


If you've ever walked into a pharmaceutical facility, semiconductor fab, food processing plant, or hospital operating area, you've probably stood inside a space built with clean room panels — even if you didn't know it. These panels form the walls, ceilings, and partitions of virtually every controlled environment in the world. But what exactly makes them different from ordinary wall panels? And how do you choose the right type for your project?
This guide covers everything: what clean room panels are, the types available, how they're manufactured, standard sizes and specs, how they connect with clean room doors and windows, and answers to the most common questions buyers ask before placing an order.
1. What Is a Clean Room Panel?
A clean room panel is a purpose-built sandwich-construction building element designed to create and maintain controlled environments — spaces where airborne particles, temperature, humidity, and static electricity are kept within tightly defined limits. Unlike standard drywall or commercial partition systems, clean room panels are engineered to meet the specific requirements of ISO cleanroom classifications (ISO 1 through ISO 9) and equivalent standards such as GMP, Fed-Std-209E, or IEST.
The basic structure is always the same: two rigid face sheets (also called "skins") bonded to a solid insulating core. What changes across different products is the type of skin material, the type of core, the thickness, and the edge treatment — all of which directly affect fire performance, thermal insulation, load-bearing capacity, surface cleanability, and chemical resistance.
Key point: All four edges of a proper clean room panel are sealed — typically with steel or aluminum — to prevent core particles from escaping into the controlled environment. This is a critical difference from industrial sandwich panels used in warehouses or cold storage.
Clean room panels are used primarily as:
- Wall panels — vertical interior partitions and exterior envelope walls
- Ceiling panels — suspended or structurally supported horizontal surfaces
- Floor panels — elevated access floors in some high-end cleanroom configurations
Together with clean room doors, windows, floor systems, HVAC equipment, lighting, and monitoring instruments, clean room panels form the physical shell that makes contamination control possible.

2. Types of Clean Room Panels by Core Material
The core is where most of the real engineering happens. It determines fire rating, thermal insulation value, weight, and how the panel behaves under load. Here are the main options you'll encounter:
Rock Wool Core
Rock wool is one of the most widely used core materials for clean room wall and partition panels. It offers excellent fire resistance — a 50 mm rock wool cleanroom panel with MGO board facings can typically achieve 60 minutes fire resistance, and a 100 mm version can reach 4 hours. Rock wool also provides good acoustic insulation, which matters in pharmaceutical manufacturing and laboratory environments where noise separation between production zones is required.
The downside is weight: rock wool cleanroom panels are heavier than honeycomb alternatives, which can increase installation time and structural load on the ceiling system.
Aluminum Honeycomb Core
For ceiling applications, aluminum honeycomb is the professional's first choice. The hexagonal cell structure gives an exceptional strength-to-weight ratio — a ceiling panel needs to be light enough not to overload the suspension system, yet rigid enough to safely support maintenance personnel walking across it during HVAC or filter servicing. Aluminum honeycomb delivers both. It's non-combustible, moisture-resistant, and completely non-fibrous, so there's zero risk of fiber contamination inside the room.
Paper Honeycomb Core
A more economical alternative to aluminum honeycomb, paper honeycomb panels offer adequate rigidity for standard ceiling and partition applications where fire rating requirements are modest. They are lighter and lower in cost, but not suitable for high-humidity environments or applications requiring significant fire resistance.
MGO (Magnesium Oxide) Board Core
MGO board panels are valued for their fire resistance, moisture resistance, and dimensional stability. MGO can be used as a standalone core or combined with rock wool — a rock wool + MGO composite is a popular choice for pharmaceutical GMP cleanrooms where both fire performance and surface hygiene are priorities.
PIR / PU (Polyisocyanurate / Polyurethane) Core
PIR and PU foam cores offer the best thermal insulation performance per millimeter of thickness, making them the standard choice for temperature-controlled clean rooms such as cold chain pharmaceutical storage or biorepository facilities. PU panels are also used in food industry cleanrooms. One important note: PU foam is combustible, and in fire events it can generate toxic gases, so local fire codes may restrict or require specific fire-rated surface treatments when PU core panels are used.
EPS (Expanded Polystyrene) Core
EPS is the most cost-effective foam core option. It is primarily used in lower-classification cleanrooms (ISO 7–9) or in areas where thermal insulation is needed but the fire requirement is lower. EPS is not recommended for pharmaceutical GMP environments because it is flammable and can be affected by certain cleaning solvents.
| Core Material | Best For | Fire Rating | Thermal Insulation | Weight |
|---|---|---|---|---|
| Rock Wool | Walls, partitions, GMP | A1 (non-combustible) | Medium | Heavy |
| Aluminum Honeycomb | Ceilings | A1 (non-combustible) | Low–Medium | Very light |
| Paper Honeycomb | Standard ceilings | B–C | Low | Light |
| MGO Board | Fire-rated walls | A1 | Medium | Medium-Heavy |
| PIR / PU Foam | Temperature-controlled rooms | B2 | Excellent | Light |
| EPS Foam | Economy applications | B2 | Good | Very light |
3. Surface Material Options
The surface skin is what you actually see, touch, and clean every day. In a cleanroom, surfaces take a beating from regular disinfection with isopropyl alcohol, hydrogen peroxide solutions, and occasionally stronger agents. Choosing the right skin material upfront saves significant headaches later.
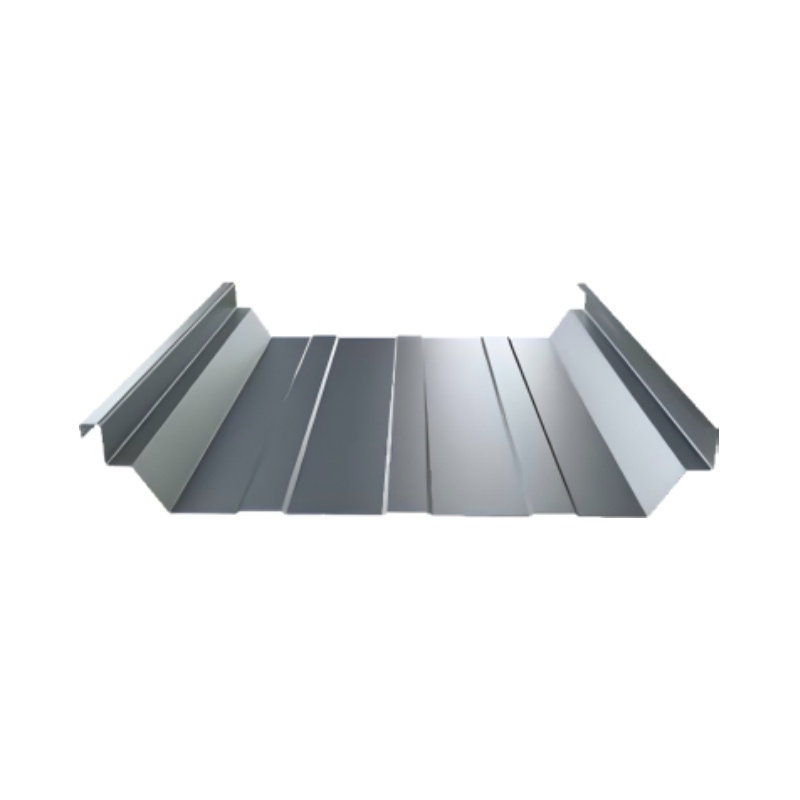
Pre-Painted Galvanized Steel (PPGI / PPGL)
The most common skin material. Available in any RAL color. The paint system matters: standard PE (polyester) coatings are adequate for many applications, but for pharmaceutical cleanrooms and environments using aggressive disinfectants, PVDF (polyvinylidene fluoride) coatings — rated for 20+ years outdoor exposure — are the preferred choice. Steel thickness typically ranges from 0.4 mm to 0.6 mm, with 0.5 mm being the standard specification.
Stainless Steel (304 / 316L)
For applications where chemical resistance and long-term surface integrity are paramount — such as cytotoxic drug manufacturing, high-potency API synthesis, or food processing washrooms — stainless steel skins are specified. Grade 304 is standard; 316L provides better chloride resistance for coastal environments or applications using chlorine-based cleaning agents. Typical thickness is 0.5 mm, with a No. 4 brushed or 2B finish.
Fiberglass Reinforced Plastic (FRP)
FRP skins are lightweight, highly chemical-resistant, and available in smooth or textured finishes. They're popular in food industry cleanrooms where walls are frequently subjected to high-pressure washdowns with strong detergents.
HPL (High Pressure Laminate)
HPL provides a hard, smooth, highly scratch-resistant surface in a wide range of colors and textures, including anti-static variants. Often used in electronics and semiconductor cleanrooms where ESD (electrostatic discharge) control is critical.
PVC Laminate
A cost-effective option for lower-grade cleanrooms. Easy to clean and available in hygienic smooth finishes, but less durable than steel or FRP over long service periods.
4. How Clean Room Panels Are Manufactured
Understanding how clean room panels are made helps explain why they cost more than standard sandwich panels — and why the manufacturing method matters for quality. There are two production approaches: manual (hand-made) and continuous machine production.
▶ Video: Clean room panel manufacturing process — from raw material to finished panel
Manual (Hand-Made) Production
Manual cleanroom panels are assembled by skilled workers rather than being pressed on a continuous lamination line. The process typically goes like this:
Steel Coil Slitting & Roll-Forming
Raw PPGI or stainless steel coils are slit to the required width and roll-formed to create the panel profile — typically a flat face with folded edges.
Core Material Cutting
Rock wool, MGO board, or honeycomb sheets are cut to precise dimensions matching the panel size. Tolerances here are critical — gaps between core and skin create weak spots and potential contamination paths.
Adhesive Application & Bonding
High-strength polyurethane adhesive is applied to both faces. The core is positioned between the two steel skins, and the assembly is pressed under controlled pressure while the adhesive cures.
Four-Side Edge Sealing
All four edges are sealed with formed steel or aluminum channel sections, fully enclosing the core. This step is what separates a proper clean room panel from a generic sandwich panel.
Quality Inspection
Each panel is checked for flatness (bow/camber tolerance), adhesion strength, edge seal integrity, and surface defects. Panel weight is also logged against theoretical specification.
Packing & Dispatch
Panels are stacked face-to-face with protective film between them, then secured to wooden or steel pallets. Protective film on the surface is left in place until installation is complete.
Hand-made cleanroom panels have a significant advantage for cleanroom applications: the four-side steel sealing is done with much more precision and robustness than on machine-produced panels, and they can be made in custom sizes that continuous presses can't accommodate.
Continuous Machine Production
In continuous lamination lines, coil steel is fed from both sides simultaneously while liquid foam (PU or PIR) is injected and expands in the cavity between the two skins as the assembly passes through a heated press. This is very efficient for long production runs of standard sizes, and the foam bond is extremely uniform. However, edge sealing on machine-produced panels is typically less robust, and the process is poorly suited for small batch custom orders.
For clean room applications, most experienced specifiers and contractors prefer manually produced panels — especially for walls and ceilings where contamination control and structural longevity over a 20–30 year building lifecycle are priorities.
5. Standard Sizes and Specifications
There is no single universal standard for clean room panel dimensions — they are almost always customized to project requirements. That said, most manufacturers work within a range of common widths, and there are practical limits on length based on transportation and structural considerations.
| Parameter | Common Range | Notes |
|---|---|---|
| Panel Width |
980mm/1180mm(custom) |
Net width after connection usually 900 or 1200 mm grid |
| Panel Length (Wall) | ≤6,000 mm | Longer panels with internal steel reinforcement bar possible up to 8,000 mm |
| Panel Length (Ceiling) | ≤3,000 mm | Shorter due to deflection limits under self-weight |
| Panel Thickness | 50 mm / 75 mm / 100 mm | 50 mm most common; 100 mm for high fire rating or thermal insulation |
| Skin Thickness | 0.4 mm / 0.5 mm / 0.6 mm / 0.8 mm | 0.5 mm standard; 0.8–1.0 mm for heavy impact areas |
Rock Wool Technical Specifications (Reference)
| Property | Value |
|---|---|
| Thermal Conductivity (K value) | 0.048 W/m·K |
| Rock Wool Density | 100–150 kg/m³ |
| Fire Classification | A1 |
| Bending Strength | ≥1.5KN/m2 |
| Acidity Coefficient | ≥1.8 |
6. Panel Joint and Connection Systems
How panels connect to each other — and to the floor, ceiling, and corner structures — is just as important as the panel itself. A perfect panel with a poor connection system will still fail contamination control requirements. Here are the main joint configurations used in cleanroom construction:
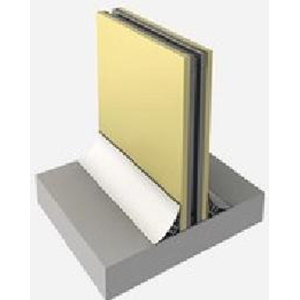
Hidden Insert Connector (Concealed Joint)
The most hygienic and most specified connection method for pharmaceutical and semiconductor cleanrooms. A profiled metal connector (often shaped like the Chinese character 中) sits inside the joint gap between two panels, invisible from the room interior. The two-millimeter visible joint gap at the surface is typically sealed with food-grade silicone. There are no exposed fasteners or grooves to collect contamination.
Ship-Lap (Tongue and Groove)
A faster installation method where panels interlock via a stepped profile at the edges. Common in lower-grade cleanrooms and food industry applications. The joint is less airtight than a concealed connector system but acceptable for ISO 7–9 environments.
U-Channel and H-Channel Systems
Floor U-channels locate panel bases, top U-channels locate panel heads, and H-channels (or aluminum extrusions with built-in gaskets) join panels along their vertical edges. This system is used in modular cleanroom configurations that may need to be reconfigured or expanded in the future.
Corner and T-Junction Fittings
Preformed steel or aluminum extrusions handle the transitions at internal and external corners, T-junctions (where a partition meets a perimeter wall), and intersections. These details must be designed and fabricated specifically for the panel thickness in use.


7. Clean Room Doors and Windows: Completing the Envelope
Clean room panels form the structural shell, but a cleanroom is only as effective as its weakest point — and the weakest points are always the openings: doors and windows. These elements need to be engineered to the same standard as the panels themselves, not specified as afterthoughts.
Clean Room Doors
A clean room door sits inside a panel opening and must maintain the air pressure differential, airtightness, and surface hygiene of the surrounding wall. Key design features to look for include:
- Flush-mounted frame: The door frame should sit flush with the panel surface on the clean side — no exposed grooves or rebates where particles can accumulate.
- Continuous perimeter gasket: A compression gasket runs around the full door perimeter. This is the primary air seal. EPDM gaskets are the industry standard; silicone gaskets are used where chemical compatibility is required.
- Core material: Most cleanroom doors use a honeycomb or foam core to keep weight manageable while maintaining rigidity. Heavy steel doors with no weight control make frequent opening and closing (common in operational cleanrooms) physically demanding and cause premature hinge and closer wear.
- Vision panel integration: Many cleanroom doors include a glass observation panel with sealed double glazing — allowing visual communication between zones without opening the door.
- Automatic closers: Spring-loaded or hydraulic door closers ensure the door never stays propped open — a critical safety feature in positive-pressure pharmaceutical rooms.
- Interlocked airlock systems: Where two doors form an airlock (personnel or material airlocks), magnetic or electronic interlocks prevent both doors from opening simultaneously, maintaining pressure control.
Door sizes are customized to the project, but standard leaf sizes (900 mm or 1000 mm wide × 2100 mm or 2400 mm high) are most common. Double-leaf doors are used for material handling zones where pallet jacks or trolleys must pass through.
▶ Video: Production Process for Medical Cleanroom Doors and Windows
Clean Room Windows
Observation windows in clean room walls serve two purposes: they allow visual supervision of processes without entry, and in some designs they provide natural light to reduce operator fatigue. Clean room windows must meet the same surface hygiene and airtightness standards as the walls they are built into.
Typical clean room window specifications include:
- Double or triple glazing with aluminum spacer bars and desiccant to prevent internal condensation
- Flush interior surface — the glass must be set level with the panel surface on the clean side, with no internal frame rebates
- Silicone sealed perimeter on the clean side; mechanical fixing frame on the exterior
- Tempered or laminated safety glass — typically 6 mm tempered minimum
- Antistatic or low-emission coatings — specified in semiconductor and electronics cleanrooms
Windows are typically supplied as complete factory-glazed units that are installed into the panel opening during construction. Field glazing on-site is not recommended, as the silicone application process is difficult to control under construction conditions.
Design tip: When planning your cleanroom layout, coordinate window and door positions with the structural panel grid before manufacturing begins. Relocating a window after panels are installed requires cutting and reframing — a costly and disruptive process.
8. Which Industries Use Clean Room Panels?
Clean room panels are used across a broader range of industries than most people realize. The construction specification varies significantly between sectors, so it's worth knowing where your application sits.
Pharmaceutical and Biotech (GMP Cleanrooms)
The most demanding and most strictly regulated cleanroom application. EU GMP Annex 1 (aseptic manufacturing) and US FDA 21 CFR Part 211 govern the design and construction requirements. Rock wool or MGO core panels with PVDF-coated steel or stainless steel skins are typical. Coved corners (internal radii at floor/wall/ceiling junctions) are required in higher-grade zones to eliminate dirt traps. ISO 5 to ISO 7.
Semiconductor and Electronics Manufacturing
Particle control requirements are extreme — some semiconductor fabs operate at ISO 1 (less than 10 particles ≥ 0.1 µm per cubic meter). Panel surface materials must be antistatic or grounded, and all materials within the room must be evaluated for outgassing — the emission of trace chemical vapors that can contaminate sensitive processes. Aluminum honeycomb ceilings with HPL or powder-coated stainless steel walls are common.
Food and Beverage Processing
Food industry cleanrooms prioritize hygiene, chemical resistance to strong cleaning agents, and impermeability to moisture. FRP skins, PU or PIR cores, and coved internal corners are standard. Requirements are typically ISO 7–9. Cold room applications (chilled or frozen food production) demand high-performance thermal insulation, making thick PIR-core panels the standard choice.
Medical Device Manufacturing
ISO 13485-regulated facilities producing implantable devices or sterile medical equipment require cleanrooms ranging from ISO 5 to ISO 7. Panel specifications are similar to pharmaceutical but with more flexibility on corner coving in lower-grade areas.
Hospital Operating Rooms and Sterile Processing
Hospital ORs are typically ISO 5 (Class 100) environments for the surgical field, requiring full-flush ceiling and wall systems with no exposed fasteners or joints. Panels with stainless steel or PVDF skins, integrated lighting, and HEPA/ULPA filter ceiling plenum systems are used. Cleanroom panel systems also appear in CSSD (Central Sterile Services Departments) and isolator rooms.
Laboratories and Research Facilities
R&D cleanrooms span a wide range of cleanliness classes depending on the research being conducted. Requirements are generally more flexible than GMP pharmaceutical rooms, and modular cleanroom systems using panel systems that can be reconfigured are popular.
9. How to Choose the Right Clean Room Panel
Given the range of options, choosing the right panel for your project comes down to working through a few key decisions in order:
- Determine the ISO classification required. ISO 5 and above typically demands non-combustible cores (rock wool, MGO, or aluminum honeycomb), stainless steel or PVDF-coated skins, and concealed connection systems. ISO 7–9 gives more flexibility in core material and surface finish.
- Check local fire code requirements. In many countries, pharmaceutical and hospital cleanrooms require A1 (non-combustible) or minimum B-s1,d0 fire classification. This immediately narrows your core choices.
- Consider the cleaning and disinfection regime. If the facility will use bleach, hydrogen peroxide vapor (VHP), or other oxidizing agents, PPGI paint with PE coating will deteriorate quickly. Specify PVDF or stainless steel skins upfront rather than face expensive replacement later.
- Think about ceiling vs. wall requirements separately. Most projects should use rock wool or MGO panels for walls and aluminum honeycomb for ceilings. Don't spec the same panel for both without evaluating the specific requirements of each.
- Plan for future flexibility. If the facility layout may need to change in 5–10 years, a modular H-channel panel system (easier to disassemble and reconfigure) may be worth the small cost premium over a permanently bonded system.
- Coordinate doors and windows early. Panel openings for doors and windows must be sized, positioned, and framed during the panel fabrication stage. Get your door and window specifications confirmed before the panel shop drawings are finalized.
10. Installation Overview
Clean room panel installation is a specialized skill. While the panels themselves are familiar to anyone with structural metalwork experience, the airtightness requirements and coordination with HVAC, electrical, plumbing, and equipment rough-ins demands a higher level of precision than standard construction.
The typical installation sequence for a manual clean room panel system:
- Install floor U-channels at the base along all panel lines, ensuring precise alignment with the room layout drawing
- Install perimeter top channels and any intermediate structural supports at the ceiling level
- Erect corner and edge posts first to establish the starting references for panel runs
- Insert wall panels into floor and top channels, connecting with concealed connectors as each panel goes in
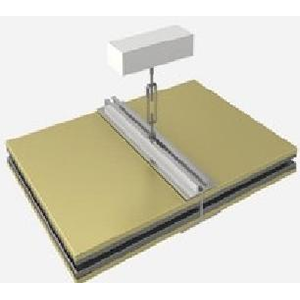
- Install ceiling hanging structure (typically galvanized steel angle or channel suspended from the structural ceiling)
- Install ceiling panels, starting from the center of the room and working outward
- Install door frames and window frames into pre-formed openings
- Hang doors and glaze windows
- Apply silicone sealant to all joints, corners, and penetrations on the clean side
- Conduct pressure test (smoke or tracer gas) to verify airtightness before handover
The silicone sealing stage is often the one that determines whether a cleanroom passes its commissioning tests. Every joint, every penetration, and every interface between different components must be sealed completely and inspected carefully.
11. Frequently Asked Questions
What is the difference between a clean room panel and a regular sandwich panel?
A standard industrial sandwich panel (used in warehouses, factories, or cold storage) is typically manufactured on a continuous press and leaves the core material exposed at the cut edges. A clean room panel has all four edges sealed — usually with formed steel or aluminum — to prevent core fibers or particles from entering the controlled environment. Clean room panels also have tighter tolerances on flatness and are designed to connect flush with no protruding fasteners on the interior surface.
Can clean room panels be used outdoors?
Standard clean room panels are designed for interior use. While the steel skins can withstand light weather exposure during installation, long-term outdoor exposure — UV radiation, rain ingress, thermal cycling — will degrade the paint system and potentially compromise the sealed edges. If you need an exterior-facing cleanroom shell, specify panels with PVDF-coated or Galvalume skins, and ensure all edges have robust weatherproof detailing.
How long do clean room panels last?
With proper maintenance, clean room panels typically have a service life of 20–30 years. The painted steel skins (especially PVDF-coated) maintain their appearance and hygiene performance over this period if cleaned with approved agents and not subjected to mechanical damage. Rock wool cores are essentially permanent; foam cores (PU, PIR) are also durable as long as moisture ingress at edges is prevented. The most common reason for early replacement is damage during operations or the need to reconfigure the room layout rather than material degradation.
What fire rating can clean room panels achieve?
This depends primarily on the core. A 50 mm rock wool + MGO board panel typically achieves REI 60 (60 minutes fire resistance). A 100 mm version can reach REI 240 (4 hours). Aluminum honeycomb panels are non-combustible (Class A1) but do not provide significant fire compartmentalization on their own. PU and PIR foam core panels achieve B-s2,d0 to B-s3,d1 at best, which may not be sufficient for pharmaceutical GMP or hospital environments.
What is the lead time for manufacturing clean room panels?
Lead time depends on order size, core material availability, and whether custom dimensions or colors are required. For standard rock wool or aluminum honeycomb panels in typical colors, most manufacturers can deliver within 7–15 days for moderate quantities. Large orders (full facility) or custom specifications (non-standard widths, special coatings) may require 3–6 weeks. Always confirm lead times before finalizing your construction schedule, especially if panels are imported internationally.
Do clean room panels provide soundproofing?
Yes — to varying degrees depending on panel thickness and core density. Rock wool core panels provide the best acoustic performance, typically achieving 35–50 dB sound reduction depending on thickness and whether the panel system is fully sealed. This is relevant in pharmaceutical manufacturing, where noise separation between areas is often required for both regulatory and occupational health reasons. Honeycomb and foam core panels provide lower acoustic performance — typically 25–35 dB — and may need supplementary acoustic measures in noise-sensitive applications.
Can existing clean room panels be repainted or resurfaced?
Repainting is generally not recommended in GMP pharmaceutical environments because the surface continuity and cleanability of the original factory-applied coating cannot be reliably replicated on-site. However, for lower-grade cleanrooms or non-regulated facilities, professional on-site repainting with epoxy or polyurethane cleanroom paint systems is possible. The more common approach for surface renovation in pharmaceutical cleanrooms is to apply a bonded laminate panel overlay system — essentially a thin new surface skin bonded over the existing panel face.
Are clean room panels available in custom colors?
Yes. Any RAL color is available as a standard option from most manufacturers, typically with a minimum order quantity (often 2,000 m² or more for non-standard colors). White (RAL 9003 or 9016) and light grey (RAL 7035) are the most common cleanroom colors. For orders below the minimum, manufacturers typically offer a selection of in-stock colors. Stainless steel skins are available in their natural finish and do not require painting.
Ready to Specify Your Clean Room Panels?
Whether you're building a GMP pharmaceutical facility, a semiconductor fab, a food processing plant, or a laboratory, our engineering team can help you select the right panel type, specify door and window systems, and design a complete cleanroom shell package.
Get a Free Quote →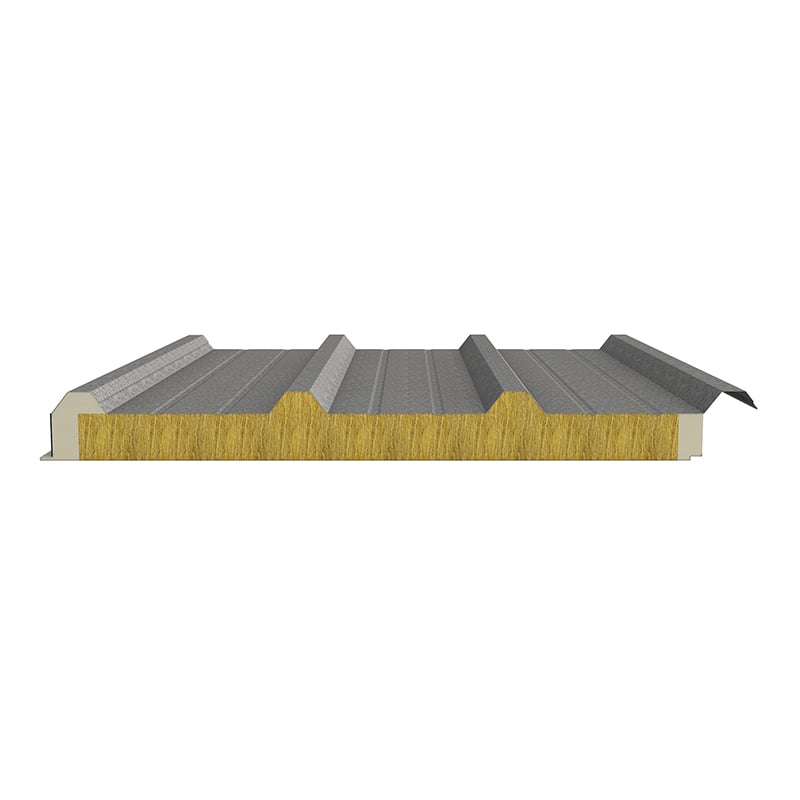




 Hot News
Hot News
