para o revestimento das paredes, do teto e do piso. Antes de especificar qualquer painel, o mapa de graus da instalação deve ser estabelecido e aprovado, pois a especificação física deve derivar do grau, e não ser decidida de forma independente dele.
Segundo o Anexo 1 das Boas Práticas de Fabricação (GMP) da UE, existem quatro graus:
Fabricação farmacêutica não estéril utiliza um quadro de classificação diferente — tipicamente ISO 7–8 para manipulação de produtos em ambientes fechados e ISO 8 para o ambiente de fundo, seguindo as orientações da OMS sobre Boas Práticas de Fabricação (GMP) ou do PIC/S, em vez do quadro asséptico estabelecido no Anexo 1. Os requisitos de especificação dos painéis são semelhantes na maior parte dos aspectos, mas os requisitos relativos à curvatura dos cantos (coving) e às especificações das superfícies podem ser menos rigorosos, e o rastro documental específico exigido para a Qualificação Instalada (IQ) pode diferir. Certifique-se de saber qual quadro regulatório se aplica à sua instalação antes de finalizar a especificação dos painéis.
O Anexo 1 das Boas Práticas de Fabricação da UE (revisão de 2022, em vigor a partir de agosto de 2023) é o padrão global mais amplamente referenciado para a fabricação estéril de produtos farmacêuticos — aplica-se não apenas às instalações que fornecem ao mercado europeu, mas tornou-se o padrão de fato para a construção de instalações farmacêuticas em todo o mundo, pois representa o que um inspetor regulatório experiente espera observar. Compreender o que ele exige quanto ao invólucro físico constitui a base para uma especificação defensável de painéis para salas limpas.
O Anexo 1 não fornece uma especificação dimensional para painéis de parede nem um valor lambda exigido para isolamento. O que ele fornece é um conjunto de princípios que se traduzem em requisitos físicos:
Esta frase aparece em várias formas ao longo do Anexo 1 e dos documentos anteriores e é interpretada de forma consistente como exigindo uma face interna plana e contínua nos sistemas de painéis — sem fixações aparentes, sem ranhuras, sem saliências. O sistema de conexão dos painéis deve ser oculto (conectores internos escondidos ou perfil H embutido) para que nenhum componente metálico se projete para o interior do ambiente. As junções de cantos devem ser projetadas sem ângulos internos onde partículas possam se acumular.
Este princípio, combinado com os agentes desinfetantes utilizados na fabricação farmacêutica asséptica (álcool isopropílico a 70 %, vapor de peróxido de hidrogênio, ácido peracético, soluções de hipoclorito de sódio), define os requisitos para o revestimento superficial. As superfícies devem manter sua capacidade de limpeza ao longo de anos de exposição repetida a produtos químicos agressivos. Uma superfície que começa a apresentar microcavidades, descascamento ou porosidade microscópica após ciclos repetidos de desinfecção torna-se mais difícil de limpar eficazmente — o que constitui uma falha no controle de contaminação, e não apenas um problema estético.
A revisão de 2022 do Anexo 1 introduziu a CCS como um documento dinâmico obrigatório. A CCS exige que os fabricantes mapeiem todos os riscos de contaminação em toda a instalação e identifiquem controles físicos específicos para cada um. No caso dos painéis para salas limpas, isso significa documentar como o sistema de painéis — incluindo juntas, perfurações, cantos e interfaces com portas e tetos — contribui para a prevenção da contaminação. Isso elevou a importância da documentação na fase de projeto e tornou a capacidade do fornecedor de painéis de fornecer desenhos construtivos detalhados ainda mais relevante do que na versão anterior do Anexo 1.
O Anexo 1 especifica as cascata mínimas de pressão entre as classes de salas limpas — tipicamente uma diferença mínima de 10–15 Pa entre classes adjacentes — para evitar que a contaminação migre de áreas de classe inferior para áreas de classe superior. A manutenção dessas diferenças de pressão exige que o invólucro das paredes e do teto seja substancialmente estanque ao ar. Cada junta não selada, cada penetração inadequadamente selada e cada caixilho de porta mal ajustado constituem uma potencial fuga de pressão. O requisito de demonstrar o controle da diferença de pressão durante os ensaios de qualificação (OQ) é o que torna a estanqueidade ao ar uma especificação passível de ensaio, e não apenas uma aspiração de projeto.
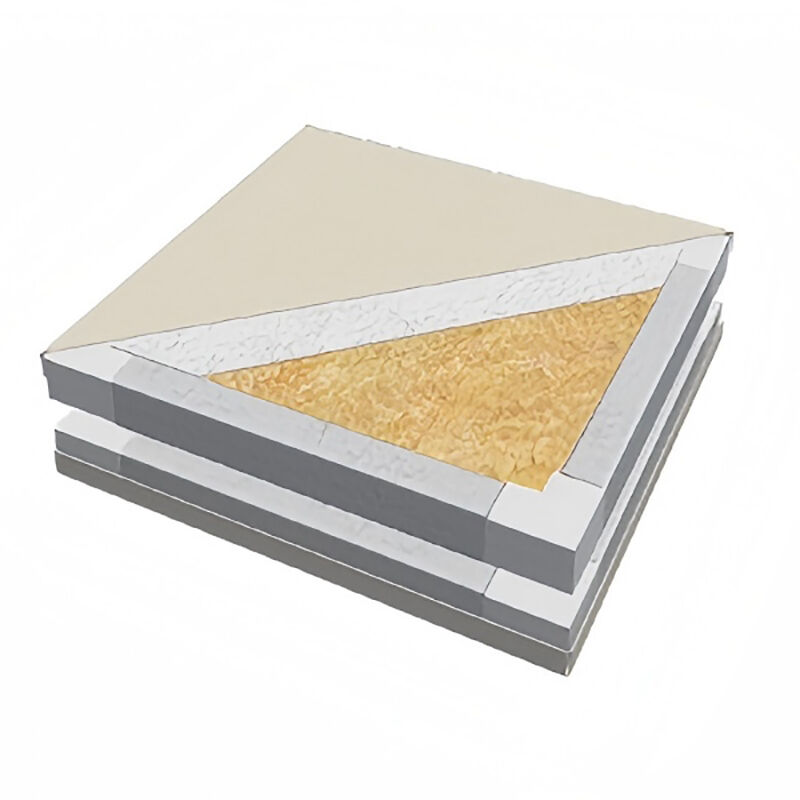
O Anexo 1 exige que os materiais de construção "não soltem partículas" e sejam compatíveis com os agentes de limpeza e desinfecção utilizados. Para sistemas de painéis, isso tem duas implicações: a vedação das bordas deve envolver completamente o núcleo (fibras expostas de lã de rocha constituem uma fonte direta de geração de partículas) e o revestimento superficial deve ser quimicamente estável sob o protocolo de desinfecção da instalação. Um revestimento que se degrade em micro-partículas durante ciclos de VHP constitui, por si só, uma fonte de contaminação.
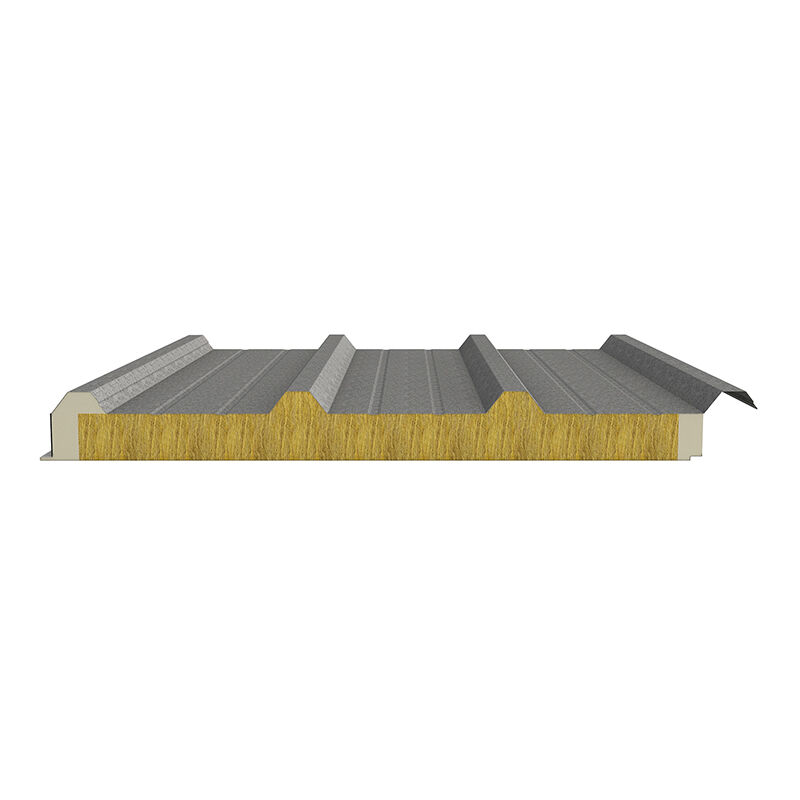
O núcleo de lã de rocha é a especificação padrão para painéis de parede de salas limpas farmacêuticas conforme as Boas Práticas de Fabricação (GMP), e compreender o motivo — em vez de simplesmente aceitá-la como sabedoria convencional — facilita a avaliação de situações nas quais possam ser propostas exceções.
A razão é o fogo. As instalações da UE conforme as Boas Práticas de Fabricação (GMP), salas limpas hospitalares e espaços regulamentados semelhantes exigem materiais de construção não inflamáveis — classe A1 segundo a norma EN 13501-1. A lã de rocha (lã mineral produzida a partir de fibras de basalto) atinge a classe A1: é fundamentalmente inorgânica, não derrete abaixo das temperaturas encontradas em incêndios em edifícios e não gera nem fumaça significativa nem gotas em chama. Os núcleos em espuma de poliuretano e PIR alcançam, no máximo, a classe B2 — são inflamáveis, geram fumaça e produzem gases tóxicos de combustão (incluindo cianeto de hidrogênio e isocianatos). Nenhuma espessura adicional da capa metálica de aço nem proteção contra incêndio complementar converte um painel com núcleo em espuma num elemento construtivo não inflamável para fins regulatórios.
A consequência prática: qualquer projeto em que a regulamentação aplicável, o código de construção ou os requisitos do segurador especifiquem uma construção não combustível — o que inclui todas as instalações assépticas GMP da UE, todas as construções hospitalares na maioria das jurisdições e a maior parte das instalações farmacêuticas globalmente — deve utilizar lã de rocha (ou colmeia de alumínio, para aplicações em forros) como núcleo dos painéis de sala limpa. Trata-se de um requisito de conformidade, não de uma preferência.
Não todos painéis para salas limpas em lã de rocha são equivalentes. Vários parâmetros determinam se o painel funcionará de forma confiável ao longo da vida útil da instalação, de 20 a 30 anos, devendo ser explicitamente especificados e verificados:
| Parâmetro | Mínimo Aceitável | Recomendado para Grau B/C GMP |
|---|---|---|
| Densidade da lã de rocha | 80 kg/m³ | 100–120 kg/m³ |
| Orientação de fibras | Placa padrão | Orientado em lamelas (fibras perpendiculares) |
| Força de Fixação | ≥ 40 kPa | ≥ 60 kPa (verificado por terceiros) |
| Força de adesão | ≥ 100 kPa | ≥ 150 kPa |
| Classificação de Incêndio | A1 (reação ao fogo) | Classe A1 + REI 60 min (50 mm) ou REI 120 (100 mm) |
| Espessura do Painel (parede) | 50 mm | 75–100 mm para Grau B/C |
| Redução Sonora (Rw) | ≥ 30 dB | ≥ 38 dB a 100 mm |
Painéis com núcleo de espuma realmente aparecem em instalações farmacêuticas — mas em funções específicas e claramente definidas que não exigem classificação A1. A aplicação mais comum é em áreas de armazenamento refrigerado e cadeia fria dentro de um campus farmacêutico: câmaras frias para vacinas, repositórios de materiais biológicos e depósitos refrigerados de matérias-primas. Nessas áreas, o principal fator determinante é o desempenho térmico (isolamento do frio em relação ao calor, frequentemente com grandes diferenças de temperatura), e os códigos de prevenção contra incêndios podem permitir construções combustíveis quando o armazenamento for classificado separadamente da área de fabricação; nesses casos, painéis de PU ou PIR são a especificação adequada.
A fronteira entre "área de armazenamento refrigerado onde painéis de PU/PIR são aceitáveis" e "área de produção GMP onde é exigida classificação A1" deve ser confirmada junto ao consultor regulatório da instalação e à autoridade local de prevenção contra incêndios antes da definição da especificação — e não deve ser presumida.
As salas limpas farmacêuticas são limpas e desinfetadas de forma mais agressiva e com maior frequência do que quase qualquer outro tipo de ambiente controlado. Em uma unidade asséptica de enchimento e acabamento, a desinfecção das superfícies pode ocorrer várias vezes por turno: pré-limpeza, sanitização com álcool isopropílico (IPA) e tratamentos esporicidas periódicos com hipoclorito diluído ou ácido peracético. Nas instalações submetidas à bio-descontaminação com PVA (peróxido de hidrogênio vaporizado) — atualmente prática-padrão em muitas unidades assépticas Classe B — o ambiente oxidativo é particularmente agressivo para os revestimentos superficiais.
A escolha do revestimento superficial, portanto, não é uma decisão meramente estética. Ela determina por quanto tempo o painel mantém sua capacidade de limpeza e, no momento em que a superfície começa a se deteriorar — desenvolvendo micro-porosidade, esfarelamento, manchas ou falha de aderência sob exposição química repetida — torna-se mais difícil atingir uma limpeza validada, o que constitui uma não conformidade direta com as Boas Práticas de Fabricação (GMP).
O PVDF é o revestimento que demonstrou desempenho de longo prazo sob regimes farmacêuticos de desinfecção ao longo de múltiplas gerações de instalações. Os principais sistemas (sendo o Kynar 500® o mais citado) apresentam degradação mínima sob exposição repetida a IPA, VHP e desinfetantes oxidantes durante períodos de serviço superiores a 20 anos. O mecanismo reside na forte ligação carbono-flúor na cadeia principal do polímero, que é altamente resistente tanto ao ataque químico quanto à degradação por UV. Nas salas limpas farmacêuticas — que são ambientes internos protegidos contra radiação UV — a resistência química é a característica de desempenho relevante.
Especificar PVDF não significa que todos os PVDF são equivalentes. A espessura do revestimento é importante (normalmente 25–30 µm para aplicações em salas limpas), a especificação de aderência é importante e a preparação do substrato também é importante. Um revestimento de PVDF aplicado sobre uma preparação inadequada da superfície se desagregará sob ciclos térmicos, mesmo que a química do revestimento esteja correta. Solicite aos fabricantes suas especificações de aplicação do revestimento, não apenas o tipo de revestimento.
Revestimentos em aço inoxidável (grau 304 para uso farmacêutico padrão, grau 316L onde a exposição a cloretos é significativa) eliminam por completo a questão da durabilidade do revestimento. Esse material não requer um sistema de pintura e não sofrerá a degradação relacionada ao revestimento que todas as superfícies de aço pintadas eventualmente experimentarão sob exposição agressiva a produtos químicos. Em áreas de fabricação de medicamentos citotóxicos, zonas de manipulação de APIs de alta potência e instalações onde são exigidos intervalos muito longos entre manutenções dos painéis, o aço inoxidável justifica seu custo adicional.
A consideração prática é o custo — os painéis de aço inoxidável têm um custo significativamente superior ao do aço revestido com PVDF, normalmente 60–90% mais caros. Para salas classe B de tamanho moderado, esse custo adicional é frequentemente justificado pela eliminação de futuros custos de reacabamento e por um rastro documental mais limpo para fins regulatórios. Para grandes áreas classes C e D, o PVDF geralmente representa a escolha mais econômica a longo prazo.
O revestimento padrão de PE (poliéster) não é adequado para ambientes farmacêuticos das classes B ou C. Ele se degrada sob exposição ao VHP (vapor de peróxido de hidrogênio) e a regimes agressivos de desinfecção, num prazo que o torna um investimento pouco vantajoso mesmo do ponto de vista puramente comercial, sem falar nas implicações quanto à conformidade regulatória. Para áreas da classe D, onde são utilizados apenas agentes de limpeza suaves, o PE pode ser aceitável — contudo, dada a proximidade com ambientes de classe superior e a possibilidade de que os protocolos de limpeza evoluam ao longo da vida útil da instalação, o PVDF é a especificação tecnicamente justificável em toda a instalação.
| Superfície | Resistência ao VHP | Alvejante / Oxidante | Vida Útil | Classe Recomendada |
|---|---|---|---|---|
| Revestimento PVDF | Excelente ✓ | Excelente ✓ | 20–25+ anos | B, C, D |
| Aço inoxidável 304 / 316L | Excelente ✓ | Excelente ✓ | 30 anos e mais | Fundo, B, C |
| Poliéster HDP | Moderado | Moderado | 10–15 anos | D (apenas com protocolos suaves) |
| PE Padrão | Pobre ✗ | Pobre ✗ | 5–8 anos | Não recomendado |
A especificação das juntas e cantos é onde os painéis para salas limpas farmacêuticas diferem mais visivelmente dos painéis padrão para salas limpas industriais. É também onde ocorrem com maior frequência erros de instalação — e onde os inspetores regulatórios concentram sua atenção ao avaliar a instalação física.
Para salas limpas farmacêuticas das classes B e C, o sistema de conexão padrão é um conector interno oculto — um perfil de aço ou alumínio que se aloja dentro do espaço entre dois painéis, totalmente escondido do interior do ambiente. A estreita lacuna visível na superfície (normalmente de 2–4 mm) é selada com silicone. O resultado é uma superfície de parede plana e contínua, sem componentes metálicos aparentes, sem ranhuras e sem elementos que possam acumular partículas ou obstruir o movimento de limpeza.
Este requisito deriva diretamente da linguagem do Anexo 1, que exige "superfícies lisas, impermeáveis e contínuas". Um sistema de junta macho-fêmea — aceitável na indústria alimentar ou em salas limpas industriais padrão — deixa um detalhe de perfil na junta que não fica nivelado com a face do painel. Embora possa ser limpo, essa irregularidade é visível, documentada e potencialmente questionada durante inspeções de Boas Práticas de Fabricação (BPF). Para salas assépticas Classe B, o sistema de conectores ocultos é fortemente preferido; para as classes C e D, pode ser aceitável utilizar um sistema macho-fêmea bem vedado, embora a abordagem com conectores ocultos continue sendo a melhor prática.
O Anexo 1 exige — e os inspetores de BPF verificam consistentemente — que as junções entre paredes e pisos, bem como entre paredes e tetos, sejam arredondadas (em forma de concavidade) em vez de ângulos retos. Um arredondamento é um perfil curvo (normalmente com raio de 40–60 mm) no ângulo interno, substituindo o canto de 90° por uma transição côncava suave. A finalidade é o controle de contaminação: um ângulo interno reto é difícil de limpar completamente (a ferramenta de limpeza não consegue alcançar totalmente o canto), e os resíduos acumulados em um canto não limpo constituem uma possível fonte de contaminação microbiana em um ambiente asséptico.
Em uma sistema de painéis para salas limpas , o acabamento arredondado é obtido por meio de extrusões em alumínio ou PVC especialmente projetadas para esse fim, instaladas nas junções entre piso-parede e parede-teto como parte do sistema de painéis. Essas peças arredondadas são seladas com silicone tanto na superfície do piso/teto quanto na face do painel. Elas devem fazer parte da especificação do sistema de painéis — se forem especificadas separadamente pelo empreiteiro e não corresponderem ao perfil do painel, podem surgir lacunas ou degraus na junção, dificultando a vedação e a limpeza.
Toda junta, penetração, reentrância e transição em uma sala limpa farmacêutica é selada com selante de silicone. A especificação do silicone é fundamental: deve ser fungicida (para impedir o crescimento de mofo na cordão de selante), deve apresentar resistência química aos agentes desinfetantes utilizados na instalação e deve possuir alongamento à ruptura adequado para acomodar movimentos térmicos sem fissurar. Para aplicações adjacentes ao setor alimentício ou em instalações onde o selante possa entrar em contato com o produto, é obrigatório o uso de silicone grau alimentício. O tipo de selante deve constar no registro de Qualificação Instalada (IQ) — indicar simplesmente "selante de silicone", sem mencionar o nome do produto e sua especificação, não é suficiente para a documentação de construção farmacêutica.
O teste de estanqueidade ao ar: Após a instalação e a vedação estarem concluídas, uma sala limpa farmacêutica normalmente passa por um teste de decaimento de pressão ou por um teste com fumaça para verificar a estanqueidade antes do início da comissionamento do sistema de climatização (HVAC). As falhas nesta etapa quase sempre têm origem em aplicações ausentes de selante — uma penetração não vedada, uma junta entre painéis onde o silicone não foi aplicado de forma contínua ou um batente de porta onde a interface entre o batente e o painel não foi vedada no lado limpo. Exigir que o instalador percorra, juntamente com o representante de garantia da qualidade (QA), todas as juntas e penetrações antes do teste é uma medida prática que evita a maioria das falhas.
Os tetos de salas limpas farmacêuticas desempenham uma função diferente daquela das paredes, e a especificação reflete essa diferença. O teto faz parte do sistema de plenum de filtros HEPA/ULPA — o ar limpo é fornecido por meio de filtros HEPA montados no plano do teto, e o painel do teto forma a fronteira entre o plenum de filtragem acima e o espaço de produção abaixo. A manutenção do sistema de teto (substituição dos filtros, manutenção dos componentes de climatização) exige o acesso de pessoal por cima, o que significa que os painéis do teto devem suportar com segurança uma pessoa em pé sobre eles.
Os painéis de favo de alumínio são o padrão para tetos GMP farmacêuticos. A estrutura celular hexagonal oferece rigidez excepcional em relação ao peso — um painel de favo de alumínio de 50 mm pesa aproximadamente 6–9 kg/m² e pode suportar com segurança cargas de acesso para manutenção sem deformação, comparado a 18–22 kg/m² para um painel equivalente de lã de rocha. Não inflamável (classe A1), não fibroso (risco zero de desprendimento de fibras) e dimensionalmente estável sob ciclos térmicos — o favo de alumínio atende integralmente aos requisitos para tetos farmacêuticos.
As dimensões dos painéis de teto são normalmente dimensionadas conforme a grade estrutural do teto e as dimensões do módulo de filtro HEPA. Para salas limpas farmacêuticas que utilizam módulos de filtro HEPA padrão de 600 × 600 mm ou 610 × 610 mm, a grade de painéis de teto é projetada com base nessa dimensão, de modo que as posições dos filtros possam ser planejadas sem a necessidade de cortar os painéis ao redor dos filtros. O fornecedor dos painéis precisa conhecer o layout do teto elaborado pelo engenheiro de CVC, incluindo as posições dos filtros, das luminárias e das penetrações de serviços, antes que os painéis sejam dimensionados e fabricados.
Em salas assépticas de Classe B, o sistema de teto deve ser totalmente embutido — nenhum componente exposto do sistema de suspensão, nenhuma luminária embutida com bordas expostas, nenhuma grade de serviços com estrutura aberta. Os módulos de filtro HEPA são instalados de forma embutida na face dos painéis do teto; a iluminação é integrada em unidades herméticas que se situam de forma embutida no plano dos painéis; os equipamentos de detecção de incêndio (se exigidos na sala) utilizam sensores embutidos, vedados à superfície do teto. Qualquer elemento que crie uma fresta, saliência ou fixação mecânica exposta no plano do teto representa um risco de contaminação e será observado durante inspeções regulatórias.
Uma parede de painéis para sala limpa é tão estanque quanto sua abertura mais fraca. Em salas limpas farmacêuticas, portas e janelas são os pontos mais frequentemente identificados como falhas de estanqueidade durante a comissionamento e os elementos mais cuidadosamente examinados durante inspeções conforme as Boas Práticas de Fabricação (GMP). Especificá-los como uma ideia tardia — ou adquiri-los de um fornecedor diferente do dos painéis — é um risco que consistentemente gera problemas.
Janelas de observação fixas nas paredes de salas limpas seguem os mesmos princípios que os painéis de visão nas portas: vidro duplo para evitar condensação, instalação embutida no lado limpo, perímetro selado com silicone e sem rebaixo de moldura aparente. Unidades de janelas com vidro aplicado na fábrica são fortemente preferíveis em vez de vidro aplicado no local — a qualidade da vedação ao redor do cordão de vidro aplicado na fábrica é mais consistente e mais facilmente validada do que o silicone aplicado em canteiro de obras.
As posições das janelas devem ser definidas antes da fabricação dos painéis, pois a abertura é cortada e estruturada na fábrica. Realocar uma janela após a instalação dos painéis representa um custo significativo e uma grande interrupção, além de acionar uma investigação sobre se a estrutura adjacente do painel e sua vedação foram comprometidas.
Na construção farmacêutica, a instalação não existe até ser documentada. A Qualificação de Instalação (IQ) é o registro formal de que a instalação física foi construída conforme especificado — e, no caso de painéis para salas limpas, esse registro deve conter informações específicas que demonstrem que o sistema de painéis atende à sua finalidade projetada.
Inspetores regulatórios que examinam a documentação de IQ para um sistema de painéis de sala limpa farmacêutica normalmente esperam encontrar:
📄 Fichas Técnicas dos Materiais dos Painéis
Fichas técnicas completas para cada tipo de painel utilizado: painéis de parede, painéis de teto e painéis de porta. Devem incluir a densidade declarada da lã de rocha, o valor lambda, o peso do painel, a espessura da camada externa, a especificação do revestimento (tipo PVDF, espessura e referência de cor) e os valores de resistência à adesão.
🔥 Certificados de Classificação de Resistência ao Fogo
Certificado EN 13501-1 de reação ao fogo indicando classificação A1, emitido por um laboratório de ensaios independente acreditado. Separadamente, certificado de ensaio de resistência ao fogo EN 1364 indicando classificação REI, se especificado. Ambos devem corresponder ao produto específico de painel fornecido, e não a um produto semelhante.
🧪 Relatórios de Ensaios por Terceiros
Relatórios de ensaios de resistência à adesão e resistência ao descascamento provenientes de uma organização independente de ensaios (SGS, Bureau Veritas, Intertek ou equivalente). Esses relatórios verificam a qualidade da ligação entre revestimento e núcleo — um parâmetro estrutural crítico para a integridade do painel durante toda a vida útil da instalação.
📋 Certificados da Fábrica de Lã de Rocha
Certificado do fornecedor da matéria-prima lã de rocha confirmando a densidade declarada para o lote de produção. Trata-se de um nível acima da ficha técnica própria do fabricante dos painéis — verifica que o material do núcleo era efetivamente aquele especificado antes de ser incorporado ao painel.
📐 Desenhos Executivos
Plantas as-built mostrando as posições reais dos painéis, localizações das juntas, aberturas para portas e janelas, posições das perfurações e detalhes das junções em forma de cove. Devem corresponder à instalação física e ser aprovadas por escrito pelo contratado responsável pela instalação e pelo representante de controle de qualidade.
🔍 Registros de Inspeção de Instalação
Registros de inspeção física do sistema de painéis instalado: verificações de planicidade, verificação da vedação nas bordas, continuidade da vedação nas juntas, confirmação da instalação das junções em forma de cove e registros da vedação das perfurações. Esses documentos comprovam que a instalação foi verificada, e não simplesmente presumida como correta.
💧 Resultados do Ensaio de Estanqueidade ao Ar
Resultados dos ensaios de decaimento de pressão ou de fumaça traçadora que confirmem que o recinto da sala limpa atinge a estanqueidade ao ar especificada antes da comissionamento do sistema de CVC. Ensaios reprovados, desde que acompanhados de documentação da correção realizada e dos resultados dos ensaios repetidos, são aceitáveis — reprovações sem documentação não são aceitáveis.
Um fornecedor de painéis que normalmente trabalha em projetos farmacêuticos compreenderá esta lista de documentação e poderá fornecer a maior parte dela como parte de seu pacote-padrão de fornecimento. Um fornecedor que tenha atendido predominantemente mercados industriais pode não ter todos os documentos exigidos prontamente disponíveis — o que significa, portanto, ou um atraso enquanto esses documentos são obtidos, ou uma lacuna no registro de Qualificação Instalada (IQ) que precisa ser resolvida antes da submissão regulatória.
Reunindo as seções anteriores em uma referência prática, zona por zona, para uma instalação típica de fabricação farmacêutica:
| Zona / Área | Grau GMP | Núcleo do Painel de Parede | Superfície | Sistema de Junta | Rodapé Arredondado (Coving) |
|---|---|---|---|---|---|
| Sala de Enchimento Asséptico | Grau B | Lã de rocha de 100 mm, 100–120 kg/m³ | PVDF ou aço inoxidável 304 | Interno Oculto | Obrigatório ✓ |
| Área de preparação / composição | Grau C | Lã de rocha 75–100 mm | FDV | Oculto preferido | Recomendado |
| Preparação de componentes / vestimenta | Grau D | Lã de rocha 50–75 mm | FDV | Oculto ou vedado com junta ranhura e espiga | Na junção piso-parede |
| Antecâmaras para materiais | Transição entre classes C/D | Lã de rocha 75 mm | FDV | Oculto preferido | Todos os junções |
| Embalagem (não estéril) | ISO 8 / não classificado | Lã de rocha 50–75 mm | FDV | Junta macho-fêmea vedada é aceitável | Mínimo entre piso e parede |
| Câmara fria farmacêutica | Controlado (não de grau BPM) | PU/PIR de 150–200 mm | PVDF ou PE | Câmara Fria Padrão | Conforme necessário |
| Todos os graus — teto | B / C / D | Núcleo em favo de mel de alumínio de 50 mm | FDV | Sistema de teto embutido | Rebaixo entre parede e teto |
Não nominalmente — o Anexo 1 estabelece princípios (superfície lisa, impermeável, não desprendente e não inflamável), em vez de prescrever produtos específicos. O requisito de lã de rocha decorre do princípio da não inflamabilidade, interpretado à luz dos códigos locais de prevenção contra incêndios e das práticas consolidadas de construção em conformidade com a GMP. Algumas autoridades regulatórias (notadamente a MHRA e algumas agências europeias continentais) publicaram tendências observadas durante inspeções que deixam clara sua expectativa quanto à construção de paredes não inflamáveis em instalações de fabricação asséptica. O padrão prático da indústria é lã de rocha para paredes e núcleo em favo de mel de alumínio para tetos.
Sim — a renovação parcial de uma sala limpa GMP (reposição de painéis danificados, realocação de uma parede divisória, adição de uma nova abertura) exige um processo de controle de mudanças e uma requalificação das zonas afetadas, mas não exige a requalificação completa da instalação. O ponto-chave é que o controle de mudanças documenta o que foi alterado, por que motivo e como a nova instalação foi verificada para garantir que atenda às especificações originais ou atualizadas do URS (Especificação de Requisitos do Usuário). Os novos painéis instalados durante a renovação devem atender aos mesmos requisitos documentais da instalação original — fichas técnicas dos materiais, certificados, registros de inspeção e ensaio de estanqueidade ao ar da zona afetada.
O VHP é um método de biodescontaminação utilizado em salas limpas farmacêuticas — especialmente em áreas assépticas Classe B — para alcançar a biodescontaminação esporicida do ambiente da sala. O vapor de peróxido de hidrogênio, em concentrações de 100–1.000 ppm, é circulado pela sala hermeticamente fechada, obtendo uma redução ≥6 log da contaminação microbiana. O ambiente oxidante do VHP, nessas concentrações, degrada muitos materiais ao longo de ciclos repetidos — incluindo revestimentos padrão de tinta poliéster sobre painéis de aço. Os revestimentos de PVDF são estáveis sob VHP. Os revestimentos padrão de PE não são. Caso a biodescontaminação com VHP faça parte ou possa vir a fazer parte do protocolo de limpeza da instalação, são obrigatórios superfícies de PVDF ou de aço inoxidável.
A revisão de 2022 (vigente a partir de agosto de 2023) introduziu diversos novos requisitos — o mais significativo dos quais é a Estratégia Obrigatória de Controle de Contaminação (CCS, sigla em inglês). Para instalações existentes, os órgãos reguladores adotaram, em geral, uma abordagem baseada em risco: instalações que estavam em conformidade com a versão anterior do Anexo 1 e que conseguem demonstrar equivalência no controle de contaminação não são obrigadas a realizar reformas físicas completas. Contudo, o documento da CCS deve ser elaborado para instalações existentes, e, sempre que identificar lacunas no controle físico de contaminação, poderão ser exigidas melhorias na instalação. As próprias especificações técnicas dos painéis físicos (lã de rocha, classe de resistência ao fogo A1, superfícies lisas) constituíram requisitos amplamente consistentes em ambas as versões.
As diretrizes GMP da OMS (especialmente o Anexo 2 do TRS 957 para produtos estéreis) abrangem princípios semelhantes aos da GMP da UE — superfícies lisas, facilidade de limpeza, projeto adequado —, mas são, em geral, menos prescritivas em seus requisitos físicos e concentram-se mais em controles procedimentais. As instalações que buscam a pré-qualificação GMP da OMS para mercados globais de aquisição (programas da UNICEF, GAVI) devem observar esses princípios, embora normalmente com maior flexibilidade na forma como são implementados. As especificações de lã de rocha e PVDF, que são padrão para instalações GMP da UE, também são adequadas para instalações GMP da OMS; contudo, um inspetor GMP da OMS tem menor probabilidade de emitir uma não conformidade grave por causa de um revestimento não à base de PVDF do que um inspetor GMP da UE.
Um certificado de resistência ao fogo expirado, aplicável a um produto diferente do que foi instalado ou emitido por um órgão de ensaios não acreditado constitui uma falha crítica na documentação de Qualificação Instalada (IQ) — o que, por sua vez, se transforma em uma não conformidade com as Boas Práticas de Fabricação (GMP). A gravidade depende do critério do inspetor, mas pode resultar em uma observação maior que exija a substituição dos painéis ou uma justificativa credível (respaldada por dados de ensaios) de que os painéis instalados atendem ao desempenho exigido em relação à resistência ao fogo. Ambos os cenários são onerosos e causam atrasos significativos na produção. Verificar, durante a Qualificação Instalada (IQ) — e não após a inspeção — a correspondência entre o certificado de resistência ao fogo e o produto efetivamente instalado é a forma de evitar essa situação.
As instalações farmacêuticas conforme as Boas Práticas de Fabricação (GMP) são projetadas para uma vida útil operacional de 20 a 30 anos antes de uma reforma significativa da instalação. Espera-se que os painéis de sala limpa durem todo esse período, desde que sejam realizadas manutenções rotineiras adequadas (inspeção anual do selante nas juntas e reaplicação sempre que necessário, inspeção periódica da superfície quanto à integridade do revestimento). Painéis revestidos com PVDF com núcleo de lã de rocha, provenientes de fabricantes conceituados, atingem consistentemente essa vida útil sob regimes farmacêuticos de desinfecção. As causas mais comuns de substituição prematura dos painéis são danos físicos (impactos de empilhadeiras, colisões com equipamentos) e alterações no layout da instalação — não a degradação do material decorrente da limpeza farmacêutica normal. Especificar um revestimento com durabilidade de apenas 8 a 10 anos sob desinfecção agressiva, na prática, incorpora ao ciclo de vida da instalação um ciclo não planejado de reformas.
A Glostar fabrica painéis de parede para salas limpas com núcleo de lã de rocha, painéis de teto em alumínio com estrutura em favo de mel e sistemas completos de portas e janelas para instalações farmacêuticas GMP. Fornecemos pacotes completos de documentação IQ — fichas técnicas de materiais, certificados de resistência ao fogo, relatórios de ensaios por terceiros, certificados de usina e desenhos executivos — como padrão para projetos farmacêuticos.
Solicite uma Especificação de Painel GMP → Notícias Quentes
Notícias Quentes2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10
2026-06-09

Acreditamos que, ao manter a qualidade e abraçar a inovação, podemos impulsionar mudanças transformadoras na arquitetura e construir um futuro sustentável para a indústria da construção.
N.º 377, Rua Gaoqi, Zona de Alta Tecnologia, Cidade de Binzhou, Província de Shandong, China
Direitos autorais © Shandong Kexing New Energy Co., Ltd. Todos os direitos reservados Política de Privacidade Blog