


Als u ooit een farmaceutische fabriek, een halfgeleiderfabriek, een voedingsmiddelenverwerkingsinstallatie of een ziekenhuisoperatiekamer bent binnengegaan, heeft u waarschijnlijk in een ruimte gestaan die is opgebouwd met cleanroompanelen — zelfs als u dat niet wist. Deze panelen vormen de wanden, plafonds en scheidingswanden van vrijwel elke gecontroleerde omgeving ter wereld. Maar wat maakt ze precies anders dan gewone wandpanelen? En hoe kiest u het juiste type voor uw project?
In deze gids wordt alles behandeld: wat cleanroompanelen zijn, de beschikbare typen, hoe ze worden vervaardigd, standaardafmetingen en specificaties, hoe ze worden afgewerkt met cleanroomdeuren en -ramen, en antwoorden op de meest gestelde vragen van kopers voordat zij een bestelling plaatsen.
1. Wat is een schone-kamerpaneel?
Een schone-kamerpaneel is een doelgericht ontworpen bouwelement met sandwichconstructie, bedoeld om gecontroleerde omgevingen te creëren en te onderhouden — ruimtes waar luchtgedragen deeltjes, temperatuur, vochtigheid en statische elektriciteit binnen nauw omschreven grenzen worden gehandhaafd. In tegenstelling tot standaardgipsplaten of commerciële scheidingsystemen zijn schone-kamerpanelen specifiek ontworpen om te voldoen aan de eisen van ISO-schone-kamerclassificaties (ISO 1 tot en met ISO 9) en gelijkwaardige normen zoals GMP, Fed-Std-209E of IEST.
De basisstructuur is altijd hetzelfde: twee stijve gezichtsplaten (ook wel 'skins' genoemd) die zijn verbonden met een massieve isolerende kern. Wat varieert tussen verschillende producten, is het type plaatmateriaal, het type kern, de dikte en de randafwerking — allemaal factoren die direct van invloed zijn op de brandprestaties, thermische isolatie, draagvermogen, oppervlakreinigbaarheid en chemische weerstand.
Belangrijk punt: Alle vier de randen van een geschikte cleanroomplaat zijn afgedicht — meestal met staal of aluminium — om te voorkomen dat deeltjes uit de kern in de gecontroleerde omgeving terechtkomen. Dit is een cruciaal verschil ten opzichte van industriële sandwichpanelen die worden gebruikt in magazijnen of koelopslag.
Cleanroompanelen worden voornamelijk gebruikt als:
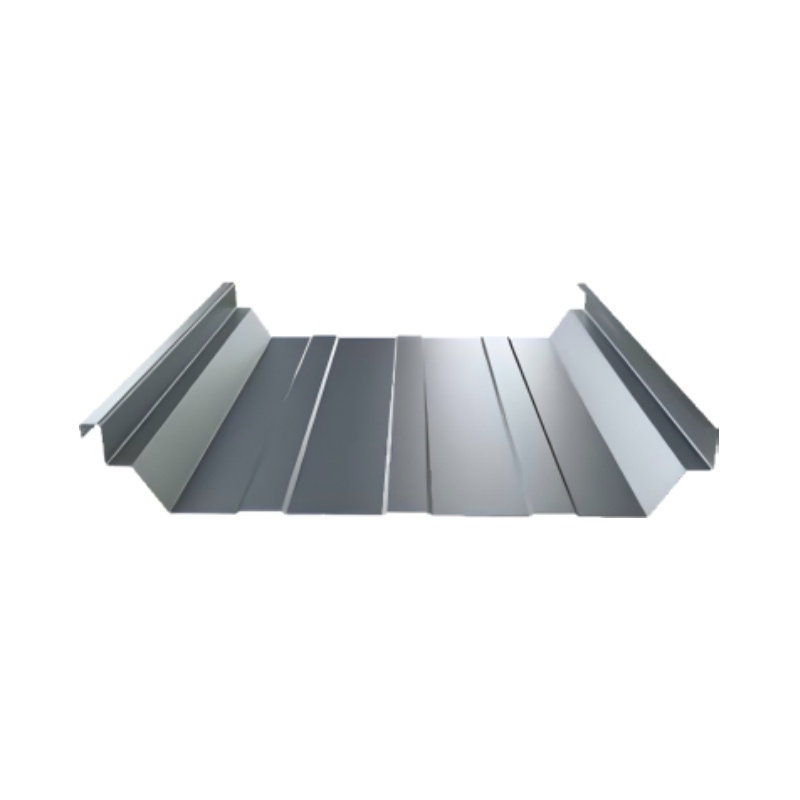
- Muurpanelen — verticale binnenwandafdelingen en buitenomhullende wanden
- Plafondpanelen — opgehangen of structureel ondersteunde horizontale vlakken
- Vloerpanelen — verhoogde toegangsvloeren in sommige high-end cleanroomconfiguraties
Samen met schone-kamerdeuren, -ramen, -vloersystemen, HVAC-apparatuur, verlichting en bewakingsinstrumenten vormen schone-kamerpanelen de fysieke omhulling die contaminatiebeheersing mogelijk maakt.

2. Soorten schone-kamerpanelen op basis van kernmateriaal
De kern is waar het grootste deel van de werkelijke techniek plaatsvindt. Deze bepaalt de brandweerstand, de thermische isolatiewaarde, het gewicht en het gedrag van het paneel onder belasting. Hieronder vindt u de belangrijkste opties die u tegenkomt:
Rock wool core
Steenglaswol is een van de meest gebruikte kernmaterialen voor wand- en scheidingspanelen in schone ruimten. Het biedt uitstekende vuurbestendheid — een 50 mm steenglaswol-schoneruimtepaneel met MGO-plaatbekleding kan doorgaans 60 minuten vuurbestendheid bereiken, en een versie van 100 mm kan tot 4 uur bereiken. Steenglaswol biedt ook goede akoestische isolatie, wat belangrijk is in farmaceutische productie- en laboratoriumomgevingen waar geluidsisolatie tussen productiezones vereist is.
Het nadeel is het gewicht: steenglaswol-schoneruimtepanelen zijn zwaarder dan honingraatalternatieven, wat de installatietijd kan verlengen en de structurele belasting op het plafondssysteem kan vergroten.
Aluminium honingraatkern
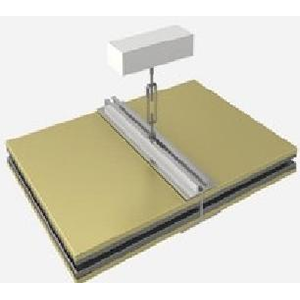
Voor plafondtoepassingen, aluminium Honingbijenkern is de eerste keuze van professionals. De zeshoekige celstructuur biedt een uitzonderlijke sterkte-op-gewichtverhouding — een plafondpaneel moet licht genoeg zijn om het ophangsystem niet te overbelasten, maar tegelijkertijd stijf genoeg om onderhoudspersoneel veilig te kunnen dragen tijdens HVAC- of filteronderhoud. Aluminiumhoningraat voldoet aan beide eisen. Het is niet-brandbaar, vochtbestendig en volledig vezelvrij, waardoor er geen risico is op vezelverontreiniging binnen de ruimte.
Papieren hompenkern
Een zuiniger alternatief voor aluminiumhoningraat: papierhoningraatpanelen bieden voldoende stijfheid voor standaard toepassingen in plafonds en wanden waarbij de eisen aan brandwerendheid bescheiden zijn. Ze zijn lichter en goedkoper, maar niet geschikt voor omgevingen met hoge vochtigheid of toepassingen die aanzienlijke brandweerstand vereisen.
MGO-kern (magnesiumoxideplaat)
MGO-platen worden gewaardeerd om hun brandwerendheid, vochtbestendigheid en dimensionale stabiliteit. MGO kan als zelfstandige kern worden gebruikt of gecombineerd met steenwol — een steenwol + MGO-composiet is een populaire keuze voor farmaceutische GMP-schone ruimten waar zowel brandprestatie als oppervlakthygiëne prioriteit hebben.
PIR/PU-kern (polyisocyanuraat/polyurethaan)
PIR- en PU-schuimkernen bieden de beste thermische isolatieprestaties per millimeter dikte, waardoor ze de standaardkeuze zijn voor temperatuurgecontroleerde schone ruimten, zoals farmaceutische koelketenopslag of biorepositoryfaciliteiten. PU-panelen worden ook gebruikt in schone ruimten voor de voedingsmiddelenindustrie. Een belangrijke opmerking: PU-schuim is brandbaar en kan bij brand giftige gassen vrijgeven, dus lokale brandveiligheidsvoorschriften kunnen het gebruik van PU-kernpanelen beperken of specifieke brandwerende oppervlaktebehandelingen vereisen.
EPS-kern (geëxpandeerd polystyreen)
EPS is de meest kosteneffectieve schuimkernoptie. Het wordt voornamelijk gebruikt in schone ruimten met een lagere classificatie (ISO 7–9) of in gebieden waar thermische isolatie nodig is, maar de eisen aan brandveiligheid lager zijn. EPS wordt niet aanbevolen voor farmaceutische GMP-omgevingen omdat het brandbaar is en gevoelig kan zijn voor bepaalde reinigingsmiddelen.
| Kernmateriaal | Bestemd Voor | Brandclassificatie | Thermische isolatie | Gewicht |
|---|---|---|---|---|
| Steenwol | Wanden, scheidingswanden, GMP | A1 (Niet-brandbaar) | Medium | Zwaar |
| Aluminium Honingbijenkern | Plafonds | A1 (Niet-brandbaar) | Laag–Gemiddeld | Zeer licht |
| Papier honingraat | Standaardplafonds | B–C | Laag | Licht |
| MgO Plaat | Brandwerende wanden | A1 | Medium | Middelzware |
| PIR/PU-schuim | Temperatuurgecontroleerde ruimten | B2 | Uitstekend | Licht |
| EPS schuim | Economische toepassingen | B2 | Goed | Zeer licht |
3. Opties voor oppervlaktemateriaal
De oppervlakteskin is wat u dagelijks ziet, aanraakt en reinigt. In een cleanroom ondergaan oppervlakken veel belasting door regelmatige desinfectie met isopropylalcohol, waterstofperoxideoplossingen en soms sterkere desinfecterende middelen. Het van tevoren kiezen van het juiste skinmateriaal bespaart later aanzienlijke problemen.
Vooraf geverfd verzinkt staal (PPGI / PPGL)
Het meest gebruikte skinmateriaal. Beschikbaar in elke RAL-kleur. Het laksystem is van belang: standaard PE- (polyester) laklagen zijn voldoende voor veel toepassingen, maar voor farmaceutische cleanrooms en omgevingen waar agressieve desinfecterende middelen worden gebruikt, zijn PVDF- (polyvinylideenfluoride) laklagen — die zijn goedgekeurd voor meer dan 20 jaar blootstelling aan buitenlucht — de aangewezen keuze. De staaldikte varieert doorgaans tussen 0,4 mm en 0,6 mm, waarbij 0,5 mm de standaardspecificatie is.
Roestvast staal (304 / 316L)
Voor toepassingen waarbij chemische weerstand en langdurige oppervlakte-integriteit van essentieel belang zijn — zoals de productie van cytostatische geneesmiddelen, de synthese van hoogpotente werkzame bestanddelen (API’s) of spoelruimten in de voedingsindustrie — worden roestvaststaalbekledingen gespecificeerd. Kwaliteit 304 is standaard; 316L biedt betere weerstand tegen chloorionen in kustgebieden of bij toepassingen waar chloorhoudende reinigingsmiddelen worden gebruikt. De gebruikelijke dikte is 0,5 mm, met een geborstelde afwerking (No. 4) of een 2B-afwerking.
Glasvezel versterkte plastic (FRP)
FRP-bekledingen (glasvezelversterkte kunststof) zijn licht van gewicht, zeer chemisch resistent en verkrijgbaar in zowel gladde als gestructureerde afwerkingen. Ze zijn populair in cleanrooms van de voedingsindustrie, waar wanden regelmatig worden onderworpen aan hogedrukspoelingen met sterke reinigingsmiddelen.
HPL (High Pressure Laminate)
HPL biedt een harde, gladde, zeer krasbestendige oppervlakte in een brede waaier aan kleuren en structuren, inclusief antistatische varianten. Wordt vaak gebruikt in cleanrooms voor de elektronica- en halfgeleiderindustrie, waar ESD-beheersing (elektrostatische ontlading) van cruciaal belang is.
PVC-laminaat
Een kosteneffectieve optie voor cleanrooms van lagere kwaliteit. Gemakkelijk te reinigen en verkrijgbaar met hygiënische gladde afwerkingen, maar minder duurzaam dan staal of glasvezelversterkt polyester (FRP) over langere gebruikstijden.
4. Hoe cleanroompanelen worden vervaardigd
Begrijpen hoe cleanroompanelen worden gemaakt, helpt verklaren waarom ze duurder zijn dan standaard sandwichpanelen — en waarom de productiemethode van belang is voor de kwaliteit. Er zijn twee productiebenaderingen: handmatig (handgemaakt) en continu machinaal.
▶ Video: Het productieproces van cleanroompanelen — van grondstof tot afgewerkt paneel
Handmatige (handgemaakte) productie
Handgemaakte cleanroompanelen worden samengevoegd door geschoolde werknemers in plaats van op een continue laminatielijn te worden geperst. Het proces verloopt doorgaans als volgt:
Staalband snijden en walsvormen
Ruw materiaal in de vorm van PPGI- of roestvaststaalbanden wordt gesneden tot de gewenste breedte en gewalsd om het paneelprofiel te vormen — meestal een vlak oppervlak met gevouwen randen.
Snijden van het kernmateriaal
Steenschuim, MGO-platen of honingraatplaten worden op precieze afmetingen gesneden die overeenkomen met de paneelafmeting. De toleranties zijn hier kritiek — spelingen tussen kern en bekleding veroorzaken zwakke plekken en mogelijke contaminatiewegen.
Lijmtoepassing en verlijming
Er wordt een hoogwaardige polyurethaanlijm aangebracht op beide zijden. De kern wordt geplaatst tussen de twee stalen bekledingen en de assemblage wordt onder gecontroleerde druk samengeperst terwijl de lijm uithardt.
Afdichting van alle vier de zijkanten
Alle vier de zijkanten worden afgedicht met gevormde stalen of aluminium kanaalprofielen, waardoor de kern volledig is ingesloten. Deze stap onderscheidt een geschikt cleanroompaneel van een algemeen sandwichpaneel.
Kwaliteitsinspectie
Elk paneel wordt gecontroleerd op vlakheid (tolerantie voor doorbuiging/boog), hechtingssterkte, integriteit van de randafdichting en oppervlaktegebreken. Het paneelgewicht wordt ook geregistreerd in vergelijking met de theoretische specificatie.
Verpakking en verzending
De panelen worden op elkaar gestapeld, met de voorkanten tegen elkaar, en met beschermfolie ertussen; daarna worden ze vastgezet op houten of stalen pallets. De beschermfolie op het oppervlak blijft tot de installatie is voltooid op zijn plaats.
Handgemaakte cleanroompanelen bieden een aanzienlijk voordeel voor cleanroomtoepassingen: de vierzijdige stalen afdichting wordt met veel grotere precisie en robuustheid uitgevoerd dan bij machinegeproduceerde panelen, en ze kunnen in maatwerkafmetingen worden vervaardigd die niet mogelijk zijn met continue persen.
Continue machineproductie
Bij continue laminatielijnen wordt coilstaal van beide zijden tegelijkertijd toegevoerd, terwijl vloeibare schuim (PU of PIR) wordt ingespoten en uitzet in de ruimte tussen de twee bekledingen terwijl de assemblage door een verwarmde pers beweegt. Dit is zeer efficiënt voor lange productielopen van standaardafmetingen, en de schuimverbinding is uiterst uniform. De randafdichting van machinegeproduceerde panelen is echter doorgaans minder robuust, en het proces is slecht geschikt voor kleine partijen op maat.
Voor cleanroomtoepassingen geven de meest ervaren specificatieschrijvers en aannemers de voorkeur aan handmatig vervaardigde panelen — met name voor wanden en plafonds, waarbij contaminatiebeheersing en structurele levensduur gedurende een gebouwlevenscyclus van 20–30 jaar prioriteit hebben.
5. Standaardafmetingen en -specificaties
Er bestaat geen universele standaard voor cleanroompanelafmetingen — deze worden bijna altijd afgestemd op de specifieke projectvereisten. Desalniettemin werken de meeste fabrikanten binnen een reeks gangbare breedtes, en er zijn praktische limieten voor de lengte, gebaseerd op transport- en constructieoverwegingen.
| Parameter | Gangbaar bereik | Opmerkingen |
|---|---|---|
| Breedte van het paneel |
980 mm / 1180 mm (op maat) |
Nettobreedte na aansluiting is meestal 900 of 1200 mm (rooster) |
| Panelenlengte (wand) | ≤ 6.000 mm | Langere panelen met interne stalen versterkingsstaaf zijn mogelijk tot 8.000 mm |
| Panelenlengte (plafond) | ≤ 3.000 mm | Korter vanwege doorbuigingsbeperkingen onder eigen gewicht |
| Paneeldikte | 50 mm / 75 mm / 100 mm | 50 mm het meest gebruikelijk; 100 mm voor hoge brandwerendheid of thermische isolatie |
| Dikte van de bekleding | 0,4 mm / 0,5 mm / 0,6 mm / 0,8 mm | 0,5 mm standaard; 0,8–1,0 mm voor zwaar belaste gebieden |
Technische specificaties steenwol (referentie)
| Eigendom | Waarde |
|---|---|
| Thermische geleidbaarheid (K-waarde) | 0,048 W/m·K |
| Dichtheid van steenwol | 100–150 kg/m³ |
| Brandclassificatie | A1 |
| Bukkingssterkte | ≥ 1,5 kN/m 2 |
| Zurencoëfficiënt | ≥1.8 |
6. Paneelvoegen en verbindingsystemen
Hoe panelen met elkaar — en met de vloer, het plafond en de hoekconstructies — zijn verbonden, is even belangrijk als het paneel zelf. Een perfect paneel met een slecht verbindingsysteem voldoet nog steeds niet aan de eisen voor contaminatiebeheersing. Hieronder staan de belangrijkste voegconfiguraties die worden gebruikt bij de bouw van cleanrooms:
Verborgen inzetverbinding (verborgen voeg)
De meest hygiënische en meest voorgeschreven verbindingsmethode voor cleanrooms in de farmaceutische en halfgeleiderindustrie. Een geprofileerde metalen connector (vaak in de vorm van het Chinese karakter 中) bevindt zich in de voeg tussen twee panelen en is vanuit de ruimte niet zichtbaar. De zichtbare voeg van twee millimeter aan de oppervlakte wordt doorgaans afgedicht met siliconenkit van voedselkwaliteit. Er zijn geen blootliggende bevestigingsmiddelen of groeven waar zich vuil kan ophopen.
Schipspalkverbinding (tong-en-groefverbinding)
Een snellere installatiemethode waarbij panelen aan de randen met elkaar vergrendelen via een trapvormig profiel. Vaak gebruikt in cleanrooms van lagere kwaliteit en toepassingen in de voedingsindustrie. De verbinding is minder luchtdicht dan een verborgen connector systeem, maar wel toelaatbaar voor ISO 7–9 omgevingen.
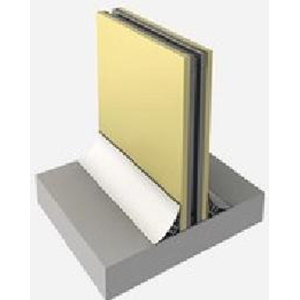
U-profiel- en H-profielsystemen
Vloer-U-profielen positioneren de onderkant van de panelen, bovenste U-profielen positioneren de bovenkant van de panelen en H-profielen (of aluminium extrusies met ingebouwde afdichtingen) verbinden de panelen langs hun verticale randen. Dit systeem wordt gebruikt bij modulaire cleanroomconfiguraties die in de toekomst mogelijk moeten worden herconfigureerd of uitgebreid.
Hoek- en T-kruisingsfittingen
Voorgevormde stalen of aluminium extrusies verzorgen de overgangen bij binnen- en buitenthoeken, T-kruisingen (waar een scheidingswand een omtrekmuur ontmoet) en kruispunten. Deze details moeten specifiek worden ontworpen en vervaardigd voor de gebruikte paneeldikte.


7. Cleanroomdeuren en -ramen: Het afsluiten van de omsluiting
Cleanroompanelen vormen de structurele omhulling, maar een cleanroom is slechts zo effectief als zijn zwakste punt — en de zwakste punten zijn altijd de openingen: deuren en ramen. Deze elementen moeten op hetzelfde niveau worden ontworpen als de panelen zelf, en niet als een nagedachte specificatie.
Schoonruimtedeuren
Een cleanroomdeur is geplaatst in een paneelopening en moet het drukverschil van de lucht, de luchtdichtheid en de oppervlakhygiëne van de omliggende wand behouden. Belangrijke ontwerpkenmerken waarop u moet letten, zijn:
- Invlak gemonteerde frame: De deurframe moet vlak met het paneeloppervlak aan de schone zijde zitten — geen uitstekende groeven of aanslagen waar deeltjes zich kunnen ophopen.
- Doorlopende omtrekafdichting: Een compressieafdichting loopt rondom de volledige omtrek van de deur. Dit is de primaire luchtdichting. EPDM-afdichtingen zijn de industrienorm; siliconenafdichtingen worden gebruikt wanneer chemische compatibiliteit vereist is.
- Kernmateriaal: De meeste cleanroomdeuren gebruiken een honingraat- of schuimkern om het gewicht beheersbaar te houden, terwijl ze toch stijfheid behouden. Zware stalen deuren zonder gewichtsbeheersing maken frequent openen en sluiten (wat veelvoorkomt in operationele cleanrooms) fysiek zwaar en veroorzaken vroegtijdige scharnier- en dichter-slijtage.
- Integratie van kijkvenster: Veel cleanroomdeuren zijn voorzien van een glazen observatiepaneel met verzegelde dubbele beglazing — waardoor visuele communicatie tussen zones mogelijk is zonder de deur te openen.
- Automatische sluiters: Door middel van veerbelasting of hydraulische deursluiters wordt gegarandeerd dat de deur nooit opengestaan blijft — een essentiële veiligheidsmaatregel in farmaceutische ruimtes met overdruk.
- Onderling vergrendelde luchtsluizen: Wanneer twee deuren een luchtsluizenfunctie vormen (voor personeel of materialen), voorkomen magnetische of elektronische vergrendelingen dat beide deuren tegelijkertijd worden geopend, wat de drukregeling waarborgt.
De deurgroottes zijn afgestemd op het project, maar standaard vleugelafmetingen (900 mm of 1000 mm breed × 2100 mm of 2400 mm hoog) zijn het meest gebruikelijk. Tweevleugelige deuren worden gebruikt in materialenhandelingszones waar palletwagens of trolleys doorheen moeten kunnen.
▶ Video: Productieproces voor medische cleanroomdeuren en -ramen
Cleanroomramen
Observatieraampjes in wanden van schone ruimten vervullen twee doeleinden: ze maken visuele toezicht op processen zonder dat er hoeft te worden binnengegaan, en in sommige ontwerpen leveren ze natuurlijk licht om vermoeidheid van de operator te verminderen. Ramen voor schone ruimten moeten aan dezelfde hygiënestandaarden voor oppervlakken en luchtdichtheidsvereisten voldoen als de wanden waarin ze zijn ingebouwd.
Typische specificaties voor ramen in schone ruimten omvatten:
- Dubbel of driedubbel glas met aluminium afstandhouders en droogmiddel om interne condensvorming te voorkomen
- Vlakke binnenoppervlakte — het glas moet op gelijke hoogte met het paneeloppervlak aan de schone zijde liggen, zonder inbouwranden of verdiepingen in het binnenframe
- Silicone-afdichting rondom aan de schone zijde; mechanisch bevestigd frame aan de buitenzijde
- Gehard of gelaagd veiligheidsglas — meestal minimaal 6 mm gehard glas
- Antistatische of laag-emissiecoatings — gespecificeerd in cleanrooms voor de halfgeleider- en elektronica-industrie
Ramens worden doorgaans geleverd als complete, fabrieksverglazte eenheden die tijdens de bouw in de paneelopening worden geïnstalleerd. Ter plaatse uitvoeren van de verglazing wordt niet aanbevolen, omdat het aanbrengen van siliconen onder bouwomstandigheden moeilijk te beheersen is.
Ontwerptip: Bij het ontwerpen van uw cleanroomindeling dient u de positie van ramen en deuren af te stemmen op het structurele paneelrooster voordat de productie begint. Het verplaatsen van een raam nadat de panelen zijn geïnstalleerd vereist het doorsnijden en opnieuw inramen van het betreffende paneel — een kostbare en storende procedure.
8. In welke sectoren worden cleanroompanelen gebruikt?
Cleanroompanelen worden in een veel breder scala aan sectoren gebruikt dan de meeste mensen beseffen. De bouwspecificatie verschilt aanzienlijk per sector, dus het is zinvol om te weten waar uw toepassing binnen dit spectrum valt.
Farmacie en biotechnologie (GMP-cleanrooms)
De meest veeleisende en strengst gereguleerde cleanroomtoepassing. EU GMP-bijlage 1 (aseptische productie) en de Amerikaanse FDA 21 CFR Deel 211 bepalen de eisen voor ontwerp en bouw. Typisch zijn platen met een kern van steenwol of magnesiumoxide (MGO) en een bekleding van staal met PVDF-coating of roestvrij staal. Afgeronde hoeken (interne straalvormige overgangen bij vloer/wand/plafond) zijn verplicht in zones van hogere klasse om vuilopslag te voorkomen. ISO 5 tot ISO 7.
Vervaardiging van halfgeleiders en elektronica
De eisen voor deeltjescontrole zijn extreem — sommige halfgeleiderfabrieken werken op ISO 1 (minder dan 10 deeltjes ≥ 0,1 µm per kubieke meter). De oppervlaktematerialen van de platen moeten antistatisch zijn of geaard worden, en alle materialen binnen de ruimte moeten worden beoordeeld op uitgassing — de emissie van sporen chemische dampen die gevoelige processen kunnen verontreinigen. Aluminiumhoningraatplafonds met HPL- of poedercoated roestvrijstalen wanden zijn gebruikelijk.
Voedsel- en drankverwerking
Cleanrooms voor de voedingsmiddelenindustrie leggen de nadruk op hygiëne, chemische weerstand tegen sterke reinigingsmiddelen en ondoordringbaarheid voor vocht. FRP-afdekkingen, PU- of PIR-kernen en afgeronde interne hoeken zijn standaard. De vereisten liggen meestal tussen ISO 7 en ISO 9. Toepassingen in koelruimtes (voor gekoelde of diepvriesvoedselproductie) vereisen hoogwaardige thermische isolatie, waardoor panelen met een dikke PIR-kern de standaardkeuze zijn.
Medische Apparatuur Fabricage
Faciliteiten die voldoen aan ISO 13485 en implanteerbare medische hulpmiddelen of steriele medische apparatuur produceren, vereisen cleanrooms van ISO 5 tot ISO 7. De specificaties voor panelen zijn vergelijkbaar met die in de farmaceutische sector, maar bieden meer flexibiliteit wat betreft afgeronde hoeken in ruimtes met een lagere klasse.
Operatiekamers en steriele verwerkingsruimtes in ziekenhuizen
Ziekenhuisoperatiekamers zijn doorgaans ISO 5 (klasse 100)-omgevingen voor het chirurgisch veld, waarbij volledig ingebouwde plafond- en wandsystemen zonder zichtbare bevestigingsmiddelen of voegen vereist zijn. Er worden panelen met roestvrijstalen of PVDF-bekleding, geïntegreerde verlichting en HEPA/ULPA-filterplafondplenumsystemen gebruikt. Cleanroom-panelsystemen komen ook voor in CSSD’s (Centrale Steriele Diensten) en isolatorkamers.
Laboratoria en onderzoeksvoorzieningen
R&D-cleanrooms omvatten een breed scala aan zuiverheidsklassen, afhankelijk van het uitgevoerde onderzoek. De eisen zijn over het algemeen flexibeler dan die voor GMP-farmaceutische ruimtes, en modulaire cleanroomsystemen met panelen die kunnen worden hergeconfigureerd, zijn populair.
9. Hoe kiest u het juiste cleanroompaneel?
Gezien het scala aan opties komt de keuze van het juiste paneel voor uw project neer op het doorlopen van een aantal belangrijke beslissingen, in deze volgorde:
- Bepaal de vereiste ISO-classificatie. ISO 5 en hoger vereist doorgaans niet-brandbare kernen (rotsvezel, MGO of aluminium-honingraatstructuur), roestvrijstalen of PVDF-gecoate buitenpanelen en verborgen bevestigingssystemen. ISO 7–9 biedt meer flexibiliteit wat betreft kernmateriaal en oppervlakteafwerking.
- Controleer de lokale brandveiligeheidsvoorschriften. In veel landen vereisen farmaceutische en ziekenhuisreinruimtes een A1-classificatie (niet-brandbaar) of ten minste een B-s1,d0-brandclassificatie. Dit beperkt uw keuze van kernmaterialen onmiddellijk.
- Houd rekening met het schoonmaak- en desinfectieregime. Als in de installatie bleek, waterstofperoxide-damp (VHP) of andere oxyderende stoffen worden gebruikt, zal PPGI-verf met PE-coating snel verslijten. Specificeer vanaf het begin PVDF- of roestvrijstalen buitenpanelen, om dure vervanging later te voorkomen.
- Bekijk de eisen voor plafonds en wanden afzonderlijk. De meeste projecten moeten rotsvezel- of MGO-panelen gebruiken voor wanden en aluminium-honingraatpanelen voor plafonds. Specificeer niet dezelfde panelen voor beide toepassingen zonder eerst de specifieke eisen voor elk te hebben geëvalueerd.
- Plan voor toekomstige flexibiliteit. Als de indeling van de ruimte mogelijk moet worden gewijzigd binnen 5–10 jaar, kan een modulair H-profiel paneelsysteem (gemakkelijker te demonteren en opnieuw in te richten) het kleine prijsverschil ten opzichte van een permanent gelijmd systeem waard zijn.
- Regel deuren en ramen vroegtijdig af. Openingen in panelen voor deuren en ramen moeten tijdens de fabricagefase van de panelen worden afgemeten, gepositioneerd en geframeerd. Zorg ervoor dat uw specificaties voor deuren en ramen zijn bevestigd voordat de werktekeningen voor de panelen definitief worden vastgesteld.
10. Overzicht van de installatie
De installatie van cleanroompanelen is een gespecialiseerde vaardigheid. Hoewel de panelen zelf vertrouwd zijn voor iedereen met ervaring in constructief metaalwerk, vereisen de eisen aan luchtdichtheid en de afstemming met HVAC-, elektrische-, sanitair- en apparatuurvoorbereidingen een hoger precisieniveau dan bij standaardbouw.
De typische installatievolgorde voor een handmatig cleanroompaneelsysteem:
- Installeer de U-profielen voor de vloer langs alle paneellijnen aan de basis, en zorg voor nauwkeurige uitlijning volgens de plattegrond van de ruimte.
- Installeer de omtrekbovenkanalen en eventuele tussenconstructiedragers op het plafondniveau
- Richt eerst de hoek- en randpalen op om de startreferenties voor de paneelbanen vast te stellen
- Plaats wandpanelen in de vloer- en bovenkanalen en verbind ze met verborgen verbindingselementen terwijl elk paneel wordt geplaatst
- Installeer de plafondhangconstructie (meestal verzinkte stalen hoekprofielen of kanaalprofielen die aan het dragende plafond zijn opgehangen)
- Installeer de plafondpanelen, beginnend in het midden van de ruimte en werk naar buiten toe
- Installeer de deurkozijnen en raamkozijnen in de vooraf gevormde openingen
- Hang deuren op en plaats glas in de ramen
- Breng siliconenafdichtingsmiddel aan op alle voegen, hoeken en doorgangen aan de schone zijde
- Voer een druktest uit (met rook of sporengas) om de luchtdichtheid te verifiëren voordat de ruimte wordt overgenomen
De siliconenafdichtingsfase is vaak de fase die bepaalt of een cleanroom slaagt in de inbedrijfstellingstests. Elke voeg, elke doorgang en elke overgang tussen verschillende componenten moet volledig worden afgedicht en zorgvuldig worden geïnspecteerd.
11. Veelgestelde vragen
Wat is het verschil tussen een cleanroompaneel en een gewoon sandwichpaneel?
Een standaard industrieel sandwichpaneel (gebruikt in magazijnen, fabrieken of koelruimtes) wordt doorgaans geproduceerd op een continue pers en laat het kernmateriaal aan de gesneden randen blootliggen. Een cleanroompaneel heeft alle vier de randen afgedicht — meestal met gevormd staal of aluminium — om te voorkomen dat vezels of deeltjes uit de kern de gecontroleerde omgeving binnendringen. Cleanroompanelen hebben ook strengere toleranties voor vlakheid en zijn ontworpen om vlak op elkaar aan te sluiten, zonder uitstekende bevestigingsmiddelen aan de binnenzijde.
Kunnen cleanroompanelen buitenshuis worden gebruikt?
Standaard cleanroompanelen zijn ontworpen voor binnen gebruik. Hoewel de stalen bekledingen lichte weersomstandigheden tijdens de installatie kunnen weerstaan, leidt langdurige buitengebruik — UV-straling, regeninfiltratie, thermische cycli — tot verslechtering van het laksystem en kan de afdichting van de randen in gevaar brengen. Als u een cleanroomomhulsel nodig hebt dat naar buiten is gericht, specificeer dan panelen met PVDF-gecoate of Galvalume-bekledingen en zorg ervoor dat alle randen zijn voorzien van robuuste weerbestendige afwerking.
Hoe lang blijven cleanroompanelen me?
Met behoorlijk onderhoud hebben cleanroompanelen doorgaans een levensduur van 20–30 jaar. De geverfde stalen bekledingen (vooral met PVDF-coating) behouden gedurende deze periode hun uiterlijk en hygiëneprestaties, mits ze worden gereinigd met goedgekeurde reinigingsmiddelen en niet worden blootgesteld aan mechanische schade. Kernen van steenwol zijn in feite permanent; schuimkernen (PU, PIR) zijn eveneens duurzaam, zolang vochtinfiltratie aan de randen wordt voorkomen. De meest voorkomende reden voor vervroegde vervanging is schade tijdens de bedrijfsvoering of de noodzaak om de ruimte-indeling te wijzigen, en niet materiaalveroudering.
Welke brandklasse kunnen cleanroompanelen bereiken?
Dit hangt voornamelijk af van de kern. Een plaat met een kerndikte van 50 mm van steenwol en MGO-platen bereikt doorgaans REI 60 (60 minuten brandweerstand). Een versie met een kerndikte van 100 mm kan REI 240 (4 uur) bereiken. Aluminium-honingraatpanelen zijn niet-brandbaar (klasse A1), maar bieden op zichzelf geen significante brandcompartimentering. Panelen met een kern van PU- of PIR-schuim behalen maximaal B-s2,d0 tot B-s3,d1, wat mogelijk onvoldoende is voor farmaceutische GMP- of ziekenhuisomgevingen.
Wat is de levertijd voor de productie van cleanroompanelen?
De levertijd is afhankelijk van de bestelomvang, de beschikbaarheid van het kernmateriaal en of er aangepaste afmetingen of kleuren nodig zijn. Voor standaard steenwol- of aluminium-honingraatpanelen in gangbare kleuren kunnen de meeste fabrikanten bij matige hoeveelheden binnen 7–15 dagen leveren. Grote orders (volledige installatie) of aangepaste specificaties (niet-standaard breedtes, speciale coatings) kunnen 3–6 weken vergen. Bevestig de levertijden altijd voordat u uw bouwplanning definitief vastlegt, met name wanneer de panelen internationaal worden ingevoerd.
Bieden cleanroompanelen geluidsisolatie?
Ja — in verschillende mate, afhankelijk van de paneeldikte en de kerndichtheid. Panelen met een steenwolcore bieden de beste akoestische prestaties, met doorgaans 35–50 dB geluidsreductie, afhankelijk van de dikte en of het paneelsysteem volledig is afgedicht. Dit is relevant in de farmaceutische productie, waar vaak geluidsscheiding tussen ruimtes vereist is, zowel om wettelijke voorschriften te naleven als om redenen van arbeidsgezondheid. Panelen met honingraat- en schuimcore bieden een lagere akoestische prestatie — meestal 25–35 dB — en kunnen in geluidssensitieve toepassingen aanvullende akoestische maatregelen vereisen.
Kunnen bestaande cleanroompanelen worden overgeschilderd of opnieuw bekleed?
Opnieuw verven wordt over het algemeen niet aanbevolen in GMP-farmaceutische omgevingen, omdat de oppervlaktecontinuïteit en reinigbaarheid van de oorspronkelijke, fabrieksgeleverde coating ter plaatse niet betrouwbaar kunnen worden nagebootst. Voor cleanrooms van lagere kwaliteit of niet-gereguleerde faciliteiten is echter professioneel op locatie opnieuw verven met epoxy- of polyurethaan-cleanroomverfsystemen mogelijk. De meest gebruikte aanpak voor oppervlakterenovatie in farmaceutische cleanrooms is het aanbrengen van een gelamineerd paneeloverlay-systeem — in feite een dunne nieuwe oppervlakteskin die op het bestaande paneeloppervlak wordt geplakt.
Zijn cleanroompanelen verkrijgbaar in aangepaste kleuren?
Ja. Elke RAL-kleur is beschikbaar als standaardoptie bij de meeste fabrikanten, meestal met een minimale bestelhoeveelheid (vaak 2.000 m² of meer voor niet-standaardkleuren). Wit (RAL 9003 of 9016) en lichtgrijs (RAL 7035) zijn de meest gebruikte kleuren voor cleanrooms. Voor bestellingen onder de minimale hoeveelheid bieden fabrikanten doorgaans een selectie van direct leverbare kleuren aan. Roestvrijstalen bekledingen zijn verkrijgbaar in hun natuurlijke afwerking en vereisen geen laklaag.
Klaar om uw cleanroompanelen te specificeren?
Of u nu een GMP-farmaceutische installatie, een halfgeleiderfabriek, een voedingsmiddelenverwerkingsinstallatie of een laboratorium bouwt: ons technisch team helpt u bij het kiezen van het juiste paneeltype, het specificeren van deur- en raamsystemen en het ontwerpen van een complete cleanroom-shelloplossing.
Vraag een gratis offerte aan →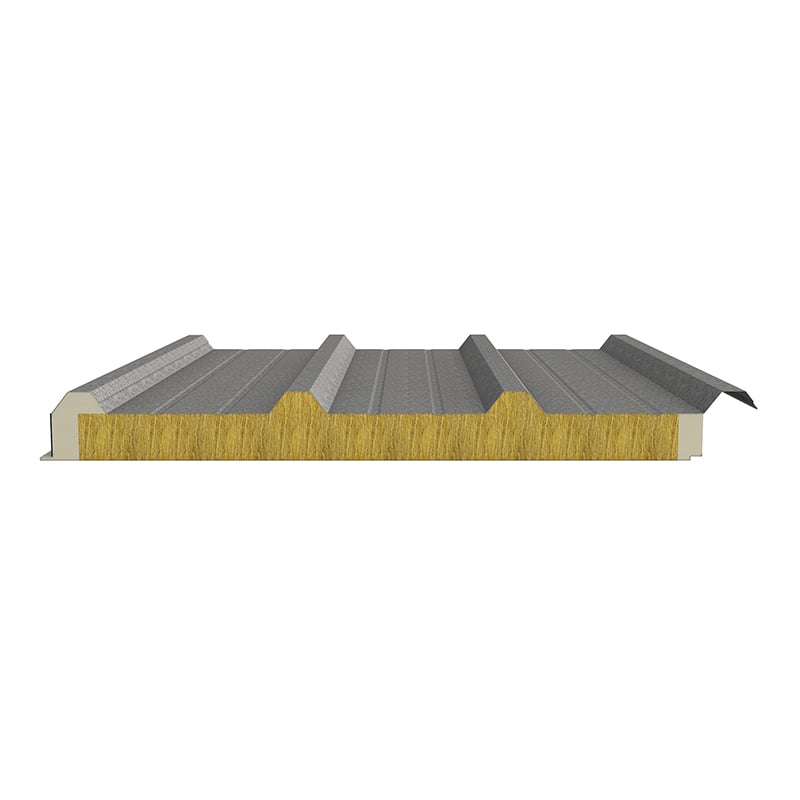




 Actueel nieuws
Actueel nieuws
