Rock wool cleanroom panels sit in an interesting position in the market. They're not the cheapest option — EPS and standard PU panels undercut them on price. They're not the lightest — aluminum honeycomb ceiling panels beat them there. But for pharmaceutical manufacturing, hospital construction, and food processing facilities where fire codes are non-negotiable, rock wool is frequently the only core material that passes muster. And that creates a very specific sourcing challenge: when you need rock wool cleanroom panels, you need a manufacturer who actually knows how to make them properly — not one who primarily makes foam-core industrial panels and treats rock wool as an occasional line.
This guide focuses on what actually matters when you're evaluating manufacturers: the technical specifications to demand, the quality signals that separate reliable suppliers from risky ones, the certifications worth verifying, and the questions experienced procurement teams ask before signing off on a factory.
The case for rock wool as a cleanroom core material comes down to one property: it doesn't burn. Rock wool (mineral wool made from basalt rock and recycled slag) achieves Class A1 under EN 13501-1 — the highest fire classification, meaning non-combustible, no smoke contribution, no burning droplets. For buildings subject to EU GMP Annex 1, Joint Commission hospital standards, or local fire codes that require non-combustible construction in occupied or high-risk spaces, this isn't a preference — it's a requirement.
But here's the part many buyers learn the hard way: rock wool panels are significantly harder to manufacture well than foam-core alternatives. The challenge is that rock wool is a fibrous material. It can't be injected and expanded like polyurethane foam — it has to be precisely cut, properly oriented, and bonded to steel skins with enough adhesive force that the skins don't peel away under the thermal cycling and mechanical vibration of a real facility over 20 years. Getting that bonding right, and keeping the fibers fully enclosed so none can migrate into the controlled environment, is where manufacturers differ substantially.
The other variable is the rock wool itself. Density matters enormously — a 60 kg/m³ rock wool panel and a 120 kg/m³ panel may look identical on a quote sheet but perform entirely differently in practice. Low-density rock wool compresses over time, creating voids between the core and the steel skin. It also provides substantially worse acoustic performance and lower bonding strength at the skin interface. Top manufacturers specify their rock wool density explicitly and can provide mill certificates to verify it.
Bottom line: The material specification matters. The bonding process matters. The edge sealing matters. And none of these things are visible on a finished panel or detectable from a sample alone — which is exactly why understanding a manufacturer's production capability is more important than their catalog price.
When you receive a product data sheet from a manufacturer, these are the numbers you should be paying attention to — and asking for test certificates on.
This is the most commonly misrepresented specification in the rock wool panel market. Density is expressed in kg/m³ and directly affects structural performance, acoustic performance, long-term dimensional stability, and bonding strength. Reputable cleanroom panel manufacturers use rock wool at 100–150 kg/m³ for wall panels. Anything below 80 kg/m³ should be questioned; anything quoted as "standard density" without a number should be verified with a mill certificate.
The bond between the steel skin and the rock wool core is the structural weak point of any sandwich panel. For cleanroom applications, a minimum bonding strength of ≥ 60 kPa and peel strength of ≥ 150 kPa should be specified. These values should be supported by test reports to EN 14509 or equivalent national standards — not just stated in a sales document.
A well-made 50 mm rock wool panel should achieve REI 60 (60 minutes fire resistance) when tested to EN 1364 or equivalent. A 100 mm version should achieve REI 120 to REI 240 depending on the specific construction. Ask for the actual fire test report — not just an EN 13501-1 classification certificate, which only covers reaction to fire (combustibility), not structural fire resistance duration.
Rock wool's thermal conductivity (lambda, λ) is typically 0.034–0.040 W/m·K. This is not competitive with PIR or PU foam (0.022–0.024 W/m·K), but for most cleanroom applications the thermal envelope is managed at the building shell level — the cleanroom partition panels are not the primary thermal barrier. Nonetheless, ask for the declared lambda value; it should be based on EN 12667 or EN 12939 testing.
The steel face sheets determine surface durability, chemical resistance, and whether the panel will maintain its hygiene performance over decades of repeated disinfection. Key parameters:
| Parameter | Minimum Acceptable | Recommended for GMP |
|---|---|---|
| Rock Wool Density | 80 kg/m³ | 100–120 kg/m³ |
| Bonding Strength | ≥ 40 kPa | ≥ 60 kPa |
| Peel Strength | ≥ 100 kPa | ≥ 150 kPa |
| Fire Classification | A1 (reaction to fire) | A1 + REI 60 min (resistance) |
| Panel Thickness (wall) | 50 mm | 75–100 mm |
| Skin Thickness | 0.4 mm | 0.5–0.6 mm PVDF coated |
| Edge Sealing | 3-side sealed | All 4 sides, steel-capped |
| Sound Reduction Index | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) at 100 mm |
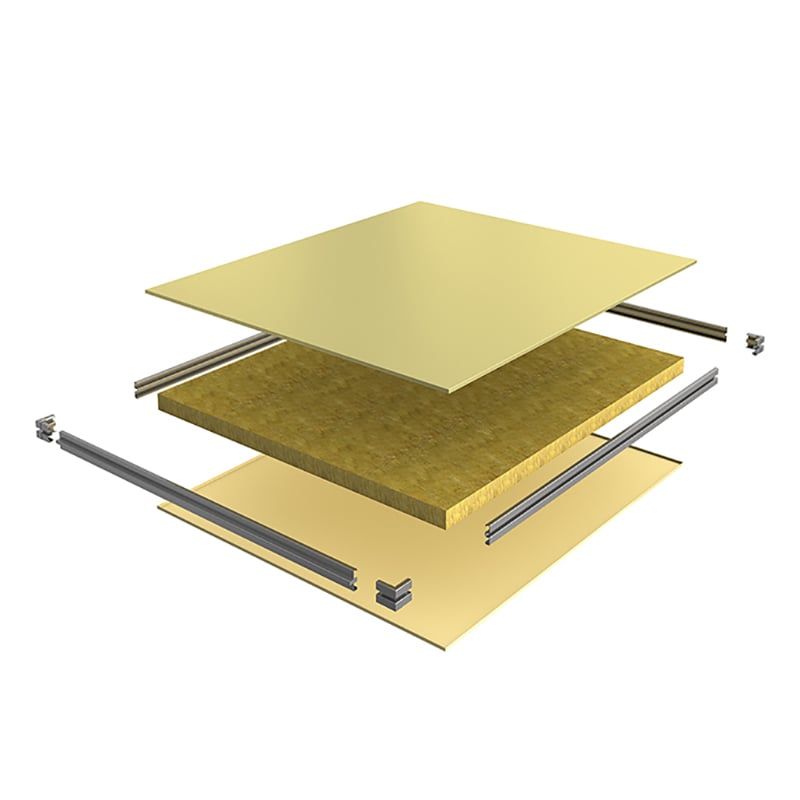
Rock wool cleanroom panels are made by hand — not on the continuous lamination lines used for foam-core panels. This is both a constraint and an advantage: hand assembly allows precise core placement, better edge sealing, and custom dimensions that a machine press can't accommodate. But it also means the quality is highly sensitive to workforce skill and quality control procedures.
Here's what the production sequence looks like at a well-run factory, and what you should ask about at each stage:
| 01 | Steel Coil Processing Steel coils are slit to width and roll-formed into the panel profile. The coating is inspected at this stage — any scratch, holiday, or edge-burr on the coil steel becomes a permanent defect in the finished panel. Ask whether the manufacturer uses a coil inspection step before forming. |
| 02 | Rock Wool Cutting and Orientation Rock wool slabs are cut to panel dimensions with tolerances of ±1 mm. The fiber orientation matters: lamella-oriented rock wool (fibers running perpendicular to the panel face) provides substantially higher bonding strength and better fire resistance than standard-orientation board. Premium manufacturers use lamella wool specifically for cleanroom panels. |
| 03 | Adhesive Application Two-component polyurethane adhesive is applied to both steel faces and to the rock wool surfaces. Coverage rate, mixing ratio, and open time are all critical — insufficient adhesive or incorrect mixing produces a bond that may pass a factory pull test but fail in service under thermal cycling. Ask whether adhesive usage is logged per panel batch. |
| 04 | Pressing and Curing Assembled panels are pressed under uniform pressure while the adhesive cures. Temperature and pressure profiles need to be consistent across the full panel area — uneven pressing creates differential bond strength that leads to edge delamination. The curing time at room temperature is typically 24 hours minimum; some manufacturers rush this step. |
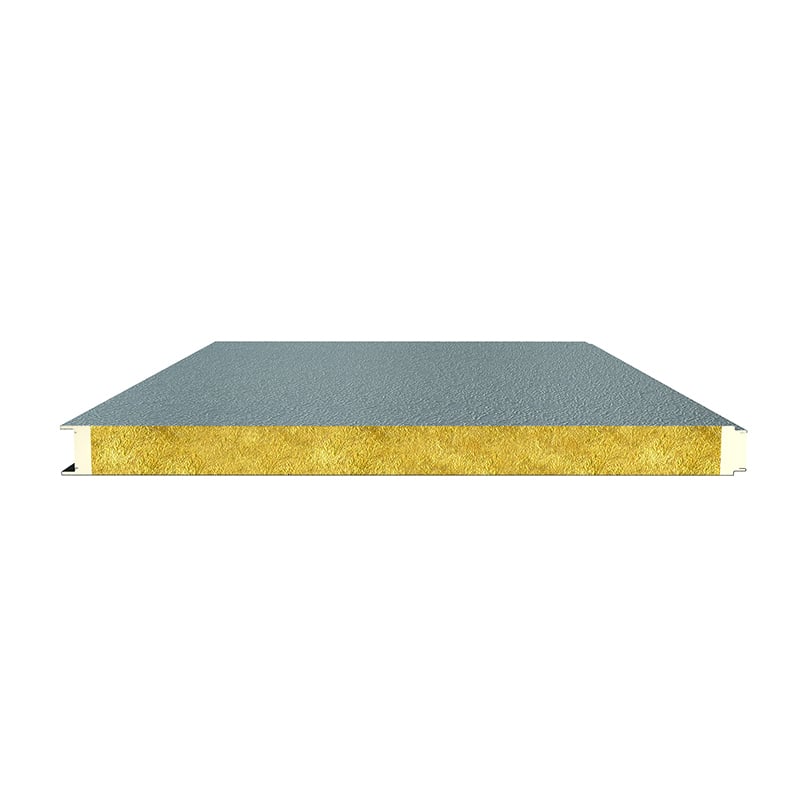
| 05 | Four-Side Edge Sealing This is the step that makes a cleanroom panel different from a standard industrial sandwich panel. Formed steel or aluminum channel sections are applied to all four edges, fully enclosing the rock wool core. Without this, rock wool fibers can enter the room interior — which is unacceptable in pharmaceutical and food environments. Inspect this detail specifically on sample panels. |
| 06 | Quality Control and Testing Each panel batch should include destructive peel and shear tests on sample panels, flatness measurement (bow tolerance typically ≤ L/500), and dimensional verification. A manufacturer who can show you QC records for a past batch — including test results and pass/fail criteria — is operating at a different level than one who only offers a visual inspection. |
Certifications are only as useful as the underlying tests they represent. Here's a guide to which ones actually matter for rock wool cleanroom panels, and what each one tells you.
This is the primary European product standard for structural performance of sandwich panels. It covers flatness, dimensional tolerances, bonding strength, and load-bearing capacity. Manufacturers supplying the European market or projects with European regulatory requirements should hold CE marking under EN 14509. Ask to see the Declaration of Performance (DoP), which lists the declared performance values — not just the CE certificate itself.
This confirms A1 classification (non-combustible). It's the minimum fire documentation you should accept for any rock wool cleanroom panel. Note that this classification is for the panel material, not for the assembled partition system — a separate fire resistance test (EN 1364) is needed if you require a specific REI rating for the wall.
A baseline quality indicator. Nearly all exporters hold ISO 9001, so its presence doesn't differentiate a supplier — but its absence should be a concern. More useful than the certificate itself is understanding how their QMS is actually applied on the production floor: do they have documented work instructions for each production step, and are they followed?
Third-party test reports from recognized global testing organizations carry significantly more weight than in-house test data. For rock wool cleanroom panels, ask specifically for third-party bonding strength and peel strength tests. A manufacturer confident in their product will have commissioned independent testing; one who hasn't should be asked why.
For pharmaceutical projects, the cleanroom itself must be qualified (IQ/OQ/PQ) as part of the facility validation process. This doesn't directly certify the panel, but manufacturers who regularly supply GMP facilities will understand what documentation the validation process requires and can provide material data sheets, traceability records, and construction details in the required format. If a manufacturer has never supplied a GMP facility, expect gaps here.
Important: Certificates can be copied, altered, or presented out of context. For significant orders, verify certificates directly with the issuing body — EN 14509 CE certificates, for example, can be cross-referenced against the Notified Body's published records. It takes 10 minutes and has prevented many costly surprises.
Evaluation happens at multiple levels. Start with what you can assess remotely, then go deeper if the supplier passes initial screening.
Request the following from any manufacturer under consideration and evaluate what comes back:
A manufacturer who can produce all of the above promptly and completely is operating with a degree of professional infrastructure that filters out a significant portion of the market. Many suppliers will be unable to provide third-party test reports or detailed shop drawings, which tells you something important about how they approach quality documentation.
Order physical samples before committing to a production order. When you receive them, check:
For orders above a threshold that justifies the effort (typically USD 50,000 and above, or projects where GMP validation is involved), a factory audit is worth conducting. If you can't visit in person, a third-party audit through SGS, Bureau Veritas, or QIMA is a practical alternative. Key things to evaluate on-site:
Years of sourcing experience in the panel industry surface a consistent set of warning signs. Any of these should prompt further investigation before proceeding:
Rock wool cleanroom panels appear across a surprisingly wide range of sectors, and the specification priorities differ meaningfully between them. Understanding where your project sits helps narrow down which manufacturer capabilities matter most.
| Sector | ISO Class | Key Panel Requirements | Surface Spec |
|---|---|---|---|
| Pharmaceutical (GMP) | ISO 5–7 | A1 fire, REI 60+, coved corners, full documentation | PVDF or SS 304 |
| Hospital / OR | ISO 5 | A1 fire, flush ceiling system, infection control surfaces | PVDF white, low VOC |
| Food Processing | ISO 6–8 | A1 fire, moisture resistant, coved floor junctions, washdown compatible | PVDF or FRP |
| Medical Device Mfg | ISO 6–7 | A1 fire, ISO 13485 compatible, chemical resistance | PVDF standard |
| Electronics / Semiconductor | ISO 3–6 | A1 fire preferred, antistatic or ESD-dissipative surface, outgassing limits | HPL antistatic or SS |
| General Lab / R&D | ISO 6–9 | A1 fire preferred, modular reconfigurable system | PVDF or PE standard |
One specification consideration that's often overlooked in the sector comparison: acoustic performance. Pharmaceutical manufacturing and hospital environments both require meaningful sound separation between production zones — typically 38–45 dB Rw. Rock wool at 100 kg/m³ and 100 mm panel thickness comfortably achieves this range. If acoustic performance is a formal project requirement, ask manufacturers specifically for sound test data (EN ISO 10140 or equivalent) rather than relying on theoretical calculations.
These are the questions that experienced procurement professionals, project managers, and facility consultants consistently ask when vetting rock wool cleanroom panel suppliers. They're worth working through systematically with any manufacturer under serious consideration.
The core difference is edge sealing. A standard rock wool sandwich panel (used in industrial roofing and cladding) typically has open or minimally sealed cut edges, meaning rock wool fibers are exposed. A cleanroom panel has all four edges sealed with formed steel or aluminum channel sections, fully enclosing the core. This prevents fiber migration into the controlled environment — which is a contamination control requirement in pharmaceutical, food, and medical device facilities. Cleanroom panels also have tighter dimensional tolerances and typically use smoother, more chemically resistant surface coatings.
With proper installation and maintenance, rock wool cleanroom panels have a service life of 25–30 years or more. The rock wool core itself is essentially permanent — it doesn't degrade, compact significantly, or lose its fire performance over time. The limiting factors are typically the steel skin coating (subject to wear from repeated cleaning and disinfection) and the edge seals (subject to mechanical damage during operations). PVDF-coated panels generally outlast PE-coated alternatives in chemically aggressive cleanroom environments by a considerable margin.
Technically yes, but most experienced specifiers prefer aluminum honeycomb panels for cleanroom ceilings. The reason is weight: rock wool panels at 100 mm thickness weigh roughly 18–22 kg/m², which is a significant load on ceiling suspension systems and creates a meaningful maintenance-access safety consideration (personnel walking on the ceiling during filter servicing). Aluminum honeycomb ceiling panels weigh 6–9 kg/m² and are non-combustible (A1) like rock wool, so they satisfy the fire requirement without the weight penalty. That said, for lower ceilings in pharmaceutical facilities where structural access is not required, rock wool ceiling panels are used.
At 50 mm thickness, a well-manufactured rock wool panel with appropriate steel skin gauge typically achieves REI 60 (60 minutes fire resistance). At 100 mm, REI 120 to REI 240 is achievable depending on the specific construction details. The fire resistance period should be verified by a test report to EN 1364 (or the equivalent national standard). Note that fire resistance (REI) and fire reaction classification (A1) are two different properties measured by different tests — some suppliers present their A1 reaction certificate when asked about fire resistance, which is not the same thing.
Rock wool cleanroom panels typically cost 15–30% more than equivalent PU or PIR foam-core panels of the same dimension, primarily because rock wool raw material is more expensive and the hand-assembly process is more labor-intensive than foam injection. They cost roughly 10–20% less than aluminum honeycomb panels of equivalent dimension. For projects where fire regulations require A1 non-combustible core, rock wool is usually the most cost-effective option — the alternative (aluminum honeycomb throughout, including walls) is significantly more expensive.
Yes — with the right manufacturer. Several Chinese cleanroom panel manufacturers supply GMP pharmaceutical facilities, food processing plants, and hospital projects across Europe, the Middle East, Southeast Asia, and increasingly in North America. The key is documentation: CE marking under EN 14509, third-party fire test reports, and material traceability records need to be in place for projects in regulated markets. Chinese manufacturers who regularly supply international regulated projects will have this documentation as a matter of course. Those primarily serving the domestic market may not.
Glostar has supplied rock wool cleanroom panel systems to pharmaceutical, food processing, and medical facility projects across Asia, the Middle East, and Europe. We can provide detailed technical data sheets, third-party test reports, and project references on request.
Request Technical Information → Hot News
Hot News2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Apex Metal Products Co., Ltd. All Rights Reserved (Under the Glostar New Materials Group) Privacy Policy Blog