Uolienų vatos švariosios patalpos plokštės užima įdomią poziciją rinkoje. Jie nėra pigiausias pasirinkimas — EPS ir standartiniai PU skydeliai juos pralenkia kainos atžvilgiu. Jie nėra lengviausi — aliuminio šešėlinių lubų skydeliai juos pralenkia svorio atžvilgiu. Tačiau farmacinės gamybos, ligoninių statybos ir maisto perdirbimo įmonių patalpose, kur ugnies saugos reikalavimai yra neabejotini, uolienų vatos dažnai būna vienintelis šerdies medžiagos variantas, atitinkantis reikalavimus. Tai sukuria labai specifinę tiekimo problemą: kai reikia uolienų vatos valymo patalpų skydelių, reikia gamintojo, kuris iš tikrųjų žino, kaip juos tinkamai gaminti, o ne to, kuris pagrindinę veiklą vykdo gamindamas putų šerdies pramoninius skydelius ir uolienų vatą traktuoja kaip retkarčiais gaminamą produktą.
Ši instrukcija susikoncentruoja į tai, kas iš tikrųjų svarbu vertinant gamintojus: technines specifikacijas, kurių reikia reikalauti, kokybės požymius, kurie atskiria patikimus tiekėjus nuo rizikingų, sertifikatus, kuriuos verta patikrinti, ir klausimus, kuriuos užduoda patyrę pirkimų specialistai prieš patvirtindami gamyklą.
Uolienos vatos (mineralinės vatos, gautos iš bazaltinės uolienos ir perdirbtų šlakų) naudojimo argumentas kaip valymo patalpų šerdies medžiagos remiasi viena savybe: ji neDegsta. Uolienos vata pasiekia A1 klasę pagal EN 13501-1 standartą – aukščiausią ugnies atsparumo klasifikaciją, kuri reiškia, kad medžiaga yra ne degi, neleidžia dūmų išsisklaidyti ir neturi degančių lašų. Statiniams, kurie turi atitikti ES GMP priedo Nr. 1 reikalavimus, Jungtinės komisijos ligoninės standartus ar vietines ugnies saugos taisykles, nustatančias ne degių konstrukcijų naudojimą gyvenamose ar didelio rizikos zonose, tai nėra pageidautina sąlyga – tai būtina sąlyga.
Bet čia yra dalis, kurią daugelis pirkėjų sužino sunkiu būdu: uolienos vatos plokštės yra žymiai sudėtingesnės gaminti kokybiškai nei putų šerdies alternatyvos. Problema ta, kad uolienos vata yra pluoštinė medžiaga. Jos negalima įpilti ir išplėsti kaip poliuretano putas – ją reikia tiksliai supjaustyti, tinkamai orientuoti ir priklijuoti prie plieninių apvalkalų su pakankama klijavimo jėga, kad apvalkalai neatsiskirtų dėl temperatūros ciklų ir mechaninės vibracijos realioje patalpoje per 20 metų. Tiksliai parinkti klijavimą ir užtikrinti, kad pluoštelės būtų visiškai uždarytos, kad jokios iš jų nepatektų į kontroliuojamą aplinką, – tai vieta, kur gamintojai skiriasi žymiai.
Kitas kintamasis yra pati akmenų vatos medžiaga. Svarbiausia yra tankis — 60 kg/m³ akmenų vatos plokštė ir 120 kg/m³ plokštė gali atrodyti identiškos pasiūlymo sąskaitoje, tačiau praktikoje jų našumas visiškai skiriasi. Mažo tankio akmenų vata laikui bėgant suspaudžiama, todėl tarp šerdies ir plieninio apvalkalo susidaro tuščios erdvės. Taip pat ji suteikia žymiai prastesnį garso izoliavimo efektą ir mažesnį sukibimą su apvalkalo paviršiumi. Geriausi gamintojai aiškiai nurodo savo akmenų vatos tankį ir gali pateikti gamyklos sertifikatus, patvirtinančius šią charakteristiką.
Galutinis verdictas: Svarbios medžiagos techninės specifikacijos. Svarbus sukibimo procesas. Svarbus kraštų hermetizavimas. Ir niekas iš šių dalykų negali būti pastebėta baigtoje plokštėje arba nustatyta tik iš pavyzdžio — būtent todėl gamintojo gamybos galimybių supratimas yra svarbesnis nei jo katalogo kaina.
Kai gaunate gamintojo pateiktą produkto techninę charakteristiką, į šiuos skaičius turėtumėte atkreipti dėmesį – taip pat reikalauti bandymų sertifikatų.
Tai dažniausiai neteisingai nurodoma specifikacija akmenų vatos plokščių rinkoje. Tankis išreiškiamas kg/m³ ir tiesiogiai veikia konstrukcinį našumą, garso izoliacijos savybes, ilgalaikę matmeninę stabilumą bei sukibimo stiprumą. Patikimi valymo patalpų plokščių gamintojai naudoja akmenų vatą su tankiu 100–150 kg/m³ sienų plokštėms. Viskas, kas žemesnio nei 80 kg/m³, turi būti kvestionuojama; viskas, kas nurodyta kaip „standartinis tankis“, bet be konkretaus skaičiaus, turi būti patikrinta gamyklos sertifikatu.
Plieninės dangos ir akmenų vatos šerdies jungtis yra bet kurios sumontuotos plokštės konstrukcinis silpniausias taškas. Valymo patalpų taikymui minimalus sukibimo stiprumas ≥ 60 kPa ir atplėšimo stiprumas ≥ 150 kPa turi būti nurodyta. Šios reikšmės turi būti patvirtintos bandymų ataskaitomis pagal EN 14509 arba lygiaverčius nacionalinius standartus — ne tik pateiktos pardavimo dokumente.
Gerai pagaminta 50 mm uolienos vatos plokštė turėtų pasiekti REI 60 (60 minučių ugnies atsparumą), kai ji bandoma pagal EN 1364 arba lygiavertį standartą. 100 mm plokštės versija turėtų pasiekti REI 120–REI 240, priklausomai nuo konkrečios konstrukcijos. Paprašykite faktinės ugnies bandymo ataskaitos — ne tik EN 13501-1 klasifikavimo sertifikato, kuris apima tik degimo reakciją (degumą), o ne konstrukcinio ugnies atsparumo trukmę.
Uolienos vatos šiluminis laidumas (lambda, λ) paprastai yra 0,034–0,040 W/m·K . Tai nėra konkurencinga PIR arba PU putoms (0,022–0,024 W/m·K), tačiau daugumai valymo patalpų taikymų šiluminis apvalkalas valdomas pastato išorės apeigoje — valymo patalpų pertvarų plokštės nėra pagrindinis šiluminis barjeras. Nepaisant to, paprašykite deklaruotos lambda reikšmės; ji turėtų remtis EN 12667 arba EN 12939 bandymais.
Plieninės paviršiaus plokštės nulemia paviršiaus tvirtumą, cheminę atsparumą ir tai, ar plokštė išlaikys savo higienos našumą dešimtmečius kartotinai dezinfekuojant.
| Parametras | Minimaliai priimtina | Rekomenduojama GMP reikalavimams |
|---|---|---|
| Akmenų vatos tankis | 80 kg/m³ | 100–120 kg/m³ |
| Sulipimo stipris | ≥ 40 kPa | ≥ 60 kPa |
| Atskirties Jėga | ≥ 100 kPa | ≥ 150 kPa |
| Ugnies klasifikacija | A1 (reakcija į ugnį) | A1 + REI 60 min (atsparumas) |
| Skydo storis (sienai) | 50 mm | 75–100 mm |
| Apvalkalo storis | 0.4 mm | 0,5–0,6 mm storio PVDF danga |
| Kraštų suvirkimo | užsandarinta iš 3 pusių | Visos 4 pusės, plieniniais antgalių apdailos elementais |
| Garso izoliacijos indeksas | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) esant 100 mm |
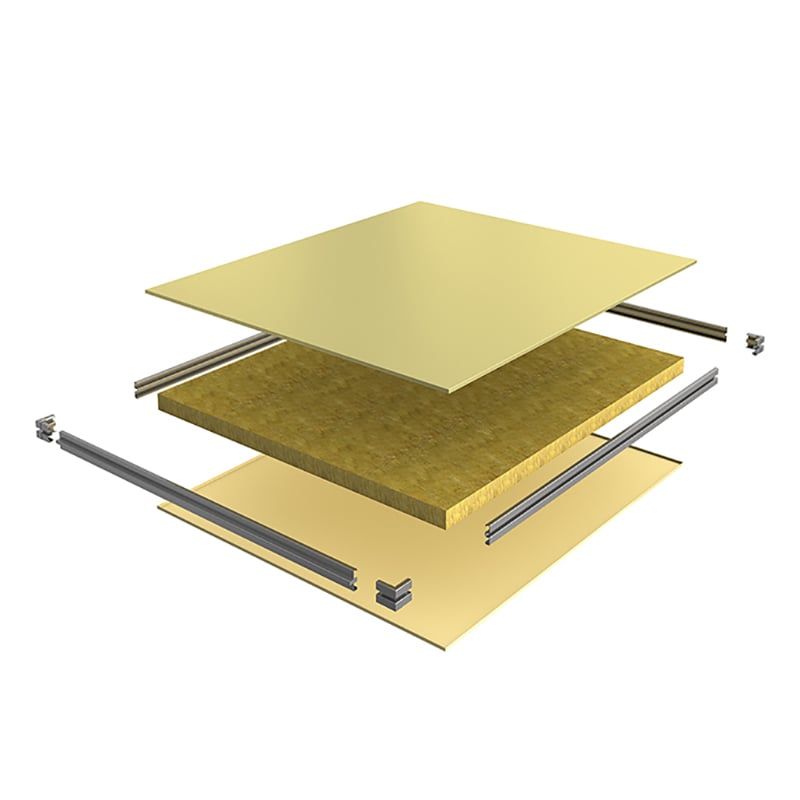
Uolienų vatos švariosios patalpos plokštės gaminami rankomis — ne nuolatinėse laminavimo linijose, kuriose naudojamos putplasčio šerdies plokštės. Tai yra tiek apribojimas, tiek privalumas: rankinis surinkimas leidžia tiksliai įdėti šerdį, geriau užsandrinti kraštus ir gaminti nestandartinių matmenų gaminius, kurių negali pagaminti mašininis presas. Tačiau tai taip pat reiškia, kad kokybė labai priklauso nuo darbuotojų įgūdžių ir kokybės kontrolės procedūrų.
Štai kaip atrodo gamybos eiga gerai veikiančioje gamykloje ir klausimai, kuriuos turėtumėte užduoti kiekviename etape:
| 01 | Plieninių ritinių apdorojimas Plieniniai ritiniai supjaustomi į reikiamą plotį ir suformuojami į plokščių profilius. Šiuo metu tikrinama danga – bet koks bruožas, pertrauka ar kraštinės nelygumai plieniniame ritinyje tampa nuolatiniais defektais galutinėje plokštėje. Paklauskite, ar gamintojas prieš formavimą atlieka ritinių tikrinimą. |
| 02 | Akmenų vatos pjaustymas ir orientacija Akmeninės vatos plokštės supjaustomos į plokščių matmenis su nuokrypio ribomis ±1 mm. Skaidulų orientacija yra svarbi: laminarinės akmeninės vatos (skaidulos, einančios statmenai plokštės paviršiui) suklijuojamos jėga ir ugniai atsparumas žymiai aukštesni nei standartinės orientacijos plokščių. Aukščiausios kokybės gamintojai laminarinę vatą naudoja specialiai švaraus kambario plokštėms. |
| 03 | Klijavimo taikymas Dviejų komponentų poliuretano klijai taikomi abiem plieninėms plokštėms ir akmeninės vatos paviršiams. Klijų dengimo norma, maišymo santykis ir atvirasis laikas yra kritiškai svarbūs – nepakankamas klijų kiekis ar neteisingas maišymas gali sukurti suklijavimą, kuris praeitų gamykloje atliekamą traukos bandymą, bet veikimo metu, veikiant temperatūros ciklams, būtų nesėkmingas. Paklauskite, ar klijų naudojimas fiksuojamas kiekvienos plokštės partijos atveju. |
| 04 | Stabdymas ir ištvirtinimas Suklijuoti skydeliai spaudžiami vienodu slėgiu, kol klijai sukietėja. Temperatūros ir slėgio režimai turi būti nuoseklūs viso skydelio paviršiuje — nevienodas spaudimas sukuria nevienodą sukibimo stiprumą, dėl kurio gali atsiskleisti kraštai. |
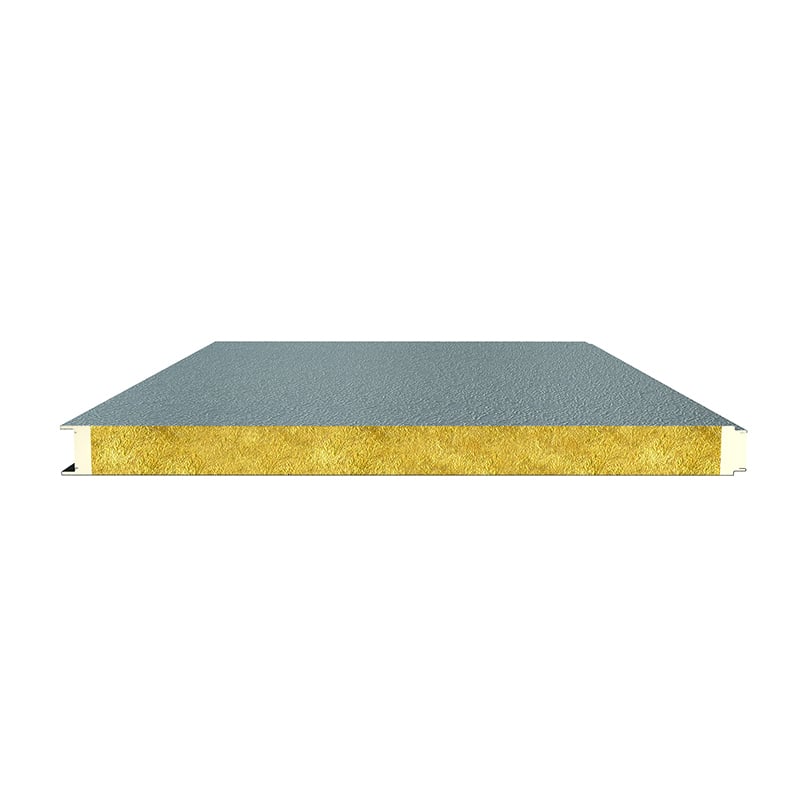
| 05 | Keturias kraštų sandarinimas Štai kas padaro valymo patalpos skydelį skirtingu nuo standartinio pramoninio sumuštinio tipo skydelio. Visiems keturiems kraštams pritvirtinami suformuoti plieniniai arba aliumininiai profiliai, visiškai apgaubiantys uolienos vatos šerdį. Be to, uolienos vatos plaušeliai gali patekti į patalpos vidų — tai nepriimtina farmacinėse ir maisto gamybos aplinkose. Šis detalus sprendimas ypač turi būti patikrintas pavyzdiniuose skydeliuose. |
| 06 | Kokybės kontrolė ir testavimas Kiekvieno plokščių partijos bandymų rinkinyje turėtų būti atliekami naikinamieji atplėšimo ir šlyties bandymai pavyzdinių plokščių pavyzdžiuose, plokštumos matavimai (išlinkimo nuokrypis paprastai ≤ L/500) ir matmenų patikrinimas. Gamintojas, kuris gali parodyti jums kokybės kontrolės įrašus ankstesnei partijai — įskaitant bandymų rezultatus ir priėmimo/ar atmestino kriterijus — veikia kitu lygiu nei tas, kuris siūlo tik vizualinę patikrą. |
Sertifikatai yra tik tiek naudingi, kiek reikšmingi yra jų pagrindu atlikti bandymai. Štai vadovas, kurie sertifikatai iš tikrųjų svarbūs uolų vatos valymo patalpų plokštėms ir ką kiekvienas iš jų reiškia.
Tai pagrindinis Europos produktų standartas, nustatantis sandvičo plokščių konstrukcinį našumą. Jame apima plokštumos laipsnį, matmenų nuokrypius, sukibimo stiprumą ir apkrovos nešančiąją galios. Gamintojai, tiekiantys produktus į Europos rinką arba į projektus, kuriems taikomi Europos teisiniai reikalavimai, turi turėti CE žymėjimą pagal EN 14509 standartą. Paprašykite parodyti Našumo deklaraciją (DoP), kurioje nurodyti deklaruoti našumo rodikliai — o ne tik pati CE sertifikato kopija.
Tai patvirtina A1 klasifikaciją (nesudeginamumas). Tai minimalus gaisrinis dokumentas, kurį turėtumėte priimti bet kuriai uolienos vatos švariosios patalpos plokštei. Atkreipkite dėmesį, kad ši klasifikacija taikoma plokštės medžiagai, o ne surinktai pertvaros sistemai — jei reikia tam tikros REI klasifikacijos sienai, reikalingas atskiras gaisrinės atsparumo bandymas (EN 1364).
Bazinis kokybės rodiklis. Beveik visi eksportuotojai turi ISO 9001 sertifikatą, todėl jo buvimas nepagerina tiekėjo pozicijos – tačiau jo nebuvimas turėtų kelti nerimą. Naudingiau nei pats sertifikatas yra suprasti, kaip jų kokybės valdymo sistema (QMS) iš tikrųjų taikoma gamybos vietoje: ar kiekvienam gamybos etapui parengtos dokumentuotos darbo instrukcijos ir ar jos laikomasi?
Pripažintų pasaulinių bandymų organizacijų trečiosios šalies bandymų ataskaitos turi žymiai didesnę svorį nei vidinės bandymų duomenys. Dėl akmenų vatos valymo patalpų plokščių reikėtų konkrečiai paprašyti trečiosios šalies sukibimo stiprio ir atplėšimo stiprio bandymų ataskaitų. Gamintojas, kuris tiki savo produkto kokybe, būtinai įsakys nepriklausomus bandymus; jei to nebuvo padaryta, reikėtų paklausti, kodėl.
Farmacinėms projektų reikmėms pati valymo patalpa turi būti kvalifikuota (IQ/OQ/PQ) kaip dalis įrangos patvirtinimo proceso. Tai tiesiogiai neapima plokščių sertifikavimo, tačiau gamintojai, kurie reguliariai tiekia GMP objektus, supranta, kokios dokumentacijos reikalauja patvirtinimo procesas, ir gali pateikti medžiagų duomenų lapus, sekamosios informacijos įrašus bei konstrukcijos detales reikiamu formatu. Jei gamintojas niekada nebuvo tiekęs GMP objektų, šioje srityje tikėkitės spragų.
Svarbu: Sertifikatai gali būti kopijuojami, keičiami ar pateikiami be konteksto. Didelėms užsakymų sumoms sertifikatus reikia patikrinti tiesiogiai išduodančios institucijos – pavyzdžiui, EN 14509 CE sertifikatus galima patikrinti palyginant su Pranešamosios institucijos paskelbtais įrašais. Tai trunka 10 minučių ir jau daug kartų padėjo išvengti brangiai kainavusių netikėtumų.
Įvertinimas vyksta keliomis lygmenų. Pradėkite nuo to, ką galite įvertinti nuotoliniu būdu, o jei tiekėjas išlaiko pradinį atrankos etapą, gilinkitės toliau.
Paprašykite šių dokumentų iš bet kurio apsvarstomo gamintojo ir įvertinkite gautus atsakymus:
Gamintojas, kuris gali visus aukščiau nurodytus dokumentus parengti laiku ir visiškai, turi tam tikrą profesionalios infrastruktūros lygį, kuris pašalina rinkoje didelę dalį tiekėjų. Daugelis tiekėjų negalės pateikti trečiosios šalies bandymų ataskaitų ar išsamių gamybos brėžinių, kas sako jums daug apie tai, kaip jie vertina kokybės dokumentavimą.
Užsakykite fizinį pavyzdį prieš patvirtindami gamybos užsakymą. Kai jį gausite, patikrinkite:
Užsakymams, kurių vertė viršija tam tikrą ribą (paprastai 50 000 JAV dolerių ir daugiau arba projektams, kuriuose reikalinga GMP patvirtinimo procedūra), gamyklos audito atlikimas yra naudingas. Jei negalite aplankyti gamyklą asmeniškai, praktinė alternatyva yra trečiosios šalies auditas per SGS, Bureau Veritas ar QIMA. Pagrindiniai dalykai, kuriuos reikia įvertinti vietoje:
Metų patirtis įsigyjant plokštes pramonėje atskleidžia nuolat pasikartojančius įspėjamuosius požymius. Bet kuris iš šių požymių turėtų skatinti papildomai ištirti situaciją prieš tęsiant darbus:
Uolienų vatos valymo patalpų plokštės naudojamos netikėtai plačiame pramonės sričių spektre, o jų techninės specifikacijos reikalavimai reikšmingai skiriasi tarp sektorių. Supratimas, kurioje srityje yra jūsų projektas, padeda susiaurinti gamintojo gebėjimų sąrašą, kurie yra svarbiausi.
| Sektorius | ISO klasė | Pagrindiniai plokščių reikalavimai | Paviršiaus specifikacija |
|---|---|---|---|
| Farmacinė (GMP) | ISO 5–7 | A1 ugnies atsparumo klasė, REI 60+, suapvalinti kampai, visiška dokumentacija | PVDF arba nerūdijantis plienas 304 |
| Ligoninė / operacinė | ISO 5 | A1 ugnies atsparumo klasė, lygi lubų sistema, paviršiai, kontroliuojant infekcijas | PVDF baltos spalvos, mažo išgaruojančių organinių junginių (VOC) kiekio |
| Maisto perdirbimas | ISO 6–8 | A1 ugnies atsparumo klasė, drėgmei atsparus, suapvalintos grindų sąjungos, tinkamas valymui vandeniu | PVDF arba FRP |
| Medicinos prietaisų gamyba | ISO 6–7 | A1 ugnies atsparumo klasė, atitinka ISO 13485 standartą, cheminė atsparybė | Standartinis PVDF |
| Elektronika / puslaidininkiai | ISO 3–6 | Pageidautina A1 ugnies atsparumo klasė, antistatinis arba ESD-sklaidos paviršius, išgaravimo ribos | HPL antistatinis arba nerūdijantis plienas |
| Bendrosios laboratorijos / mokslinių tyrimų ir technologijų plėtros | ISO 6–9 | Pageidautina A1 ugnies atsparumo klasė, modulinė, perkonfigūruojama sistema | PVDF arba PE standartinis |
Viena specifikacijos sąlyga, kuri dažnai praleidžiama palyginant sektorius: akustinis našumas. Farmacinės gamybos ir ligoninių aplinkoje abiejose reikalaujama reikšmingos garso izoliacijos tarp gamybos zonų – paprastai 38–45 dB Rw. Akustinį šio diapazono pasiekimą patikimai užtikrina 100 kg/m³ tankio ir 100 mm storio akmens vatos plokštės. Jei akustinis našumas yra oficiali projekto sąlyga, gamintojams reikia konkrečiai reikalauti garso bandymų duomenų (EN ISO 10140 arba lygiavertės normos), o ne remtis tik teoriniais skaičiavimais.
Tai yra klausimai, kuriuos patyrę pirkimų specialistai, projektų vadovai ir įrangos konsultantai nuolat užduoda vertindami uolėnų vatos valymo patalpų plokščių tiekėjus. Juos verta sistemingai nagrinėti su bet kuriuo rimtai svarstomu gamintoju.
Pagrindinis skirtumas yra kraštų hermetizavimas. Standartinės akmenų vatos sandwich plokštės (naudojamos pramoninėse stogų ir apdailos konstrukcijose) paprastai turi atvirus arba minimaliai hermetizuotus pjovimo kraštus, todėl akmenų vatos pluoštai lieka neapsaugoti. Valymo patalpų plokštės turi visus keturis kraštus hermetiškai užsandarintus su formuotomis plieninėmis ar aliuminio profilio dalimis, visiškai apjuosiančiomis šerdį. Tai neleidžia pluoštams patekti į kontroliuojamą aplinką – tai būtina sąlyga teršalų kontrolės sistemoms farmacinėse, maisto gamybos ir medicinos prietaisų gamybos įmonėse. Valymo patalpų plokštės taip pat turi tikslingesnius matmenų nuokrypius ir dažniausiai naudoja lygesnes bei chemiškai atsparesnes paviršiaus dengiamąsias medžiagas.
Teisingai įrengus ir prižiūrint, uolienos vatos valymo patalpų plokštės tarnauja 25–30 metų ar ilgiau. Uolienos vatos šerdies paties tarnavimo laikas yra esminiu požiūriu begalinis – ji nesiskaido, nesuspaudžiama reikšmingai ir laikui bėgant nepraranda savo ugniai atsparių savybių. Ribojančiais veiksniais dažniausiai būna plieninės dangos danga (kuri nyksta dėl dažno valymo ir dezinfekcijos) bei kraštų sandarinimo jungtys (kurios gali būti pažeistos mechaninio poveikio metu eksploatuojant). PVDF danga padengtos plokštės chemiškai agresyviose valymo patalpų aplinkose žymiai ilgiau tarnauja nei PE danga padengtos plokštės.
Techniškai taip, tačiau dauguma patyrusių techninių specifikatorių verčiau naudoja aliuminio šešėlinių lubų plokštes valymo patalpoms. Priežastis – svoris: uolienos vatos plokštės, kurių storis 100 mm, sveria apie 18–22 kg/m², todėl tai reiškia didelę apkrovą lubų pakaboms ir kelia rimtus saugos klausimus, susijusius su techninės priežiūros priemonėmis (personalo judėjimas lubomis keičiant filtrus). Aliuminio šešėlinės lubų plokštės sveria 6–9 kg/m² ir yra nedegios (A1 klasės), kaip ir uolienos vatos plokštės, todėl jos atitinka gaisrinės saugos reikalavimus be papildomo svorio naštos. Vis dėlto farmacinėse įmonėse, kur lubos yra žemos ir nereikia konstrukcinio prieigos, naudojamos uolienos vatos lubų plokštės.
Esant 50 mm storio, gerai pagamintos uolienos vatos plokštės su tinkamo storio plieninėmis apdailos lakštinėmis paprastai pasiekiamas REI 60 (60 minučių ugnies atsparumas). Esant 100 mm storio, priklausomai nuo konkrečios konstrukcijos detalių, pasiekiamas REI 120–REI 240. Ugnies atsparumo trukmė turi būti patvirtinta bandymų ataskaita pagal EN 1364 standartą (arba atitinkamą nacionalinį standartą). Atkreipkite dėmesį, kad ugnies atsparumas (REI) ir ugnies reakcijos klasifikacija (A1) yra du skirtingi parametrai, kurie nustatomi skirtingais bandymais – kai kurie tiekėjai pateikia A1 reakcijos sertifikatą, kai jų klausoma apie ugnies atsparumą, tačiau tai nėra tas pats dalykas.
Uolienų vatos švariosios patalpos plokštės paprastai kainuoja 15–30 % brangiau nei lygiagrečios PU ar PIR putplasčio šerdies plokštės to paties matmens, daugiausia dėl to, kad uolienos vatos žaliavos kaina aukštesnė ir rankinis surinkimas yra daug labiau darbo intensyvus nei putų įpurškimas. Jie kainuoja maždaug 10–20 % pigiau nei aliuminio šešėlinės struktūros plokštės to paties matmens. Projektuose, kuriuose gaisro saugos taisyklės reikalauja A1 ne degios šerdies, uolienos vata paprastai yra ekonomiškiausias variantas — alternatyva (aliuminio šešėlinės struktūros visur, įskaitant sienas) yra žymiai brangesnė.
Taip — su tinkamu gamintoju. Kelios kinų švariosios patalpos plokščių gamintojų įmonės tiekia GMP farmacinėms įstaigoms, maisto perdirbimo įmonėms ir ligoninėms Europoje, Artimuosiuose Rytuose, Pietryčių Azijoje ir vis dažniau Šiaurės Amerikoje. Pagrindinis dalykas – dokumentacija: CE žymėjimas pagal EN 14509 standartą, nepriklausomų trečiųjų šalių gaisro bandymų ataskaitos bei medžiagų kilmės sekos įrašai turi būti pateikti reguliuojamose rinkose vykdomiems projektams. Kinų gamintojai, kurie nuolat tiekia produktus tarptautiniams reguliuojamiems projektams, šią dokumentaciją turi kaip reikalavimą. Tie gamintojai, kurie daugiausia aptarnauja vietinę rinką, tokių dokumentų gali neturėti.
„Glostar“ tiekė uolienos vatos švariosios patalpos plokščių sistemas farmacinėms, maisto perdirbimo bei medicinos įstaigoms Azijoje, Artimuosiuose Rytuose ir Europoje. Pageidavus galime pateikti išsamią techninę dokumentaciją, nepriklausomų trečiųjų šalių bandymų ataskaitas ir projektų nuorodas.
Užsisakyti techninę informaciją → Karščiausios naujienos
Karščiausios naujienos2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Tikime, kad laikydamiesi kokybės principų ir skatinant inovacijas galime sukelti transformacinius pokyčius architektūroje bei sukurti pastatų statybos pramonei tvarų ateities šešėlį.
Kinija, Šandongo provincija, Binčou miestas, aukštųjų technologijų zona, Gaoqi g. 377
Autorinės teisės © „Shandong Apex Metal Products Co., Ltd.“ Visos teisės saugomos (priklauso „Glostar New Materials Group“) Privatumo politika Dienoraštis