Mga panel ng kumplikadong espasyo na gawa sa bato at wool nakaupo sa isang kawili-wiling posisyon sa merkado. Hindi sila ang pinakamurang opsyon — ang EPS at karaniwang PU panels ay mas mura kaysa sa kanila. Hindi rin sila ang pinakagaan — ang aluminum honeycomb ceiling panels ang nananalo sa aspetong ito. Ngunit para sa pagmamanupaktura ng gamot, konstruksyon ng ospital, at mga pasilidad sa pagproseso ng pagkain kung saan ang mga code sa sunog ay hindi pwedeng ipagkait, ang rock wool ay madalas na ang tanging core material na tumutugon sa mga kinakailangan. At iyan ay lumilikha ng isang tiyak na hamon sa pagkuha: kapag kailangan mo ng rock wool cleanroom panels, kailangan mo ng isang tagagawa na tunay na nakakaalam kung paano gawin ang mga ito nang tama — hindi isang tagagawa na pangunahing gumagawa ng foam-core industrial panels at tinatrato ang rock wool bilang isang pansamantalang linya.
Ang gabay na ito ay nakatuon sa mga bagay na tunay na mahalaga kapag sinusuri ang mga tagagawa: ang mga teknikal na espesipikasyon na dapat hilingin, ang mga senyal ng kalidad na naghihiwalay sa mga maaasahang tagapag-suplay mula sa mga may panganib, ang mga sertipiko na dapat i-verify, at ang mga katanungan na itinatanong ng mga eksperyensiyadong koponan sa pagbili bago pirmahan ang isang pabrika.
Ang kaso para sa rock wool bilang materyal na core ng cleanroom ay nakasalalay sa isang katangian: hindi ito nasusunog. Ang rock wool (mineral wool na gawa sa basalt na bato at recycled slag) ay nakakakuha ng Class A1 sa ilalim ng EN 13501-1 — ang pinakamataas na klasipikasyon laban sa apoy, na nangangahulugan na hindi ito nabubuo ng apoy, walang ambag sa usok, at walang tumutulo o natutunaw na bahagi habang sinusunog. Para sa mga gusali na sumasailalim sa EU GMP Annex 1, Joint Commission hospital standards, o lokal na mga code laban sa apoy na nangangailangan ng konstruksyon na hindi nabubuo ng apoy sa mga lugar na may tao o mataas ang panganib, ito ay hindi lamang isang kagustuhan — kundi isang kinakailangan.
Ngunit narito ang bahagi na matututunan ng maraming buyer sa paraang mahirap: ang mga panel na gawa sa rock wool ay kailangang gawin nang mas mahirap kumpara sa mga alternatibong foam-core. Ang hamon ay ang rock wool ay isang fibrous na materyal. Hindi ito maaaring i-inject at palawakin tulad ng polyurethane foam — kailangan itong putulin nang may katiyakan, ilagay nang tama ang direksyon nito, at idikit sa mga steel skin gamit ang sapat na adhesive force upang ang mga skin ay hindi mabulok o maihiwalay sa ilalim ng thermal cycling at mechanical vibration ng isang tunay na pasilidad sa loob ng 20 taon. Ang pagkamit ng tamang pagdidikit, at ang pananatiling lubos na nakakulong ng mga fiber upang wala kahit isa ang makapasok sa controlled environment, ang lugar kung saan nagkakaiba nang malaki ang mga tagagawa.
Ang iba pang variable ay ang rock wool mismo. Napakahalaga ng density — ang isang panel na rock wool na may density na 60 kg/m³ at isang panel na may density na 120 kg/m³ ay maaaring magmukhang identikal sa isang quote sheet ngunit magkakaiba nang husto ang kanilang pagganap sa praktikal na aplikasyon. Ang rock wool na may mababang density ay sumusuko o napipiga sa paglipas ng panahon, na nagdudulot ng mga puwang sa pagitan ng core at ng steel skin. Nagbibigay din ito ng mas mahinang pagganap sa akustik at mas mababang lakas ng pagkakadikit sa interface ng skin. Ang mga nangungunang tagagawa ay tiyak na tinutukoy ang density ng kanilang rock wool at maaaring magbigay ng mill certificates upang patunayan ito.
Punta: Mahalaga ang espesipikasyon ng materyales. Mahalaga ang proseso ng pagkakadikit. Mahalaga ang pagse-seal sa mga gilid. At wala sa mga ito ang nakikita sa isang nabuong panel o madetektahan mula sa isang sample lamang — kaya nga ang pag-unawa sa kakayahan ng isang tagagawa sa produksyon ay mas mahalaga kaysa sa presyo ng kanilang catalog.
Kapag natanggap mo ang isang technical data sheet mula sa isang tagagawa, ang mga numerong ito ang dapat mong pansinin — at kailangan mong hingin ang mga sertipiko ng pagsubok para rito.
Ito ang pinakakaraniwang ina-misrepresent na specification sa merkado ng rock wool panel. Ang density ay ipinapahayag sa kg/m³ at direktang nakaaapekto sa structural performance, acoustic performance, long-term dimensional stability, at bonding strength. Ginagamit ng mga reputableng tagagawa ng cleanroom panel ang rock wool na may density na 100–150 kg/m³ para sa wall panels. Dapat tanungin ang anumang value na nasa ilalim ng 80 kg/m³; ang anumang binibigay bilang "standard density" nang walang tiyak na numero ay dapat i-verify gamit ang mill certificate.
Ang bond sa pagitan ng steel skin at ng rock wool core ang pinakamahinang bahagi ng anumang sandwich panel. Para sa mga cleanroom application, ang minimum na bonding strength ay ≥ 60 kPa at peel strength ay ≥ 150 kPa dapat tukuyin. Ang mga halagang ito ay dapat suportahan ng mga ulat sa pagsusulit ayon sa EN 14509 o katumbas na pambansang pamantayan — hindi lamang isinasaad sa isang dokumentong pangbenta.
Ang isang de-kalidad na 50 mm na panel na gawa sa rock wool ay dapat makamit ang REI 60 (60 minuto ng paglaban sa apoy) kapag sinubok ayon sa EN 1364 o katumbas nito. Ang bersyon na may lapad na 100 mm ay dapat makamit ang REI 120 hanggang REI 240, depende sa tiyak na konstruksyon. Humiling ng aktwal na ulat sa pagsusulit sa apoy — hindi lamang ng sertipiko ng klasipikasyon ayon sa EN 13501-1, na sumasaklaw lamang sa reaksyon sa apoy (kakayahang sumunod sa apoy), hindi sa tagal ng paglaban sa apoy sa antas ng istruktura.
Ang thermal conductivity (lambda, λ) ng rock wool ay karaniwang 0.034–0.040 W/m·K . Hindi ito kumpetisyon sa PIR o PU foam (0.022–0.024 W/m·K), ngunit para sa karamihan ng mga aplikasyon sa cleanroom, ang thermal envelope ay pinamamahalaan sa antas ng panlabas na balot ng gusali — ang mga panel ng partisyon ng cleanroom ay hindi ang pangunahing thermal barrier. Gayunpaman, humiling ng ipinahayag na halaga ng lambda; dapat ito batay sa pagsusulit ayon sa EN 12667 o EN 12939.
Ang mga pampalapad na bakal na sheet ay nagtatakda ng tibay ng ibabaw, paglaban sa kemikal, at kung ang panel ay mananatiling epektibo sa pagpapanatili ng kalinisan nito sa loob ng maraming dekada ng paulit-ulit na disinfection. Mga pangunahing parameter:
| Parameter | Pinakamababang Katanggap-tanggap | Inirerekomenda para sa GMP |
|---|---|---|
| Density ng Rock wool | 80 kg/m³ | 100–120 kg/m³ |
| Kapangyarihan ng Pagkakabit | ≥ 40 kPa | ≥ 60 kPa |
| Lakas ng pagkalatag | ≥ 100 kPa | ≥ 150 kPa |
| Klasipikasyon ng apoy | A1 (reaksyon sa apoy) | A1 + REI 60 min (paglaban) |
| Kapal ng Panel (pader) | 50 mm | 75–100 mm |
| Kapal ng Panlabas na Balat | 0.4 mm | 0.5–0.6 mm na may patong na PVDF |
| Pag-tigil ng gilid | nakaseyal sa tatlong gilid | Lahat ng apat na gilid, may takip na bakal |
| Indeks ng Pagbawas ng Tunog | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) sa 100 mm |
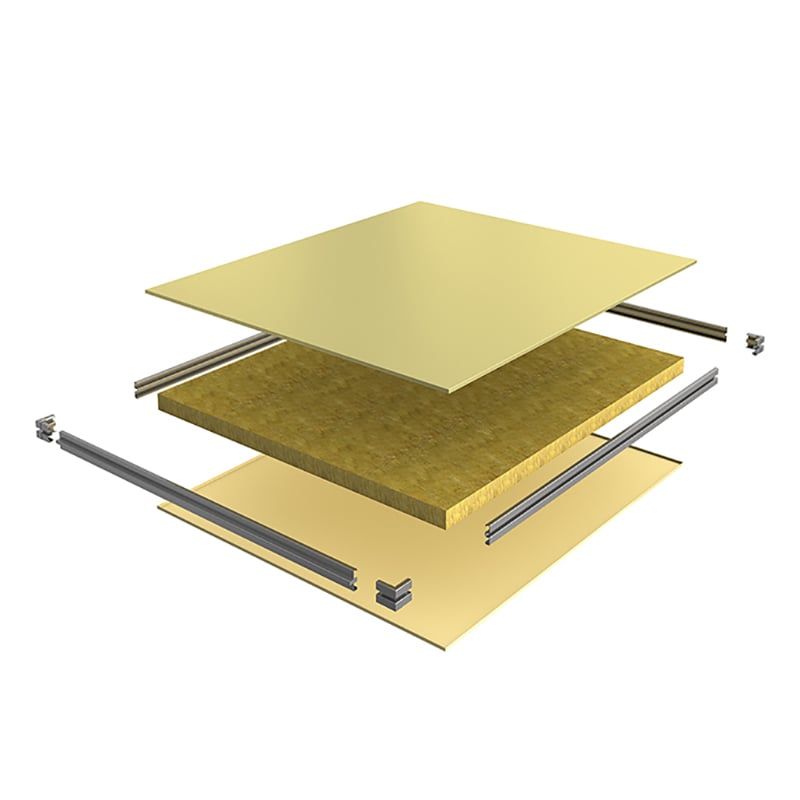
Mga panel ng kumplikadong espasyo na gawa sa bato at wool ginagawa ng kamay — hindi sa mga patuloy na lamination line na ginagamit para sa mga panel na may foam-core. Ito ay parehong isang paghihigpit at isang kapakinabangan: ang pagkakabit ng mga bahagi ng panel sa kamay ay nagbibigay-daan sa tumpak na paglalagay ng core, mas mahusay na pagse-seal sa mga gilid, at pasadyang mga sukat na hindi kayang gawin ng isang makina. Ngunit nangangahulugan din ito na ang kalidad ay lubhang sensitibo sa kasanayan ng manggagawa at sa mga proseso ng quality control.
Ito ang anyo ng pagkakasunod-sunod ng produksyon sa isang maayos na pinapatakbo na pabrika, at ito ang mga bagay na dapat mong itanong sa bawat yugto:
| 01 | Pagsasaproseso ng Steel Coil Ang mga steel coil ay hinahati ayon sa lapad at iniroroll-form upang mabuo ang profile ng panel. Ang coating ay sinusuri sa yugtong ito — anumang sugat, holiday, o edge-burr sa steel coil ay magiging permanenteng depekto sa natapos na panel. Itanong kung ang tagagawa ay gumagamit ng hakbang na inspeksyon sa coil bago ito i-form. |
| 02 | Paggupit at Pag-orienta ng Rock Wool Ang mga slab na gawa sa bato na wool ay tinutupi ayon sa sukat ng panel na may toleransya na ±1 mm. Mahalaga ang oryentasyon ng mga hibla: ang rock wool na may oryentasyong lamella (kung saan ang mga hibla ay tumatakbo nang patayo sa harap ng panel) ay nagbibigay ng malaki ang lakas ng pagkakadikit at mas mahusay na paglaban sa apoy kumpara sa standard-orientation na board. Ginagamit ng mga premium na tagagawa ang lamella wool partikular para sa mga panel ng cleanroom. |
| 03 | Paggamit ng Pandikit Ang dalawang-komponenteng polyurethane adhesive ay inilalagay sa parehong mga ibabaw ng bakal at sa mga ibabaw ng rock wool. Ang rate ng takip, ratio ng paghalo, at bukas na oras ay lahat mahalaga — ang kulang na adhesive o maling paghalo ay nagdudulot ng pagkakadikit na maaaring makapasa sa pagsusuri sa pabrika ngunit nabigo sa aktwal na paggamit dahil sa thermal cycling. Itanong kung ang paggamit ng adhesive ay nairekord bawat batch ng panel. |
| 04 | Pag-prese at pag-aayos Ang mga pinagsamang panel ay pinipindot sa ilalim ng pare-parehong presyon habang ang pandikit ay tumitibay. Ang mga profile ng temperatura at presyon ay kailangang magkaroon ng pagkakapareho sa buong lugar ng panel — ang hindi pantay na pindot ay nagdudulot ng di-pantay na lakas ng pagkakabond na humahantong sa paghiwalay ng mga gilid. Ang oras ng pagtutibay sa temperatura ng silid ay karaniwang hindi bababa sa 24 na oras; ang ilang mga tagagawa ay nagmamadali sa hakbang na ito. |
| 05 | Pagse-seal sa Apat na Gilid Ito ang hakbang na nagpapagkaiba sa isang cleanroom panel mula sa isang karaniwang industrial sandwich panel. Ang mga nabuo na bakal o aluminum channel section ay inilalagay sa lahat ng apat na gilid, na ganap na binabalot ang core na gawa sa rock wool. Kung wala ito, ang mga hibla ng rock wool ay maaaring pumasok sa loob ng silid — na hindi tinatanggap sa mga kapaligiran ng pharmaceutical at pagkain. Suriin ang detalyeng ito nang tiyak sa mga sample panel. |
| 06 | Kontrol sa Kalidad at Pagsusuri Ang bawat batch ng panel ay dapat kasama ang mga pagsusuri sa pagbubukas at paghihipit (destructive peel and shear tests) sa mga sample na panel, pagsukat ng kagulugan (flatness measurement) (karaniwang ang toleransya sa pagkabow ay ≤ L/500), at pagpapatunay ng mga sukat. Ang isang tagagawa na maaaring ipakita sa iyo ang mga rekord ng QC para sa isang nakaraang batch — kabilang ang mga resulta ng pagsusuri at mga kriteya ng pagpasa/pagkabigo — ay gumagana sa ibang antas kaysa sa isang tagagawa na nag-ooffer lamang ng pansariling inspeksyon. |
Ang mga sertipikasyon ay kapaki-pakinabang lamang hanggang sa antas ng mga pagsusuri na kinakatawan nila. Narito ang isang gabay kung alin sa mga ito ang tunay na mahalaga para sa mga panel ng cleanroom na gawa sa rock wool, at ano ang ipinapahiwatig ng bawat isa.
Ito ang pangunahing Europeanong pamantayan sa produkto para sa istruktural na pagganap ng mga sandwich panel. Sakop nito ang patag na anyo, mga toleransya sa sukat, lakas ng pagkakadikit, at kakayahang magdala ng beban. Ang mga tagagawa na nagbibigay ng mga produkto sa Europeanong merkado o sa mga proyekto na may mga regulasyon ng Europa ay dapat magkaroon ng CE marking ayon sa EN 14509. Humiling ng Kumpirmasyon ng Pagganap (DoP), na naglilista ng mga inihayag na halaga ng pagganap — hindi lamang ang sertipiko ng CE mismo.
Ito ay nagpapatunay ng uri na A1 (hindi nasusunog). Ito ang pinakamababang dokumentasyon tungkol sa sunog na dapat ninyong tanggapin para sa anumang panel ng cleanroom na gawa sa rock wool. Tandaan na ang uri na ito ay para sa materyal ng panel, hindi para sa buong sistema ng pader — kailangan ng hiwalay na pagsusulit sa paglaban sa apoy (EN 1364) kung kailangan ninyo ng tiyak na rating na REI para sa pader.
Isang pangunahing tagapagpahiwatig ng kalidad. Halos lahat ng mga eksportador ay may sertipiko ng ISO 9001, kaya ang pagkakaroon nito ay hindi nagpapabukod sa isang supplier—ngunit ang kawalan nito ay dapat maging sanhi ng pag-aalala. Mas kapaki-pakinabang kaysa sa mismong sertipiko ang pag-unawa kung paano talaga isinasagawa ang kanilang Sistema ng Pamamahala ng Kalidad (QMS) sa produksyon: mayroon ba silang nakasulat na mga instruksyon sa trabaho para sa bawat hakbang sa produksyon, at sinusunod ba ito?
Ang mga ulat sa pagsusuri mula sa ikatlong partido mula sa mga kilalang pandaigdigang organisasyon sa pagsusuri ay may mas malaking bigat kaysa sa datos mula sa sariling pagsusuri ng kompanya. Para sa mga panel ng cleanroom na gawa sa rock wool, humingi nang tiyak ng mga pagsusuri sa lakas ng pagkakabond at lakas ng pagkuha (peel strength) mula sa ikatlong partido. Ang isang tagagawa na tiwala sa kanilang produkto ay nagpapaunlad ng independiyenteng pagsusuri; kung wala, dapat itanong kung bakit.
Para sa mga proyektong pang-medicina, ang mismong cleanroom ay kailangang ma-qualify (IQ/OQ/PQ) bilang bahagi ng proseso ng pagsusuri ng pasilidad. Ito ay hindi direktang nagpapatunay sa panel, ngunit ang mga tagapagmanufaktura na regular na nagbibigay ng mga pasilidad na sumusunod sa mga Pamantayan sa Mabuting Pag-gawa (GMP) ay nauunawaan ang dokumentasyon na kinakailangan ng proseso ng pagsusuri at maaaring magbigay ng mga sheet ng impormasyon tungkol sa materyales, mga rekord ng pagsubaybay, at mga detalye ng konstruksyon sa format na hinihiling. Kung ang isang tagapagmanufaktura ay hindi pa kailanman nagbibigay ng pasilidad na sumusunod sa GMP, inaasahan ang mga kulang o puwang dito.
Mahalaga: Ang mga sertipiko ay maaaring kopyahin, baguhin, o ipakita nang walang konteksto. Para sa malalaking order, i-verify ang mga sertipiko nang direkta sa ahensyang naglalabas nito—halimbawa, ang mga sertipikong CE ayon sa EN 14509 ay maaaring ikumpara sa opisyal na talaan ng Notified Body. Kinakailangan lamang ito ng 10 minuto at nakaiwas na sa maraming mahal na sorpresa.
Ang pagsusuri ay ginagawa sa maraming antas. Simulan ang pagsusuri sa mga aspeto na maaari mong penpenin nang pampaglabas, at lumalim ka pa kung ang supplier ay tumutugon sa unang pagsusuri.
Humiling ng mga sumusunod mula sa anumang tagagawa na isinasaalang-alang at suriin ang mga natatanggap:
Isang tagagawa na kayang magproduko nang mabilis at kumpleto ng lahat ng nabanggit ay gumagana sa ilalim ng isang antas ng propesyonal na imprastruktura na nagfi-filter ng malaking bahagi ng merkado. Maraming mga supplier ang hindi kayang magbigay ng mga ulat ng pagsusuri mula sa ikatlong partido o detalyadong shop drawings, na nagpapahiwatig ng mahalagang impormasyon tungkol sa kanilang paraan ng pagharap sa dokumentasyon ng kalidad.
Mag-order ng mga pisikal na sample bago magpasya sa isang order para sa produksyon. Kapag natanggap mo ang mga ito, suriin ang mga sumusunod:
Para sa mga order na lampas sa isang tiyak na halaga na nagpapaliwanag sa gastos (karaniwang USD 50,000 pataas, o mga proyekto kung saan kasali ang GMP validation), ang pagsusuri sa pabrika ay kapaki-pakinabang. Kung hindi mo kayang bisitahin nang personal, ang pagsusuri ng ikatlong partido sa pamamagitan ng SGS, Bureau Veritas, o QIMA ay isang praktikal na alternatibo. Ang mga pangunahing bagay na dapat suriin sa lugar:
Ang taon-taong karanasan sa pagkuha ng suplay sa industriya ng panel ay nagbubunyag ng isang konstanteng hanay ng mga babala. Ang anumang isa sa mga ito ay dapat mag-trigger ng karagdagang pagsisiyasat bago magpatuloy:
Ang mga panel ng rock wool para sa cleanroom ay ginagamit sa isang napakalawak na hanay ng mga sektor, at ang mga priyoridad sa teknikal na tukoy ay naiiba nang malaki sa pagitan nila. Ang pag-unawa kung saan nabibilang ang iyong proyekto ay nakatutulong upang mas mabawasan ang listahan ng mga kakayahan ng tagagawa na pinakamahalaga.
| Sektor | ISO Klase | Mga Pangunahing Kinakailangan sa Panel | Tukoy sa Ibabaw |
|---|---|---|---|
| Pang-gamot (GMP) | ISO 5–7 | A1 na antas ng pagniniting, REI 60+, mga sulok na may kurba (coved corners), buong dokumentasyon | PVDF o SS 304 |
| Ospital / Operating Room | ISO 5 | Klasipikasyon ng apoy na A1, sistema ng flush ceiling, mga ibabaw na kontrolado laban sa impeksyon | PVDF na puti, mababang VOC |
| Pagproseso ng Pagkain | ISO 6–8 | Klasipikasyon ng apoy na A1, lumalaban sa kahalumigan, mga nakakurba na sambungan ng sahig, na may kakayahang mag-washdown | PVDF o FRP |
| Paggawa ng Medical Device | ISO 6–7 | Klasipikasyon ng apoy na A1, na sumusunod sa ISO 13485, lumalaban sa kemikal | PVDF na standard |
| Elektronika / Semiconductor | ISO 3–6 | Pinapaboran ang A1 na pagkasunog, ibabaw na antistatiko o ESD-dissipative, mga limitasyon sa outgassing | HPL antistatiko o SS |
| Pangkalahatang Laboratorio / Pananaliksik at Pag-unlad | ISO 6–9 | Pinapaboran ang A1 na pagkasunog, modular na muling nakakonfigurang sistema | PVDF o PE bilang pamantayan |
Isang konsiderasyon sa teknikal na spec na madalas kalimutan sa paghahambing ng sektor: ang akustikong pagganap. Ang produksyon ng pharmaceutical at ang kapaligiran ng ospital ay parehong nangangailangan ng makabuluhang paghihiwalay ng tunog sa pagitan ng mga zona ng produksyon — karaniwang 38–45 dB Rw. Ang rock wool na may densidad na 100 kg/m³ at kapal na 100 mm ay komportableng nakakamit ang saklaw na ito. Kung ang akustikong pagganap ay isang pormal na kinakailangan ng proyekto, humingi nang tiyak sa mga tagagawa ng datos mula sa pagsusuri ng tunog (EN ISO 10140 o katumbas nito), imbes na umaasa lamang sa teoretikal na mga kalkulasyon.
Ito ang mga katanungan na paulit-ulit na itinatanong ng mga ekspertong propesyonal sa pagbili, mga namamahala ng proyekto, at mga konsultang pampasilidad kapag sinusuri ang mga tagapagkaloob ng panel para sa cleanroom na gawa sa rock wool. Mahalaga itong sagutin nang sistematiko kasama ang anumang tagagawa na isinasaalang-alang nang seryoso.
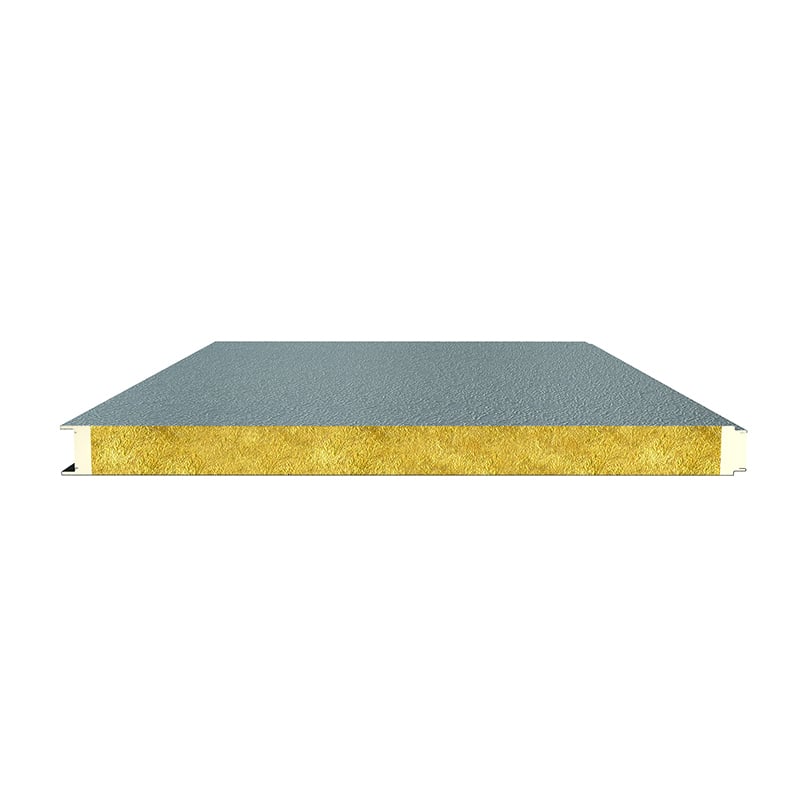
Ang pangunahing pagkakaiba ay ang pag-seal sa mga gilid. Ang isang karaniwang rock wool sandwich panel (na ginagamit sa industriyal na roofing at cladding) ay karaniwang may bukas o bahagyang nase-seal na mga gilid na pinutol, kaya ang mga hibla ng rock wool ay nakalantad. Ang isang cleanroom panel ay may lahat ng apat na gilid na nase-seal gamit ang nabuo na bakal o aluminum na channel sections, na lubos na nagtatago sa core. Ito ay nagpipigil sa paglipat ng mga hibla papasok sa kontroladong kapaligiran — na isang kinakailangan sa pagkontrol ng kontaminasyon sa mga pasilidad para sa pharmaceutical, pagkain, at medical device. Ang mga cleanroom panel ay may mas tiyak na dimensional tolerances at karaniwang gumagamit ng mas makinis at mas tumutol sa kemikal na surface coatings.
Sa pamamagitan ng tamang pag-install at pangangalaga, ang mga panel ng cleanroom na gawa sa rock wool ay may buhay na serbisyo na 25–30 taon o higit pa. Ang mismong core na gawa sa rock wool ay praktikal na permanente—hindi ito nababahuan, nababawasan nang malaki ang density, o nawawala ang kanyang pagganap laban sa apoy sa paglipas ng panahon. Ang mga pangunahing salik na naglilimita sa buhay na serbisyo ay karaniwang ang coating ng bakal na panlabas na layer (na nakakaranas ng pagsuot dahil sa paulit-ulit na paglilinis at disinfection) at ang mga seal sa gilid (na nakakaranas ng mekanikal na pinsala habang ginagamit). Ang mga panel na may PVDF coating ay karaniwang mas matagal ang buhay na serbisyo kaysa sa mga panel na may PE coating sa mga kapaligiran ng cleanroom na may mataas na antas ng kemikal na agresyon.
Teknikal na oo, ngunit ang karamihan sa mga ekspertong tagapili ay mas pinipili ang mga panel na gawa sa aluminum honeycomb para sa kisame ng mga silid na may mataas na antas ng kalinisan (cleanroom). Ang dahilan ay ang bigat: ang mga panel na gawa sa rock wool na may kapal na 100 mm ay may timbang na humigit-kumulang 18–22 kg/m², na isang malaking pasanin sa mga sistema ng panghawak ng kisame at nagdudulot ng makabuluhang panganib sa kaligtasan kapag ginagamit ang kisame bilang daanan ng mga tauhan sa panahon ng pagpapanumbalik ng mga filter. Ang mga panel ng kisame na gawa sa aluminum honeycomb ay may timbang na 6–9 kg/m² at hindi nasusunog (A1), tulad ng rock wool, kaya nito natutugunan ang mga kinakailangan sa pagsugpo ng sunog nang walang karagdagang pasanin sa bigat. Gayunpaman, para sa mga kisame na may mababang taas sa mga pasilidad ng pharmaceutical kung saan hindi kailangan ang pisikal na pag-access sa istruktura, ginagamit ang mga panel ng kisame na gawa sa rock wool.
Sa kapal na 50 mm, ang isang maayos na ginawang panel na gawa sa bato na lana (rock wool) na may angkop na kapal ng bakal na takip ay karaniwang nakakamit ang REI 60 (60 minuto ng paglaban sa apoy). Sa kapal na 100 mm, maaaring makamit ang REI 120 hanggang REI 240, depende sa mga tiyak na detalye ng konstruksyon. Ang tagal ng paglaban sa apoy ay dapat i-verify gamit ang ulat ng pagsusulit ayon sa EN 1364 (o ang katumbas na pambansang pamantayan). Tandaan na ang paglaban sa apoy (REI) at ang klasipikasyon ng reaksyon sa apoy (A1) ay dalawang magkaibang katangian na sinusukat gamit ang iba’t ibang pagsusulit — ilang mga tagapagkaloob ay ipinapakita ang kanilang sertipiko ng reaksyon na A1 kapag tinatanong tungkol sa paglaban sa apoy, na hindi naman ang parehong bagay.
Mga panel ng kumplikadong espasyo na gawa sa bato at wool karaniwang nagkakahalaga ng 15–30% na higit pa kaysa sa katumbas na PU o PIR foam-core panel na may parehong sukat, pangunahin dahil ang hilaw na materyales na rock wool ay mas mahal at ang proseso ng pagkakabit sa kamay ay mas maraming kailangang pagsisikap kaysa sa foam injection. Mas mura sila ng humigit-kumulang 10–20% kaysa sa aluminum honeycomb panel na may katumbas na sukat. Para sa mga proyekto kung saan ang regulasyon sa sunog ay nangangailangan ng A1 non-combustible core, ang rock wool ay karaniwang ang pinakamurang opsyon — ang alternatibo (buong aluminum honeycomb, kabilang ang mga pader) ay malaki ang pagkakaiba sa presyo.
Oo — kasama ang tamang tagagawa. Ang ilang Tsino na tagagawa ng cleanroom panel ay nagpapadala ng mga produkto sa mga pasilidad ng GMP para sa pharmaceutical, mga planta ng pagproseso ng pagkain, at mga proyekto ng ospital sa buong Europa, Gitnang Silangan, Timog-Silangang Asya, at unti-unting sa Hilagang Amerika. Ang susi ay ang dokumentasyon: ang CE marking ayon sa EN 14509, mga ulat ng pagsusulit sa apoy mula sa ikatlong partido, at mga rekord ng pagsubaybay sa materyales ay kailangang nasa lugar para sa mga proyekto sa mga regulado na merkado. Ang mga tagagawa mula sa Tsina na regular na nagpapadala ng mga produkto sa internasyonal na reguladong proyekto ay karaniwang may ganitong dokumentasyon bilang bahagi ng kanilang pamantayan. Ang mga tagagawa na pangunahing naglilingkod sa lokal na merkado ay maaaring wala rito.
Ang Glostar ay nagpadala na ng mga sistema ng rock wool cleanroom panel sa mga proyekto ng pharmaceutical, pagproseso ng pagkain, at medikal na pasilidad sa buong Asya, Gitnang Silangan, at Europa. Maaari naming iproseso ang detalyadong teknikal na data sheet, mga ulat ng pagsusulit mula sa ikatlong partido, at mga sanggunian ng proyekto kapag hiniling.
Humiling ng Impormasyong Teknikal → Balitang Mainit
Balitang Mainit2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Naniniwala kami na sa pamamagitan ng pagpapanatili ng kalidad at pagtanggap sa inobasyon, maaari naming pasiglahin ang mga transformatibong pagbabago sa arkitektura at itayo ang isang pangmatagalang kinabukasan para sa industriya ng konstruksyon.
Bilang 377, Gaoqi Road, High-tech Zone, Lungsod ng Binzhou, Lalawigan ng Shandong, Tsina
Copyright © Shandong Apex Metal Products Co., Ltd. Lahat ng Karapatan ay Nakareserba (Sa ilalim ng Glostar New Materials Group) Patakaran sa Pagkakapribado BLOG