


Wenn Sie jemals eine pharmazeutische Produktionsstätte, eine Halbleiter-Fertigungsanlage, eine Lebensmittelverarbeitungsanlage oder einen Operationssaal in einem Krankenhaus betreten haben, standen Sie wahrscheinlich bereits in einem Raum, der mit Reinraumpaneelen ausgekleidet ist – auch wenn Ihnen das nicht bewusst war. Diese Paneele bilden die Wände, Decken und Trennwände praktisch aller kontrollierter Umgebungen weltweit. Doch worin unterscheiden sie sich genau von herkömmlichen Wandpaneelen? Und wie wählen Sie den richtigen Typ für Ihr Projekt aus?
Dieser Leitfaden behandelt alle Aspekte: Was Reinraumpaneelen sind, die verfügbaren Typen, ihre Herstellung, Standardgrößen und technischen Spezifikationen, ihre Integration mit Reinraumtüren und -fenstern sowie Antworten auf die häufigsten Fragen, die Käufer vor Auftragserteilung stellen.
1. Was ist ein Reinraumpanel?
Ein Reinraumpanel ist ein speziell entwickeltes Sandwich-Bauelement, das zur Schaffung und Aufrechterhaltung kontrollierter Umgebungen konzipiert ist – also Räume, in denen luftgetragene Partikel, Temperatur, Luftfeuchtigkeit und elektrostatische Aufladung innerhalb streng definierter Grenzwerte gehalten werden. Im Gegensatz zu Standard-Trockenbauwänden oder gewerblichen Trennwandsystemen sind Reinraumpaneele so konstruiert, dass sie die spezifischen Anforderungen der ISO-Reinraumklassifizierungen (ISO 1 bis ISO 9) sowie entsprechender Normen wie GMP, Fed-Std-209E oder IEST erfüllen.
Die Grundstruktur ist immer dieselbe: zwei starre Deckschichten (auch „Skins“ genannt), die mit einem festen, isolierenden Kern verbunden sind. Was sich bei verschiedenen Produkten unterscheidet, sind das Material der Deckschichten, die Art des Kerns, die Dicke sowie die Kantenbearbeitung – all diese Faktoren beeinflussen unmittelbar die Brandschutzeigenschaften, die Wärmedämmung, die Tragfähigkeit, die Reinigbarkeit der Oberfläche und die chemische Beständigkeit.
Wichtigste Punkte: Alle vier Kanten einer ordnungsgemäßen Reinraumplatte sind abgedichtet – üblicherweise mit Stahl oder Aluminium –, um ein Austreten von Kernpartikeln in die kontrollierte Umgebung zu verhindern. Dies stellt einen entscheidenden Unterschied zu industriellen Sandwichplatten dar, die beispielsweise in Lagerhallen oder Kühlräumen eingesetzt werden.
Reinraumplatten werden hauptsächlich als:
- Wandpaneele — vertikale Innenwände und Außenhüllwände
- Deckenpanele — abgehängte oder statisch tragende horizontale Flächen
- Bodenplatten — erhöhte Zugangsböden in einigen hochwertigen Reinraumkonfigurationen
Zusammen mit Reinraumtüren, -fenstern, Bodensystemen, HLK-Ausrüstung, Beleuchtung und Überwachungsinstrumenten bilden Reinraumplatten die physische Hülle, die eine Kontaminationskontrolle ermöglicht.

2. Arten von Reinraumplatten nach Kernmaterial
Der Kern ist der Bereich, in dem der größte Teil der eigentlichen Konstruktion stattfindet. Er bestimmt die Feuerwiderstandsklasse, den Wärmedämmwert, das Gewicht sowie das Verhalten der Platte unter Last. Folgende Hauptvarianten werden Ihnen begegnen:
Gesteinswollkern
Steinwolle ist eines der am weitesten verbreiteten Kernmaterialien für Wand- und Trennwandpaneele in Reinräumen. Sie bietet hervorragende Feuerbeständigkeit — eine 50-mm-Steinwolle-Reinraumplatte mit Magnesiumoxidplatten (MGO) als Beplankung erreicht typischerweise eine Feuerwiderstandsdauer von 60 Minuten, während eine 100-mm-Version bis zu 4 Stunden erreichen kann. Steinwolle bietet zudem eine gute akustische Isolierung, was in pharmazeutischen Produktionsstätten und Laborumgebungen wichtig ist, wo eine Geräuschentkopplung zwischen den Produktionszonen erforderlich ist.
Der Nachteil ist das Gewicht: Steinwolle-Reinraumplatten sind schwerer als Alternativen mit Wabenkern, was die Montagezeit verlängern und die statische Belastung des Deckensystems erhöhen kann.
Aluminium-Wabenkern
Für Deckenanwendungen, aluminium Sixcore ist die erste Wahl für Fachleute. Die sechseckige Zellstruktur bietet ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht – eine Deckenplatte muss leicht genug sein, um das Aufhängungssystem nicht zu überlasten, gleichzeitig aber steif genug, um Wartungspersonal, das während der Wartung von HLK-Anlagen oder Filtern darüberläuft, sicher zu tragen. Aluminium-Wabenstrukturen erfüllen beide Anforderungen. Sie sind nicht brennbar, feuchtigkeitsbeständig und vollständig faserfrei, sodass keinerlei Risiko einer Faserverunreinigung im Raum besteht.
Papier-Honigwabenkern
Eine wirtschaftlichere Alternative zu Aluminium-Wabenplatten: Papier-Wabenplatten bieten ausreichende Steifigkeit für Standard-Anwendungen bei Decken und Trennwänden, bei denen nur geringe Anforderungen an die Feuerwiderstandsklasse gestellt werden. Sie sind leichter und kostengünstiger, eignen sich jedoch nicht für feuchte Umgebungen oder Anwendungen mit hohen Anforderungen an den Feuerwiderstand.
MGO-(Magnesiumoxid-)Plattenkern
MGO-Platten werden wegen ihrer Feuerbeständigkeit, Feuchtigkeitsbeständigkeit und dimensionsstabilen Eigenschaften geschätzt. MGO kann als eigenständiger Kern oder in Kombination mit Steinwolle eingesetzt werden – ein Verbund aus Steinwolle und MGO ist eine beliebte Wahl für pharmazeutische GMP-Reinräume, bei denen sowohl die Feuerleistung als auch die Oberflächenhygiene im Vordergrund stehen.
PIR-/PU-Kern (Polyisocyanurat/Polyurethan)
PIR- und PU-Schaumkerne bieten die beste Wärmedämmleistung pro Millimeter Dicke und sind daher die Standardwahl für temperaturgeregelte Reinräume wie Kühlketten-Lager für Pharmazeutika oder Biorepositorien. PU-Platten werden zudem in Reinräumen der Lebensmittelindustrie eingesetzt. Ein wichtiger Hinweis: PU-Schaum ist brennbar und kann bei Bränden giftige Gase freisetzen; daher können lokale Brandschutzvorschriften die Verwendung von PU-Kernplatten einschränken oder spezifische brandschutztechnisch zugelassene Oberflächenbehandlungen vorschreiben.
EPS-Kern (expandierter Polystyrolschaum)
EPS ist die kostengünstigste Schaumkern-Variante. Es wird hauptsächlich in Reinräumen mit niedrigerer Klassifizierung (ISO 7–9) oder in Bereichen eingesetzt, in denen eine Wärmedämmung erforderlich ist, die Brandschutzanforderungen jedoch geringer sind. EPS wird für pharmazeutische GMP-Umgebungen nicht empfohlen, da es brennbar ist und durch bestimmte Reinigungslösungsmittel beeinträchtigt werden kann.
| Kernmaterial | Bestes für | Feuerbeständigkeit | Wärmedämmung | Gewicht |
|---|---|---|---|---|
| Steinwolle | Wände, Trennwände, GMP | A1 (Nicht brennbar) | Mittel | Schwer |
| Aluminium Sixcore | Decken | A1 (Nicht brennbar) | Gering–Mittel | Sehr leicht |
| Papier-Bienenwabensandwich | Standard-Decken | B–C | Niedrig | Licht |
| MgO-Platte | Brandschutzwände | A1 | Mittel | Mittelgewichtige |
| PIR-/PU-Schaum | Temperaturgeregelte Räume | B2 | Ausgezeichnet | Licht |
| EPS-Schaum | Kostengünstige Anwendungen | B2 | Gut | Sehr leicht |
3. Optionen für Oberflächenmaterialien
Die Oberflächenbespannung ist das, was Sie täglich sehen, anfassen und reinigen. In einem Reinraum unterliegen Oberflächen regelmäßig einer starken Beanspruchung durch Desinfektion mit Isopropylalkohol, Wasserstoffperoxidlösungen und gelegentlich stärkeren Desinfektionsmitteln. Die richtige Wahl des Bespannungsmaterials von Anfang an erspart später erhebliche Probleme.
Vorlackierter verzinkter Stahl (PPGI / PPGL)
Das gängigste Bespannungsmaterial. Erhältlich in jeder RAL-Farbe. Das Lacksystem ist entscheidend: Standard-PE-(Polyester-)Lacke sind für viele Anwendungen ausreichend, doch für pharmazeutische Reinräume und Umgebungen mit aggressiven Desinfektionsmitteln sind PVDF-(Polyvinylidenfluorid-)Lacke – die für eine Außendauerbeständigkeit von über 20 Jahren zugelassen sind – die bevorzugte Wahl. Die Stahldicke liegt typischerweise zwischen 0,4 mm und 0,6 mm; 0,5 mm ist die Standardausführung.
Edelstahl (304 / 316L)
Für Anwendungen, bei denen chemische Beständigkeit und langfristige Oberflächenintegrität von entscheidender Bedeutung sind – wie beispielsweise bei der Herstellung zytotoxischer Arzneimittel, der Synthese hochpotenter Wirkstoffe (APIs) oder in Reinigungsräumen der Lebensmittelverarbeitung – werden Edelstahl-Deckschichten vorgeschrieben. Werkstoffgrad 304 ist Standard; 316L bietet eine bessere Chloridbeständigkeit für Küstenregionen oder Anwendungen mit chlorhaltigen Reinigungsmitteln. Die typische Dicke beträgt 0,5 mm, mit einer gebürsteten Oberfläche (Oberflächenqualität No. 4) oder einer 2B-Oberfläche.
Faserverstärkter Kunststoff (FRP)
GFK-Deckschichten (Glasfaserverstärkter Kunststoff) sind leichtgewichtig, hochgradig chemikalienbeständig und in glatter oder strukturierter Ausführung erhältlich. Sie erfreuen sich großer Beliebtheit in Reinräumen der Lebensmittelindustrie, wo Wände häufig hohen Druckreinigungen mit starken Reinigungsmitteln unterzogen werden.
HPL (Hochdruck-Laminat)
HPL bietet eine harte, glatte und hochgradig kratzfeste Oberfläche in einer breiten Palette von Farben und Strukturen, einschließlich elektrostatisch ableitender Varianten. Es wird häufig in Reinräumen der Elektronik- und Halbleiterindustrie eingesetzt, wo die Kontrolle elektrostatischer Entladungen (ESD) von kritischer Bedeutung ist.
PVC-Laminat
Eine kostengünstige Option für Reinräume niedrigerer Klasse. Leicht zu reinigen und in hygienischen, glatten Oberflächen erhältlich, jedoch weniger langlebig als Stahl oder GFK über längere Einsatzzeiträume.
4. Wie Reinraumplatten hergestellt werden
Das Verständnis der Herstellung von Reinraumplatten erklärt, warum sie teurer sind als Standard-Sandwichplatten – und warum das Herstellungsverfahren entscheidend für die Qualität ist. Es gibt zwei Produktionsansätze: manuelle (handgefertigte) und kontinuierliche maschinelle Fertigung.
▶ Video: Herstellungsprozess von Reinraumplatten – vom Rohmaterial zur fertigen Platte
Manuelle (handgefertigte) Produktion
Manuell hergestellte Reinraumplatten werden von qualifizierten Facharbeitern manuell zusammengebaut, anstatt auf einer kontinuierlichen Laminierlinie gepresst zu werden. Der Prozess verläuft typischerweise wie folgt:
Stahl-Coil-Aufteilung und Profilwalzen
Rohmaterialien in Form von PPGI- oder Edelstahl-Coils werden auf die erforderliche Breite zugeschnitten und profilgewalzt, um das gewünschte Plattenprofil zu erzeugen – üblicherweise eine ebene Oberfläche mit gefalteten Kanten.
Zuschneiden des Kernmaterials
Steinwolle, MGO-Platten oder Wabenplatten werden auf exakte Abmessungen zugeschnitten, die der Paneelgröße entsprechen. Hier sind Toleranzen entscheidend – Lücken zwischen Kern und Deckschicht erzeugen Schwachstellen und potenzielle Kontaminationspfade.
Klebstoffauftrag und Verklebung
Ein hochfester Polyurethanklebstoff wird auf beide Seiten aufgetragen. Der Kern wird zwischen die beiden Stahldeckschichten positioniert, und die gesamte Anordnung wird unter kontrolliertem Druck zusammengepresst, während der Klebstoff aushärtet.
Vierseitige Kantenabdichtung
Alle vier Kanten werden mit profilierten Stahl- oder Aluminiumkanalprofilen abgedichtet, wodurch der Kern vollständig eingeschlossen wird. Dieser Schritt unterscheidet ein ordnungsgemäßes Reinraumpaneel von einem herkömmlichen Sandwichpaneel.
Qualitätsprüfung
Jedes Paneel wird auf Ebenheit (Biege-/Wölbungstoleranz), Haftfestigkeit, Integrität der Kantenabdichtung sowie Oberflächenfehler geprüft. Das Paneelgewicht wird zudem gegenüber der theoretischen Spezifikation dokumentiert.
Verpackung und Versand
Die Platten werden gesichtsweise gestapelt, wobei eine Schutzfolie zwischen ihnen liegt; anschließend werden sie auf Holz- oder Stahlpaletten befestigt. Die Schutzfolie auf der Oberfläche bleibt bis zum Abschluss der Montage erhalten.
Handgefertigte Reinraumplatten bieten bei Reinraumanwendungen einen deutlichen Vorteil: Die vierseitige Stahlabdichtung erfolgt mit deutlich höherer Präzision und Robustheit als bei maschinell hergestellten Platten, und sie können in Sondergrößen gefertigt werden, die kontinuierliche Pressen nicht bewältigen können.
Kontinuierliche Maschinenfertigung
Bei kontinuierlichen Laminieranlagen wird Coil-Stahl gleichzeitig von beiden Seiten zugeführt, während flüssiger Schaum (PU oder PIR) in den Hohlraum zwischen den beiden Deckschichten injiziert und sich beim Durchlaufen einer beheizten Presse ausdehnt. Dies ist für lange Serienfertigungen in Standardgrößen äußerst effizient, und die Schaumbindung ist außerordentlich homogen. Allerdings ist die Kantenabdichtung bei maschinell hergestellten Platten in der Regel weniger robust, und das Verfahren eignet sich nur unzureichend für kleine Chargen oder kundenspezifische Sonderanfertigungen.
Für Reinraumanwendungen bevorzugen erfahrene Planer und Auftragnehmer in der Regel manuell hergestellte Paneele – insbesondere für Wände und Decken, bei denen Kontaminationskontrolle und strukturelle Langlebigkeit über eine Gebäudelebensdauer von 20–30 Jahren im Vordergrund stehen.
5. Standardgrößen und Spezifikationen
Es gibt keinen einzigen universellen Standard für die Abmessungen von Reinraumpaneelen – diese werden nahezu immer individuell an die Projektanforderungen angepasst. Dennoch arbeiten die meisten Hersteller innerhalb eines gängigen Breitenbereichs, und es bestehen praktische Längenbegrenzungen aufgrund von Transport- und Konstruktionsaspekten.
| Parameter | Gängiger Bereich | Anmerkungen |
|---|---|---|
| Panelbreite |
980 mm / 1180 mm (kundenspezifisch) |
Nutzbreite nach Verbindung meist 900 oder 1200 mm Raster |
| Paneellänge (Wand) | ≤ 6.000 mm | Längere Paneele mit interner Stahlverstärkungsstange möglich bis zu 8.000 mm |
| Paneellänge (Decke) | ≤ 3.000 mm | Kürzer aufgrund der Durchbiegungsgrenzen unter Eigengewicht |
| Plattenstärke | 50 mm / 75 mm / 100 mm | 50 mm am gebräuchlichsten; 100 mm für hohe Feuerwiderstandsklasse oder Wärmedämmung |
| Deckblechdicke | 0,4 mm / 0,5 mm / 0,6 mm / 0,8 mm | 0,5 mm als Standard; 0,8–1,0 mm für Bereiche mit starker mechanischer Beanspruchung |
Technische Spezifikationen für Steinwolle (Referenz)
| Eigentum | Wert |
|---|---|
| Wärmeleitfähigkeit (k-Wert) | 0,048 W/(m·K) |
| Dichte der Steinwolle | 100–150 kg/m³ |
| Brandklassifizierung | A1 |
| Biegefestigkeit | ≥ 1,5 kN/m 2 |
| Säurekoeffizient | ≥1.8 |
6. Plattenfugen und Verbindungssysteme
Wie die Platten miteinander – sowie mit Boden, Decke und Eckstrukturen – verbunden werden, ist genauso wichtig wie die Platte selbst. Eine perfekte Platte mit einem schlechten Verbindungssystem erfüllt trotzdem nicht die Anforderungen an die Kontaminationskontrolle. Im Folgenden sind die wichtigsten Fugenkonfigurationen aufgeführt, die beim Bau von Reinräumen eingesetzt werden:
Verdeckter Einsteckverbinder (verdeckte Fuge)
Die hygienischste und am weitesten verbreitete Verbindungsmethode für Reinräume in der Pharma- und Halbleiterindustrie. Ein profilierter Metallverbinder (oft in Form des chinesischen Schriftzeichens 中) sitzt im Fugenspalt zwischen zwei Paneelen und ist von innen nicht sichtbar. Der an der Oberfläche sichtbare, zwei Millimeter breite Fugenspalt wird üblicherweise mit lebensmittelechtem Silikon abgedichtet. Es gibt keine freiliegenden Befestigungselemente oder Rillen, in denen sich Verunreinigungen ansammeln könnten.
Schiffsbordverbindung (Nut-Feder-Verbindung)
Eine schnellere Installationsmethode, bei der die Platten über ein gestuftes Profil an den Kanten ineinander greifen. Diese Methode ist üblich in Reinräumen niedrigerer Klasse sowie in Anwendungen der Lebensmittelindustrie. Die Fuge ist weniger luftdicht als ein verdecktes Verbindungssystem, jedoch für Umgebungen der ISO-Klassen 7–9 akzeptabel.
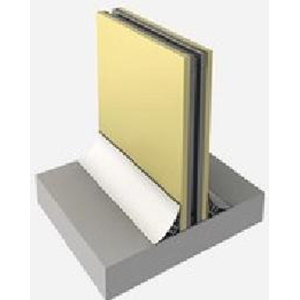
U-förmige und H-förmige Kanalsysteme
Fußboden-U-Kanäle positionieren die unteren Plattenkanten, obere U-Kanäle positionieren die oberen Plattenkanten, und H-Kanäle (oder Aluminium-Strangpressprofile mit integrierten Dichtungen) verbinden die Platten entlang ihrer vertikalen Kanten. Dieses System wird bei modularen Reinraumkonfigurationen eingesetzt, die möglicherweise zukünftig umkonfiguriert oder erweitert werden müssen.
Eck- und T-Fugen-Verbindungen
Vorgefertigte Stahl- oder Aluminium-Strangpressprofile bewältigen die Übergänge an inneren und äußeren Ecken, T-Fugen (wo eine Trennwand auf eine Außenwand trifft) sowie Kreuzungspunkten. Diese Komponenten müssen speziell für die verwendete Plattendicke konstruiert und gefertigt werden.


7. Reinraumtüren und -fenster: Vervollständigung der Hüllfläche
Reinraumplatten bilden die strukturelle Hülle, doch ein Reinraum ist nur so effektiv wie seine schwächste Stelle – und die schwächsten Stellen sind stets die Öffnungen: Türen und Fenster. Diese Elemente müssen nach demselben Standard wie die Platten selbst konstruiert werden und dürfen nicht als Nachträglichkeiten spezifiziert werden.
Saale-Türen
Eine Reinraumtür sitzt innerhalb einer Panelöffnung und muss den Luftdruckunterschied, die Luftdichtheit sowie die Oberflächenhygiene der umgebenden Wand gewährleisten. Zu den wichtigsten zu berücksichtigenden Konstruktionsmerkmalen zählen:
- Bündige Rahmeneinbauweise: Der Türrahmen sollte auf der Reinraumseite bündig mit der Paneloberfläche abschließen – ohne freiliegende Nuten oder Absätze, in denen Partikel sich ansammeln könnten.
- Durchgängige Dichtung am Umfang: Eine Kompressionsdichtung verläuft entlang des gesamten Türumfangs. Dies ist die primäre Luftdichtung. EPDM-Dichtungen sind der Industriestandard; Silikondichtungen werden dort eingesetzt, wo chemische Verträglichkeit erforderlich ist.
- Kernmaterial: Die meisten Reinraumtüren verwenden einen Waben- oder Schaumkern, um das Gewicht überschaubar zu halten und gleichzeitig die Steifigkeit zu bewahren. Schwere Stahltüren ohne Gewichtskontrolle machen häufiges Öffnen und Schließen (was in betriebenen Reinräumen üblich ist) körperlich anstrengend und führen zu vorzeitigem Verschleiß von Scharnieren und Türschliefern.
- Einbau von Sichtfenstern: Viele Reinraumtüren verfügen über ein verglastes Beobachtungsfenster mit dichter Doppelverglasung – dies ermöglicht die visuelle Kommunikation zwischen den Zonen, ohne dass die Tür geöffnet werden muss.
- Automatische Türschließer: Federbelastete oder hydraulische Türschließer stellen sicher, dass die Tür niemals offen gehalten wird – eine entscheidende Sicherheitsfunktion in pharmazeutischen Räumen mit Überdruck.
- Verriegelte Schleusensysteme: Wenn zwei Türen eine Schleuse bilden (Personen- oder Materialschleusen), verhindern magnetische oder elektronische Verriegelungen, dass beide Türen gleichzeitig geöffnet werden, wodurch die Druckkontrolle gewährleistet bleibt.
Die Türgrößen werden an das jeweilige Projekt angepasst; am gebräuchlichsten sind jedoch Standardflügelgrößen (900 mm oder 1000 mm breit × 2100 mm oder 2400 mm hoch). Zweiflügeltüren werden in Materialumschlagszonen eingesetzt, durch die Palettenwagen oder Transportwagen hindurchfahren müssen.
▶ Video: Produktionsprozess für medizinische Reinraumtüren und -fenster
Reinraumfenster
Beobachtungsfenster in Reinraumwänden erfüllen zwei Zwecke: Sie ermöglichen die visuelle Überwachung von Prozessen ohne physischen Zutritt, und bei einigen Ausführungen sorgen sie für Tageslicht, um die Ermüdung der Bediener zu verringern. Reinraumfenster müssen dieselben Anforderungen an Oberflächenhygiene und Luftdichtheit erfüllen wie die Wände, in die sie eingebaut werden.
Typische Spezifikationen für Reinraumfenster umfassen:
- Doppel- oder Dreifachverglasung mit Aluminium-Abstandhaltern und Trockenmittel zur Vermeidung von Kondenswasserbildung im Inneren
- Bündige Innenseite — die Glasscheibe muss auf der sauberen Seite bündig mit der Plattenoberfläche abschließen, ohne innere Rahmennuten
- Silikonabdichtung am Umfang auf der sauberen Seite; mechanischer Befestigungsrahmen auf der Außenseite
- Einscheiben-Sicherheitsglas oder Verbundsicherheitsglas — typischerweise mindestens 6 mm Einscheiben-Sicherheitsglas
- Antistatische oder emissionsarme Beschichtungen — vorgeschrieben in Reinräumen für Halbleiter und Elektronik
Fenster werden üblicherweise als vollständige, werkseitig verglaste Einheiten geliefert, die während der Bauausführung in die Aussparung der Wandpaneele eingebaut werden. Eine Verglasung vor Ort wird nicht empfohlen, da der Silikon-Auftrag unter Baubedingungen nur schwer zu kontrollieren ist.
Designtipp: Planen Sie bei der Gestaltung Ihres Reinraum-Layouts die Positionen von Fenstern und Türen bereits vor Beginn der Fertigung mit dem strukturellen Paneelraster ab. Eine Neupositionierung eines Fensters nach der Montage der Paneele erfordert das Ausschneiden und Neuausrichten des Rahmens – ein kostenintensiver und störanfälliger Prozess.
8. In welchen Branchen werden Reinraum-Paneele eingesetzt?
Reinraum-Paneele werden in einer breiteren Palette von Branchen eingesetzt, als die meisten Menschen vermuten. Die baulichen Anforderungen unterscheiden sich erheblich zwischen den einzelnen Sektoren; daher lohnt es sich, zu wissen, in welchem Bereich Ihre Anwendung liegt.
Pharmazeutik und Biotechnologie (GMP-Reinräume)
Die anspruchsvollste und strengstens regulierte Reinraumanwendung. Die EU-GMP-Anlage 1 (aseptische Herstellung) und die US-FDA-Richtlinie 21 CFR Teil 211 regeln die Anforderungen an Planung und Bau. Typisch sind Sandwichplatten mit Kern aus Steinwolle oder Magnesiumoxid (MGO) und Deckschichten aus PVDF-beschichtetem Stahl oder Edelstahl. In Zonen höherer Reinheitsklassen sind abgerundete Ecken (innere Radien an den Übergängen von Boden/Wand/Decke) vorgeschrieben, um Staubfallen zu vermeiden. ISO 5 bis ISO 7.
Halbleiter- und Elektronikindustrie
Die Anforderungen an die Partikelkontrolle sind extrem – einige Halbleiterfabriken arbeiten auf der Reinheitsstufe ISO 1 (weniger als 10 Partikel mit einer Größe ≥ 0,1 µm pro Kubikmeter). Die Oberflächenmaterialien der Platten müssen antistatisch sein oder geerdet werden; sämtliche im Raum verwendeten Materialien müssen hinsichtlich ihrer Ausgasung bewertet werden – also der Freisetzung von Spuren chemischer Dämpfe, die empfindliche Prozesse kontaminieren könnten. Häufig eingesetzt werden Aluminium-Waben-Decken sowie Wände aus Hochdrucklaminat (HPL) oder pulverbeschichtetem Edelstahl.
Lebensmittel- und Getränkeverarbeitung
Reinräume für die Lebensmittelindustrie legen besonderen Wert auf Hygiene, chemische Beständigkeit gegenüber starken Reinigungsmitteln und Undurchlässigkeit gegenüber Feuchtigkeit. FRP-Oberflächen, Kerne aus PU oder PIR sowie abgerundete innere Ecken sind Standard. Die Anforderungen liegen typischerweise in der ISO-Klasse 7–9. Für Kühlraumanwendungen (Herstellung gekühlter oder gefrorener Lebensmittel) ist eine hochleistungsfähige Wärmedämmung erforderlich, weshalb dickwandige Paneele mit PIR-Kern die Standardwahl darstellen.
Herstellung von Medizinprodukten
ISO 13485-zertifizierte Einrichtungen zur Herstellung implantierbarer Medizinprodukte oder steriler medizinischer Geräte erfordern Reinräume der ISO-Klassen 5 bis 7. Die Anforderungen an die Paneele ähneln denen der Pharmaindustrie, wobei in Bereichen niedrigerer Reinheitsklassen mehr Flexibilität bei der Ausführung abgerundeter Ecken besteht.
Krankenhaus-Operationssäle und Sterilisationsbereiche
Krankenhaus-Operationssäle sind typischerweise ISO-5-Umgebungen (Klasse 100) für das operative Feld und erfordern vollständig versenkte Decken- und Wandsysteme ohne sichtbare Befestigungselemente oder Fugen. Verwendet werden Paneele mit Oberflächen aus Edelstahl oder PVDF, integrierter Beleuchtung sowie HEPA-/ULPA-Filter-Deckenplenum-Systeme. Reinraumpaneelsysteme kommen zudem in CSSD (Zentralsterilisationsabteilungen) und Isolatorräumen zum Einsatz.
Labore und Forschungseinrichtungen
Reinräume für Forschung und Entwicklung umfassen eine breite Palette von Reinheitsklassen, abhängig von der jeweiligen Forschungstätigkeit. Die Anforderungen sind im Allgemeinen flexibler als bei GMP-konformen pharmazeutischen Räumen; daher sind modulare Reinraumsysteme mit wiederverkonfigurierbaren Paneelsystemen besonders beliebt.
9. So wählen Sie das richtige Reinraumpaneel aus
Angesichts der Vielzahl an Optionen hängt die Auswahl des richtigen Paneels für Ihr Projekt davon ab, eine Reihe entscheidender Fragen in der richtigen Reihenfolge zu klären:
- Ermitteln Sie die erforderliche ISO-Klassifizierung. ISO 5 und höher erfordert in der Regel nichtbrennbare Kerne (Gesteinswolle, MGO oder Aluminium-Wabenstruktur), Oberflächen aus Edelstahl oder PVDF-beschichtetem Material sowie verdeckte Verbindungssysteme. Bei ISO 7–9 besteht mehr Flexibilität hinsichtlich Kernmaterial und Oberflächenbeschaffenheit.
- Prüfen Sie die lokalen Anforderungen der Brandschutzvorschriften. In vielen Ländern müssen Reinräume für pharmazeutische Anwendungen und Krankenhäuser die Brandklasse A1 (nichtbrennbar) oder mindestens B-s1,d0 aufweisen. Dies schränkt Ihre Wahlmöglichkeiten für den Kernmaterial unmittelbar ein.
- Berücksichtigen Sie das Reinigungs- und Desinfektionsverfahren. Falls im Betrieb Bleichmittel, Wasserstoffperoxid-Dampf (VHP) oder andere oxidierende Mittel eingesetzt werden, verschlechtert sich PPGI-Lack mit PE-Beschichtung rasch. Geben Sie stattdessen von Anfang an PVDF- oder Edelstahloberflächen vor, um teure Austauschmaßnahmen zu einem späteren Zeitpunkt zu vermeiden.
- Betrachten Sie die Anforderungen an Decken und Wände separat. Bei den meisten Projekten sollten für Wände Gesteinswolle- oder MGO-Platten und für Decken Aluminium-Wabenplatten verwendet werden. Geben Sie nicht ohne vorherige Bewertung der jeweiligen spezifischen Anforderungen dieselbe Platte sowohl für Wände als auch für Decken vor.
- Planen Sie mit Blick auf zukünftige Flexibilität. Falls sich die Anlagenanordnung innerhalb von 5–10 Jahren möglicherweise ändern muss, kann ein modulares H-Profil-Paneelsystem (das leichter demontiert und neu konfiguriert werden kann) die geringfügige Aufpreis gegenüber einem dauerhaft verklebten System wert sein.
- Koordinieren Sie Türen und Fenster frühzeitig. Öffnungen für Türen und Fenster in den Paneelen müssen während der Paneelfertigungsphase dimensioniert, positioniert und eingerahmt werden. Stellen Sie sicher, dass Ihre Spezifikationen für Türen und Fenster bestätigt sind, bevor die Werkzeichnungen für die Paneelherstellung endgültig festgelegt werden.
10. Übersicht über die Installation
Die Montage von Reinraumpaneelen ist eine spezialisierte Tätigkeit. Obwohl die Paneele selbst für jeden mit Erfahrung im Bereich metallischer Konstruktionsarbeiten vertraut sind, erfordern die luftdichten Anforderungen sowie die Koordination mit HLK-, Elektro-, Sanitär- und Gerätevorinstallationen ein höheres Maß an Präzision als bei Standardbauweisen.
Die typische Montagereihenfolge für ein manuelles Reinraumpaneelsystem:
- Installieren Sie die Boden-U-Profile an der Basis entlang aller Paneellinien unter sicherstellung einer präzisen Ausrichtung gemäß der Raumgrundrisszeichnung.
- Installieren Sie die Umfangs-Oberkanäle und alle Zwischenstützen auf der Deckenebene.
- Richten Sie zuerst die Eck- und Randpfosten auf, um die Ausgangsreferenzen für die Paneelreihen festzulegen.
- Führen Sie die Wandpaneele in die Boden- und Oberkanäle ein und verbinden Sie sie mit verdeckten Verbindern, während jedes Paneel eingesetzt wird.
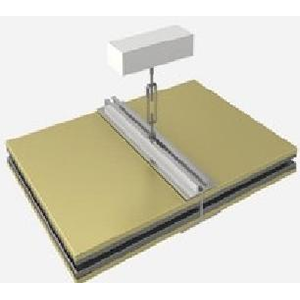
- Installieren Sie die Deckenhängekonstruktion (üblicherweise aus verzinktem Stahlwinkel oder -profil, das von der tragenden Decke abgehängt wird).
- Installieren Sie die Deckenpaneele, beginnend in der Raummitte und arbeiten Sie nach außen.
- Setzen Sie Tür- und Fensterrahmen in die vorgefertigten Öffnungen ein.
- Hängen Sie Türen ein und verglasen Sie Fenster.
- Tragen Sie Silikon-Dichtmasse an allen Fugen, Ecken und Durchdringungen auf der Reinraumseite auf.
- Führen Sie einen Drucktest (Rauch- oder Spurgastest) zur Überprüfung der Luftdichtheit vor der Übergabe durch.
Die Silikondichtung ist oft der entscheidende Schritt, der darüber bestimmt, ob ein Reinraum die Abnahmetests erfolgreich besteht. Jede Fuge, jede Durchdringung und jede Schnittstelle zwischen unterschiedlichen Komponenten muss vollständig abgedichtet und sorgfältig geprüft werden.
11. Häufig gestellte Fragen
Was ist der Unterschied zwischen einer Reinraumplatte und einer herkömmlichen Sandwichplatte?
Eine Standard-Industrie-Sandwichplatte (z. B. für Lagerhallen, Fabriken oder Kühlräume) wird typischerweise auf einer kontinuierlichen Presse hergestellt und weist am Schnitt die Kernmaterialien an den Kanten ungeschützt auf. Eine Reinraumplatte hingegen ist an allen vier Kanten abgedichtet – üblicherweise mit profiliertem Stahl oder Aluminium –, um zu verhindern, dass Fasern oder Partikel aus dem Kernmaterial in die kontrollierte Umgebung eindringen. Reinraumplatten weisen zudem engere Toleranzen bezüglich der Ebenheit auf und sind so konstruiert, dass sie bündig miteinander verbunden werden können, ohne dass Befestigungselemente an der Innenoberfläche hervorstehen.
Können Reinraumplatten im Außenbereich eingesetzt werden?
Standard-Reinraumplatten sind für den Inneneinsatz konzipiert. Obwohl die Stahldeckschichten einer leichten Witterungsbeanspruchung während der Montage standhalten können, führt eine langfristige Außenaufstellung – durch UV-Strahlung, eindringendes Regenwasser und thermische Wechselbelastung – zu einer Alterung des Beschichtungssystems und kann die Dichtung der Kanten möglicherweise beeinträchtigen. Falls Sie eine außenorientierte Reinraumhülle benötigen, spezifizieren Sie Platten mit PVDF-beschichteten oder Galvalume-Deckschichten und stellen Sie sicher, dass alle Kanten über eine robuste wetterfeste Ausbildung verfügen.
Wie lange halten Reinraumplatten?
Bei sachgemäßer Wartung weisen Reinraumplatten typischerweise eine Lebensdauer von 20–30 Jahren auf. Die lackierten Stahldeckblätter (insbesondere mit PVDF-Beschichtung) behalten ihr Erscheinungsbild und ihre hygienische Leistungsfähigkeit über diesen Zeitraum hinweg bei, sofern sie mit zugelassenen Reinigungsmitteln gereinigt und keiner mechanischen Beschädigung ausgesetzt werden. Kerne aus Steinwolle sind praktisch dauerhaft; Kerne aus Schaumstoff (PU, PIR) sind ebenfalls langlebig, solange ein Feuchtigkeitseintritt an den Kanten verhindert wird. Der häufigste Grund für einen vorzeitigen Austausch ist Schaden während des Betriebs oder die Notwendigkeit, die Raumkonfiguration neu zu gestalten, und nicht etwa eine Materialalterung.
Welche Brandschutzklasse können Reinraumplatten erreichen?
Dies hängt in erster Linie vom Kernmaterial ab. Eine Steinwolle- + MGO-Platte mit einer Dicke von 50 mm erreicht typischerweise die Feuerwiderstandsklasse REI 60 (60 Minuten Feuerwiderstand). Eine Variante mit 100 mm Dicke kann REI 240 (4 Stunden) erreichen. Aluminium-Wabenplatten sind nicht brennbar (Klasse A1), bieten jedoch allein keine nennenswerte Brandabschottung. Platten mit Kern aus PU- oder PIR-Schaum erreichen bestenfalls die Brandklasse B-s2,d0 bis B-s3,d1, was möglicherweise für pharmazeutische GMP- oder Krankenhausumgebungen nicht ausreichend ist.
Wie lange beträgt die Lieferzeit für die Herstellung von Reinraumplatten?
Die Lieferzeit hängt von der Bestellmenge, der Verfügbarkeit des Kernmaterials und davon ab, ob Sondermaße oder Sonderfarben erforderlich sind. Für Standard-Steinwoll- oder Aluminium-Wabenplatten in gängigen Farben können die meisten Hersteller bei mittleren Mengen innerhalb von 7–15 Tagen liefern. Große Aufträge (für eine gesamte Anlage) oder kundenspezifische Spezifikationen (Nicht-Standard-Breiten, Spezialbeschichtungen) können 3–6 Wochen benötigen. Bestätigen Sie die Lieferzeiten stets vor Abschluss Ihres Bauzeitplans, insbesondere wenn die Platten international importiert werden.
Bieten Reinraumplatten Schallschutz?
Ja — in unterschiedlichem Maße, abhängig von der Plattendicke und der Kern-Dichte. Platten mit Kerndämmung aus Steinwolle bieten die beste akustische Leistung und erreichen typischerweise eine Schalldämmung von 35–50 dB, abhängig von der Dicke und davon, ob das Paneelsystem vollständig abgedichtet ist. Dies ist insbesondere in der pharmazeutischen Produktion relevant, wo häufig eine Trennung von Geräuschbelastungen zwischen Bereichen sowohl aus regulatorischen als auch aus Gründen des Arbeitsschutzes erforderlich ist. Platten mit Waben- oder Schaumstoffkern weisen eine geringere akustische Leistung auf — typischerweise 25–35 dB — und erfordern möglicherweise ergänzende akustische Maßnahmen bei geräuschempfindlichen Anwendungen.
Können bestehende Reinraumplatten neu lackiert oder oberflächenbehandelt werden?
Eine Neuverfärbung wird in pharmazeutischen Umgebungen nach GMP-Standard im Allgemeinen nicht empfohlen, da die Oberflächenkontinuität und Reinigbarkeit der ursprünglich werkseitig aufgebrachten Beschichtung vor Ort nicht zuverlässig reproduziert werden kann. Für Reinräume niedrigerer Klasse oder nicht regulierte Einrichtungen ist jedoch eine professionelle Neuverfärbung vor Ort mit Epoxid- oder Polyurethan-Reinraumbeschichtungssystemen möglich. Der häufigere Ansatz für die Oberflächenrenovierung in pharmazeutischen Reinräumen besteht darin, ein verbundenes Laminatplatten-Overlay-System anzubringen – also eine dünne neue Oberflächenschicht, die auf die bestehende Plattenoberseite aufgebracht und fest mit ihr verbunden wird.
Sind Reinraumplatten in Sonderfarben erhältlich?
Ja. Jede RAL-Farbe ist als Standardoption bei den meisten Herstellern verfügbar, in der Regel mit einer Mindestbestellmenge (häufig 2.000 m² oder mehr für Nicht-Standardfarben). Weiß (RAL 9003 oder 9016) und Hellgrau (RAL 7035) sind die gängigsten Farben für Reinraumpaneele. Für Bestellungen unterhalb der Mindestmenge bieten die Hersteller in der Regel eine Auswahl an lagernden Farben an. Edelstahl-Oberflächen sind in ihrer natürlichen Oberfläche erhältlich und benötigen keine Lackierung.
Bereit, Ihre Reinraumpaneele zu spezifizieren?
Ob Sie eine GMP-konforme pharmazeutische Anlage, eine Halbleiterfabrik, eine Lebensmittelverarbeitungsanlage oder ein Labor errichten – unser Ingenieurteam unterstützt Sie bei der Auswahl des richtigen Paneeltyps, der Spezifikation von Türen- und Fenstersystemen sowie der Planung eines kompletten Reinraumschalenpakets.
Kostenloses Angebot anfordern →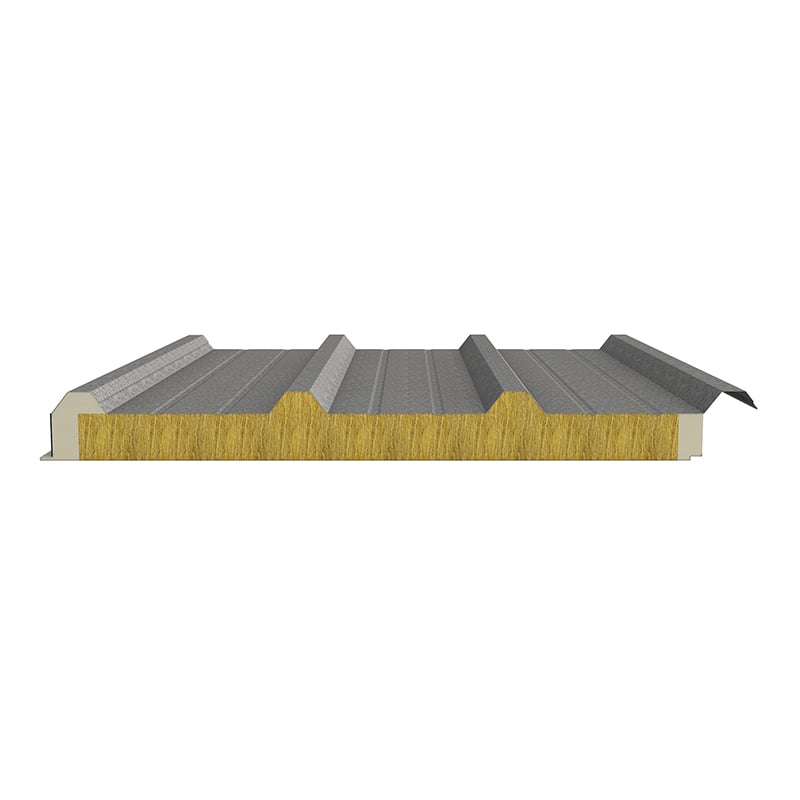




 Aktuelle Nachrichten
Aktuelle Nachrichten
