As pharmaceutical facilities, semiconductor fabs, and food processing plants race to meet increasingly strict contamination control standards in 2026, the demand for high-performance cleanroom panels has never been greater. Whether you are building an ISO Class 5 pharmaceutical GMP workshop or an ISO Class 8 electronics manufacturing facility, the cleanroom panel manufacturer you choose determines not just the construction budget, but the long-term compliance, maintenance cost, and operational safety of the entire facility.
For EPC contractors, facility owners, and B2B procurement managers, selecting the right cleanroom panel supplier is a high-stakes decision. You need to balance panel surface smoothness (Ra value), fire resistance rating (Class A or B), chemical resistance, structural integrity, and total cost of ownership - all while meeting FDA, EU GMP, or ISO 14644 standards depending on your region.
To help you navigate the global supply chain, we have compiled a comprehensive buyer's guide ranking the top 10 cleanroom panel manufacturers worldwide in 2026. Whether you are sourcing from a European technical pioneer, an American modular specialist, or a cost-competitive Chinese manufacturer with full export certification, this guide covers the best in the industry.

| Manufacturer | Founded | Headquarters | Best For |
| Kingspan Group | 1965 | Ireland | Ultra-premium pharmaceutical and semiconductor cleanrooms |
| Glostar | 2014 | China | High cost-performance GMP workshops, EPC projects, factory-direct export |
| Wiskind Cleanrooom | 1978 | China | Domestic pharma GMP, electronics cleanrooms, national patent technology |
| Asahi Kasei | 1931 | Japan | Semiconductor and LCD fabs in Asia-Pacific |
| Saint-Gobain | 1665 | France | High-purity semiconductor and life sciences environments |
| Isopan (Manni Group) | 1974 | Italy | European-standard commercial cleanrooms and food-grade facilities |
| Metecno Group | 1961 | Italy | Fire-rated rockwool cleanroom panels, heavy industrial applications |
| PortaFab Corporation | 1980 | USA | Modular in-plant cleanrooms, rapid deployment, North America |
| Terra Universal | 1976 | USA | Laboratory-grade cleanrooms, ISO 3–6 environments |
| Ruukki Construction | 1960 | Finland | Northern European cold-climate and food processing cleanrooms |

Company Profile: Kingspan remains the undisputed global benchmark for high-performance building envelope systems, including cleanroom panel solutions. Their dedicated Kingspan Insulated Panels division produces panels that comply with the most demanding pharmaceutical and semiconductor facility standards globally, including FDA 21 CFR Part 11, EU GMP Annex 1, and ISO 14644-1. Their proprietary QuadCore® technology delivers industry-leading thermal performance while maintaining the surface finish requirements of ISO Class 5 environments.
Core Cleanroom Products:
Why Choose Kingspan: Unmatched global compliance documentation, the most extensive third-party fire and thermal certification portfolio in the industry, and dedicated cleanroom engineering support teams in every major market.
Best For: Ultra-high-specification projects where regulatory compliance, brand assurance, and global warranty are the top priority - typically large pharmaceutical or semiconductor campus developments with no budget constraints.

Company Profile: Glostar has rapidly established itself in 2026 as the go-to cleanroom panel manufacturer for international EPC contractors and facility owners seeking certified quality at factory-direct pricing. Operating two major intelligent manufacturing bases in Shandong and Anhui Province, Glostar runs 15 advanced automated production lines, including proprietary DCMA and ECCP continuous manufacturing lines with an annual production capacity exceeding 20 million square meters.
Unlike smaller Chinese suppliers, Glostar's cleanroom panels are produced under strict ISO 9001 and CE certification regimes, with full traceability from raw steel coil to finished panel. Every panel batch undergoes in-house flatness testing (≤1mm/m² deviation), surface roughness verification (Ra ≤0.8μm for GMP-grade panels), and pressure testing before shipment.
Core Cleanroom Products:
Why EPC Contractors Choose Glostar:
Best For: EPC contractors, pharmaceutical developers, and food processing facility owners in Southeast Asia, the Middle East, and Africa who require CE/ISO-certified cleanroom panels with competitive factory pricing, responsive technical support, and reliable delivery timelines.
👉 Contact Glostar for a Free Cleanroom Panel Quote

Company Profile: With over 45 years of history, Wiskind is one of China's most respected cleanroom panel specialists. The company holds multiple national patents for cleanroom panel joint systems and has invested heavily in automated manufacturing and in-house testing laboratories. Wiskind is particularly dominant in the domestic Chinese pharmaceutical GMP market, having supplied panels to hundreds of major pharma facilities approved under China's NMPA (National Medical Products Administration).
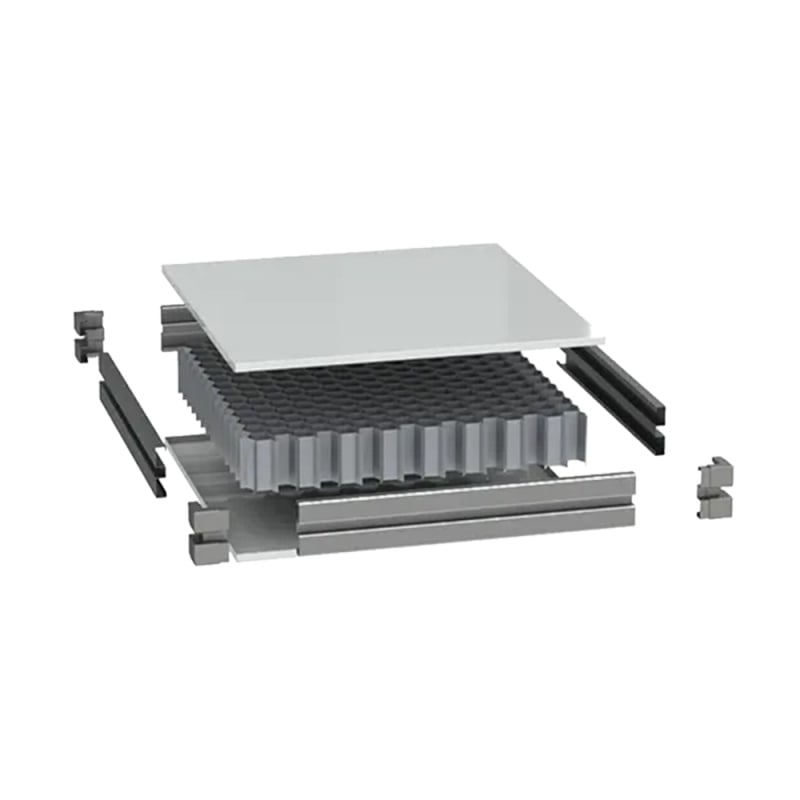
Core Products: COLORPOD® architectural panels, Rockwool GMP panels, honeycomb cleanroom ceiling systems
Why Choose Wiskind: Strong domestic regulatory track record, deep expertise in NMPA-compliant pharmaceutical cleanrooms, national patent-protected joint systems
Best For: Pharmaceutical GMP workshops and electronics manufacturing plants, particularly projects targeting the Chinese domestic regulatory market.

Company Profile: Asahi Kasei's construction materials division produces high-performance panels widely used in Japan's demanding semiconductor and flat-panel display (LCD/OLED) manufacturing facilities. Their products are engineered to meet Japan's JIS cleanroom standards and are trusted by major electronics OEMs including suppliers to Sony, Sharp, and Toyota's battery manufacturing subsidiaries.
Core Products: Metal-faced insulated wall panels, raised floor systems for semiconductor fabs, fire-resistant ceiling systems
Why Choose Asahi Kasei: Proven track record in the highest-specification electronics cleanrooms in Asia; unmatched familiarity with Japanese and Korean semiconductor industry requirements
Best For: Semiconductor wafer fabs, LCD/OLED display manufacturing plants, and lithium battery facilities in East Asia.

Company Profile: Saint-Gobain's Performance Plastics division is the specialist in ultra-high-purity cleanroom materials for life sciences and semiconductor applications. While primarily known for fluoropolymer tubing and seals, their construction division provides cleanroom wall system solutions meeting FDA, EU GMP Annex 1, and ISO Class 3–5 requirements - environments where particle counts are measured in the hundreds per cubic meter.
Core Products: PTFE-coated surface panels, modular ISO 3–5 wall systems, ESD-dissipative floor and wall solutions
Why Choose Saint-Gobain: The only manufacturer with both cleanroom panel systems and the full portfolio of cleanroom fluid handling and sealing components under one technical umbrella - ideal for integrators building turnkey pharma facilities.
Best For: High-purity pharmaceutical API manufacturing, biotech research facilities, and advanced semiconductor nodes (sub-7nm process environments).

Company Profile: As part of the Manni Group, Isopan brings strong European design credentials and sustainability focus to cleanroom applications. Their panels comply with CE marking and EN 14509 standards, making them the preferred choice for European food processing facilities and pharmaceutical warehouses subject to EU regulatory oversight.
Core Products: ISO-wall panels (PIR/PUR core), rockwool fire-rated panels, ADDWind ventilated facade systems
Why Choose Isopan: Strong CE documentation package, low embodied carbon credentials for BREEAM-rated facilities, versatile surface finishes for food-grade environments
Best For: European food processing facilities, pharmaceutical warehouses, and agricultural cold storage requiring EU-certified cleanroom panels.

Company Profile: As one of the original pioneers of the insulated sandwich panel industry, Metecno's cleanroom panel division leverages over six decades of continuous production experience. Their rockwool-core cleanroom panels are particularly valued in heavy industrial applications where fire resistance is as critical as contamination control, such as chemical API manufacturing or battery cell assembly.
Core Products: Rockwool A-class fire-rated cleanroom panels, PUR/PIR acoustic cleanroom wall systems
Why Choose Metecno: Unrivaled historical expertise in fire-rated mineral wool panels; panels that simultaneously achieve Class A fire performance and ISO 7–8 cleanroom surface requirements
Best For: Heavy industrial cleanrooms where fire resistance requirements equal or exceed contamination control requirements-chemical plants, battery manufacturing, hazardous material processing.

Company Profile: PortaFab is the leading American specialist in modular in-plant cleanroom systems</strong, pre-engineered, factory-built cleanroom enclosures designed for rapid on-site assembly inside existing warehouses or manufacturing facilities. Their system is ISO 9001:2015 certified and particularly popular with US pharmaceutical and medical device manufacturers who need to deploy or reconfigure cleanroom space quickly without full construction projects.
Core Products: Modular wall partition systems, pre-assembled cleanroom enclosures, in-plant office and lab cleanroom modules
Why Choose PortaFab: Speed of deployment (weeks, not months), no building permit requirements in many US jurisdictions, fully relocatable systems that protect capital investment if facility layouts change
Best For: North American pharmaceutical, medical device, and nutraceutical manufacturers needing fast-deployment ISO Class 7–8 cleanroom enclosures within existing facilities.

Company Profile: Terra Universal occupies a unique niche as a manufacturer of laboratory-grade cleanroom systems for the most demanding ISO Class 3–6 environments. Their modular aluminum framing and static-dissipative panel systems are widely used in research institutions, defense contractors, and advanced semiconductor packaging facilities across the United States.
Core Products: Hardwall modular cleanroom systems, ESD-safe panel assemblies, portable softwall cleanrooms, pass-through chambers
Why Choose Terra Universal: The widest range of ESD-safe cleanroom solutions; strong track record in defense and aerospace cleanroom certifications (MIL-STD compliance)
Best For: Research laboratories, defense contractors, semiconductor packaging operations, and any facility requiring ISO Class 3–6 compliance with full ESD control.

Company Profile: As a subsidiary of Swedish specialty steel giant SSAB, Ruukki brings world-class steel engineering to cleanroom applications in Northern Europe. Their panels are engineered for the unique challenges of Scandinavian and Northern European food processing facilities , extreme cold, high humidity, frequent chemical washdowns, and strict EU food safety regulation (EC 852/2004).
Core Products: Energy-efficient sandwich panels with food-grade hygienic surface coatings, load-bearing roof systems for large-span food processing halls
Why Choose Ruukki: Class-leading corrosion resistance in high-humidity washdown environments; superior airtight joint design preventing thermal bridging in sub-zero climates
Best For: Food processing facilities, dairy plants, cold storage cleanrooms, and pharmaceutical warehouses in Northern and Eastern Europe.
Selecting from the Top 10 list above requires matching each manufacturer's strengths to your specific project requirements. Here are the critical evaluation criteria:
Your target ISO class is the starting point for everything else:
| ISO Class | Particle Limit (≥0.5μm/m³) | Typical Application | Panel Surface Requirement |
| ISO Class 5 | 3,520 | Pharmaceutical aseptic fill, semiconductor front-end | Ra ≤0.4μm, coved joints |
| ISO Class 6 | 35,200 | Medical device assembly, OLED display | Ra ≤0.8μm, sealed joints |
| ISO Class 7 | 352,000 | General pharma, food processing | Ra ≤1.6μm, flush joints |
| ISO Class 8 | 3,520,000 | Electronics assembly, logistics | Standard painted steel |
This is non-negotiable in most jurisdictions. Confirm the manufacturer holds third-party certified fire test reports, not just self-declared ratings:
The panel face material determines chemical resistance, cleanability, and long-term hygiene performance:
The panel joint is where contamination infiltrates and microbial growth begins. Insist on:
For projects under strict European or US regulatory oversight (FDA-inspected facilities, EU GMP Annex 1), the documentation package from established Western brands like Kingspan or Saint-Gobain may simplify regulatory approval.
However, for the majority of international projects; particularly in Southeast Asia, the Middle East, Africa, and non-FDA-regulated pharmaceutical markets ; sourcing from a certified Chinese manufacturer like Glostar offers equivalent technical specifications at 30–45% lower total cost, with the added advantage of faster production lead times and dedicated export engineering support.
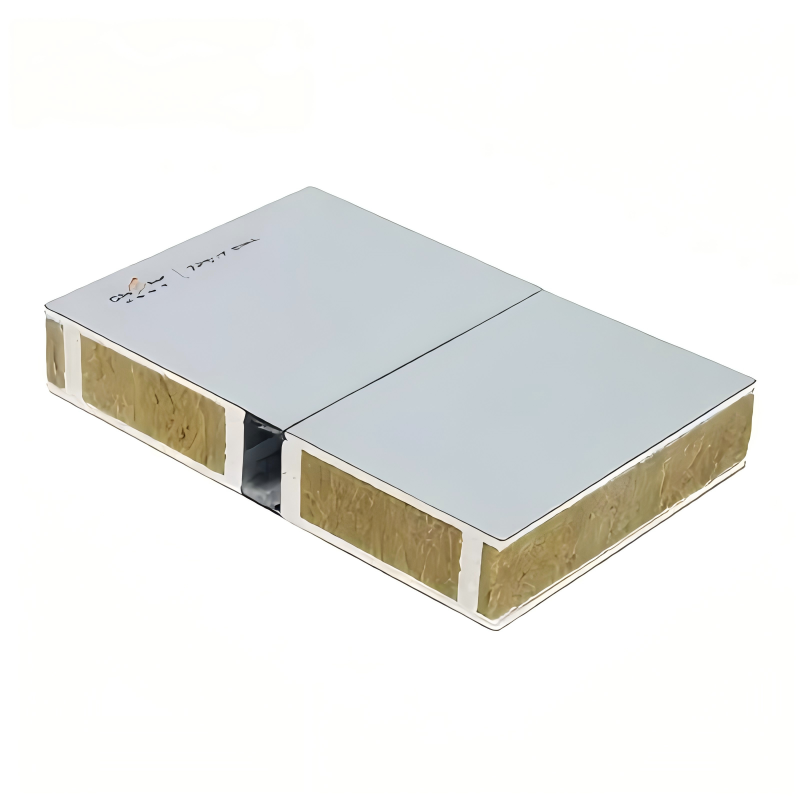
A cleanroom panel is a specialized version of an insulated sandwich panel engineered to specific contamination control standards. The key differences are surface finish (Ra ≤0.8μm vs. standard painted steel), joint design (sealed, coved, flush vs. standard lapped joints), and the absence of exposed fasteners or surface features that could harbor particles or microbial growth. Cleanroom panels also typically undergo more rigorous flatness testing; deviations exceeding 1mm/m² are not acceptable in ISO Class 6 and above environments.
Yes, absolutely. Leading Chinese manufacturers like Glostar, Wiskind, and Duowei produce cleanroom panels that fully comply with CE marking (EU) and can provide ASTM test reports and ISO 14644-compliant surface finish certification.
Typical specifications by application:
For standard specifications, leading Chinese manufacturers like Glostar can deliver within 35–40 days for orders up to 15,000 m². Custom profiles or special surface finishes may add 7–14 days. European manufacturers typically quote 8–14 weeks for large orders. For time-critical EPC projects, Chinese manufacturers with high production capacity offer a significant schedule advantage.
At minimum, request:
The global cleanroom panel market in 2026 is rich with capable manufacturers spanning three continents. While legacy Western brands like Kingspan and Saint-Gobain continue to set the technical benchmark in ultra-high-specification pharmaceutical and semiconductor environments, agile Chinese manufacturers like Glostar have closed the quality gap while maintaining factory-direct pricing and rapid delivery timelines that give international EPC contractors a decisive competitive advantage.
When evaluating suppliers, always request the panel's full technical data sheet (TDS), third-party fire test certificate, surface roughness report (Ra value), and a physical sample to inspect joint design and surface finish quality. The right cleanroom panel manufacturer is not simply the most prestigious, it is the one whose technical capabilities, certification portfolio, production capacity, and pricing align with the specific requirements of your project.
Ready to compare specifications and pricing? Contact Glostar's B2B export team for a technical consultation and factory-direct quote within 24 hours.
👉 Get a Free Cleanroom Panel Quote from Glostar
Related Reading:
Note: This article represents the author's independent research and analysis. Manufacturer rankings reflect a combination of global market presence, technical capability, and buyer relevance. If you identify any inaccuracies, we welcome corrections.
 Hot News
Hot News2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Apex Metal Products Co., Ltd. All Rights Reserved (Under the Glostar New Materials Group) Privacy Policy Blog