Stenuld-paneler til rene rum står i en interessant position på markedet. De er ikke den billigste mulighed – EPS- og standard PU-paneler er billigere. De er heller ikke de letteste – aluminiumshonningcelle-loftspaneler er lettere. Men for farmaceutisk fremstilling, hospitalsbyggeri og fødevareforarbejdning, hvor brandkravene er ufravigelige, er stenuld ofte det eneste kerneudgangsmateriale, der opfylder kravene. Og det skaber en meget specifik indkøbsudfordring: Når du har brug for stenuld-rengøringsrumspaneler, har du brug for en producent, der faktisk ved, hvordan de skal fremstilles korrekt – ikke en producent, der primært fremstiller industrielle paneler med skumkerne og behandler stenuld som en lejlighedsvis produktlinje.
Denne vejledning fokuserer på, hvad der faktisk betyder noget, når du vurderer producenter: de tekniske specifikationer, du skal kræve, kvalitetssignalerne, der adskiller pålidelige leverandører fra risikofyldte, certificeringerne, der er værd at verificere, samt de spørgsmål, som erfarene indkøbsteam stiller, inden de godkender en fabrik.
Argumentet for stenuld som kerne-materiale til rene rum hviler på én egenskab: den brænder ikke. Stenuld (mineraluld fremstillet af basaltsten og genbrugt slaggerester) opnår klasse A1 i henhold til EN 13501-1 — den højeste brandklassificering, hvilket betyder, at materialet er ikke-brændbart, bidrager ikke til røgudvikling og udvikler ikke brændende dråber. For bygninger, der er underlagt EU-GMP-bilag 1, Joint Commissions hospitalsstandarder eller lokale brandbestemmelser, der kræver ikke-brændbar konstruktion i beboede eller højrisikoområder, er dette ikke en præference — det er en krav.
Men her er det punkt, som mange købere lærer på en hård måde: Steenuldspaneler er væsentligt sværere at fremstille korrekt end alternativer med skumkerne. Udfordringen består i, at stenuld er et fibrøst materiale. Det kan ikke injiceres og udvides som polyurethan-skum – det skal derimod skæres præcist til, placeres korrekt og forbindes med stålplader ved hjælp af tilstrækkelig limkraft, så pladerne ikke løsner sig under termisk cyklus og mekanisk vibration i en rigtig produktionsanlæg over 20 år. At opnå den rigtige limning og samtidig sikre, at fiberne fuldstændigt indkapsles, så ingen kan migrere ind i den kontrollerede miljø, er der, hvor producenterne adskiller sig væsentligt.
Den anden variabel er selve steenulden. Tætheden er afgørende — et stenuldspanel på 60 kg/m³ og et panel på 120 kg/m³ kan se identiske ud på et tilbudsark, men opfører sig helt forskelligt i praksis. Stenuld med lav tæthed komprimeres over tid og skaber hulrum mellem kernen og stålskallen. Det giver også betydeligt dårligere akustisk ydeevne og lavere bindingsstyrke ved skallens overflade. De bedste producenter angiver eksplicit deres stenuldstæthed og kan fremlægge værkscertifikater for at verificere den.
Bottom Line: Materialeangivelsen er afgørende. Bindeprocessen er afgørende. Kantforseglingen er afgørende. Og ingen af disse ting er synlige på et færdigt panel eller kan påvises alene ud fra en prøve — hvilket netop er grunden til, at det er mere vigtigt at forstå en producents produktionskapacitet end deres katalogpris.
Når du modtager et produktdataark fra en producent, er det disse tal, du bør lægge mærke til – og anmode om testcertifikater for.
Dette er den mest almindeligt forkerte specifikation på markedet for stenuldsplader. Densiteten angives i kg/m³ og påvirker direkte den strukturelle ydeevne, akustiske ydeevne, langtidens dimensionelle stabilitet og limstyrken. Pålidelige producenter af rengørelsesrumsplader anvender stenuld med en densitet på 100–150 kg/m³ for vægplader. Alt under 80 kg/m³ bør stilles til rådspørge; alt, der angives som "standarddensitet" uden et tal, bør verificeres med et værkscertifikat.
Forbindelsen mellem stålbeklædningen og stenuldkernen er den strukturelle svageste punkt i enhver sandwichplade. For rengørelsesrumsanvendelser kræves en minimums- limstyrke på ≥ 60 kPa og skællestyrke på ≥ 150 kPa skal specificeres. Disse værdier skal understøttes af testrapporter i henhold til EN 14509 eller tilsvarende nationale standarder — ikke blot angives i et salgsdokument.
En velproduceret 50 mm stenuldspanel bør opnå REI 60 (60 minutters brandmodstand) ved test i henhold til EN 1364 eller tilsvarende. En 100 mm panel bør opnå REI 120 til REI 240, afhængigt af den konkrete konstruktion. Anmod om den faktiske brandtestrapport — ikke blot en klassificeringsattest i henhold til EN 13501-1, som kun dækker reaktion på ild (brændbarhed), ikke strukturel brandmodstandsvarighed.
Stenulds termiske ledningsevne (lambda, λ) er typisk 0,034–0,040 W/m·K . Dette er ikke konkurrencedygtigt i forhold til PIR- eller PU-skum (0,022–0,024 W/m·K), men for de fleste renrumsanvendelser styres den termiske omkreds på bygningskroppens niveau — renrumsinddelingspanelerne udgør ikke den primære termiske barriere. Alligevel bør du anmode om den erklærede lambda-værdi; den skal være baseret på tests i henhold til EN 12667 eller EN 12939.
Stålskinnepladerne bestemmer overfladens holdbarhed, kemisk modstandsdygtighed og om panelet vil opretholde sin hygiejnepræstation i årtier med gentagen desinficering. Nøgleparametre:
| Parameter | Minimum acceptabel | Anbefalet for GMP |
|---|---|---|
| Stenuldstæthed | 80 kg/m³ | 100–120 kg/m³ |
| Klistreforstærkning | ≥ 40 kPa | ≥ 60 kPa |
| Afklædningsstyrke | ≥ 100 kPa | ≥ 150 kPa |
| Brandklassificering | A1 (reaktion på ild) | A1 + REI 60 min (modstandsevne) |
| Paneltykkelse (væg) | 50 mm | 75–100 mm |
| Skalvægtykkelse | 0,4 mm | 0,5–0,6 mm PVDF-belagt |
| Kantforsegling | forseglet på 3 sider | Alle 4 sider, stålforsete |
| Støjdæmpningsindeks | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) ved 100 mm |
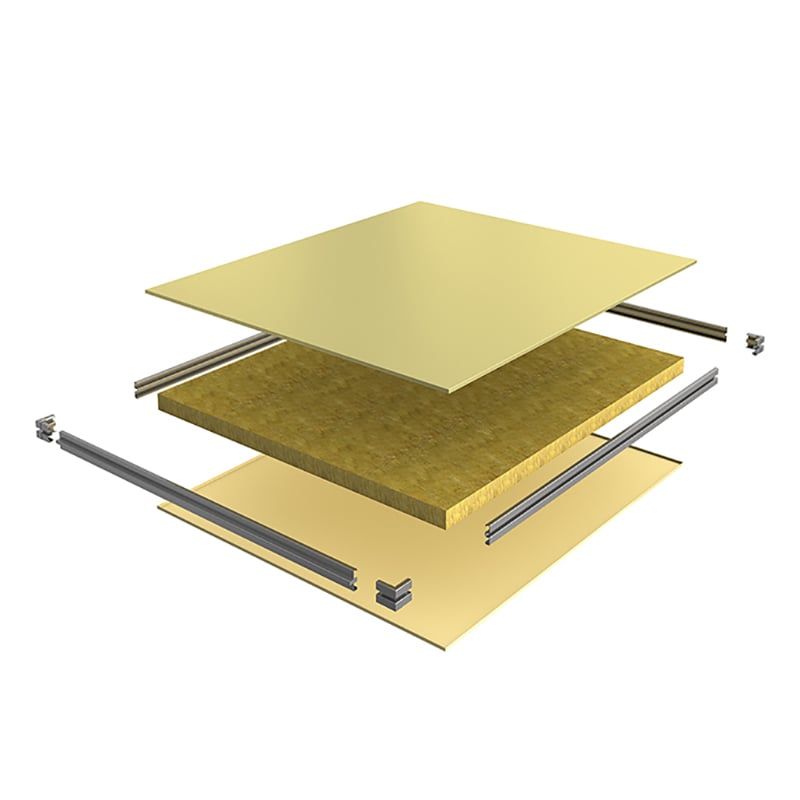
Stenuld-paneler til rene rum fremstilles manuelt — ikke på de kontinuerlige lamineringssystemer, der bruges til skumkernepaneler. Dette er både en begrænsning og en fordel: Manuel montage muliggør præcis placering af kernen, bedre kantersegling og tilpassede dimensioner, som en maskine ikke kan håndtere. Men det betyder også, at kvaliteten er meget følsom over for arbejdsstyrkens færdigheder og kvalitetskontrolprocedurer.
Her er, hvordan produktionssekvensen ser ud i en veludstyret fabrik, og hvad du bør spørge om i hver fase:
| 01 | Stålrullebehandling Stålruller klippes til bredde og formes ved rulning til panelprofilen. Belægningen inspiceres på dette tidspunkt – enhver ridse, manglende belægning (holiday) eller kantfjæs på stålrullen bliver en permanent fejl i det færdige panel. Spørg, om producenten anvender et inspektionstrin for rullerne før formning. |
| 02 | Stenuldskæring og orientering Stenuldplader skæres til panelmålene med en tolerance på ±1 mm. Fibernes orientering er afgørende: lamelorienteret stenuld (fibre, der løber vinkelret på paneloverfladen) giver væsentlig højere limstyrke og bedre brandmodstand end standardorienterede plader. Premiumproducenter bruger specifikt lamelstenuld til rengøringsrumspaneler. |
| 03 | Limapplikation To-komponenters polyurethanlim anvendes på begge ståloverflader samt på stenuldoverfladerne. Dækningsgraden, blandingen forholdet og den åbne tid er alle kritiske – utilstrækkelig mængde lim eller forkert blanding kan resultere i en forbindelse, der måske består en fabriksmæssig træktest, men svigter i brug under termisk cyklus. Spørg, om limforbruget registreres pr. panelbatch. |
| 04 | Pressning og hærdning Monterede paneler trykkes under jævn tryk, mens limen hærder. Temperatur- og trykprofilerne skal være ensartede over hele panelområdet – ujævnt tryk skaber forskellige forbindelsesstyrker, hvilket fører til kantrivning. Hærdetiden ved stuetemperatur er typisk mindst 24 timer; nogle producenter forkorter dette trin. |
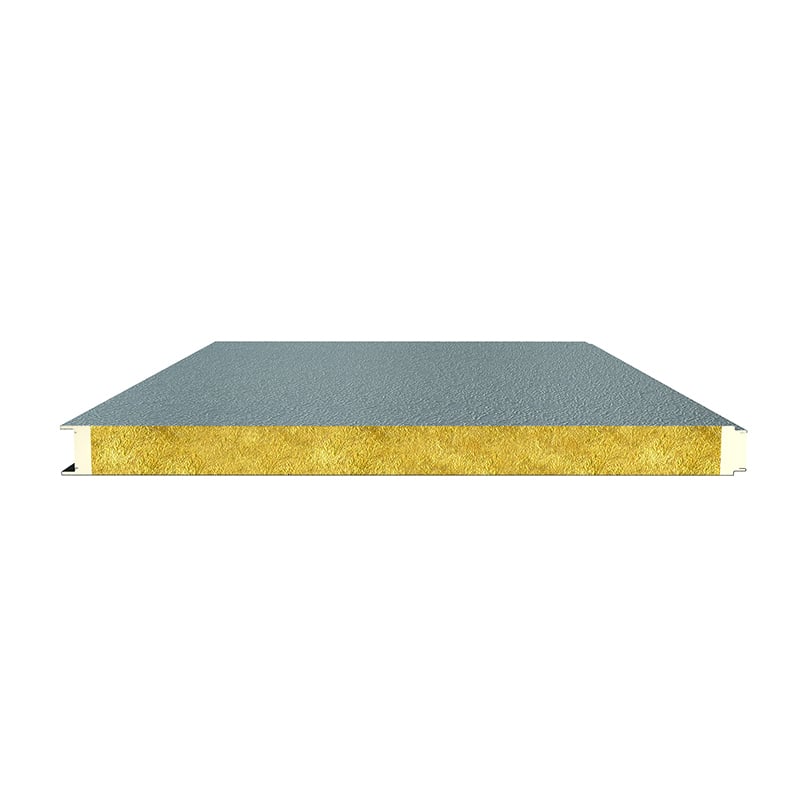
| 05 | Firskantet kantrandsforsegling Dette er det trin, der gør et renrumspanel anderledes end et standard industrielt sandwichpanel. Formede stål- eller aluminiumskanalsektioner påføres på alle fire kanter og omslutter fuldstændigt steenuldskernen. Uden denne beskyttelse kan steenuldfibre trænge ind i rummets indre – hvilket ikke er acceptabelt i farmaceutiske og fødevaremiljøer. Inspectér specifikt denne detalje på prøvepaneler. |
| 06 | Kvalitetskontrol og -prøvning Hver panelbatch skal inkludere destruktive klæbeprover og skærprover på prøvepaneler samt måling af planhed (bueafvigelse normalt ≤ L/500) og verifikation af dimensioner. En producent, der kan vise dig kvalitetskontrolregistreringer for en tidligere batch – herunder testresultater og godkendelses-/afvisningskriterier – opererer på et andet niveau end en producent, der kun tilbyder en visuel inspektion. |
Certificeringer er kun lige så nyttige som de underliggende tests, de repræsenterer. Her er en vejledning til, hvilke certificeringer der faktisk er relevante for stenuld rensrumspaneler, og hvad hver enkelt fortæller dig.
Dette er den primære europæiske produktstandard for strukturel ydeevne af sandwichpaneler. Den omfatter fladhed, dimensionsmåletolerancer, limstyrke og bæreevne. Producenter, der leverer til det europæiske marked eller projekter med europæiske reguleringskrav, skal have CE-mærkning i henhold til EN 14509. Anmod om at se Erklæringen om ydeevne (DoP), som angiver de erklærede ydeevneværdier — ikke kun CE-certifikatet selv.
Dette bekræfter A1-klassificering (ikke-brændbart). Det er den mindste branddokumentation, du bør acceptere for enhver renrumspanel af stenuld. Bemærk, at denne klassificering gælder panelmaterialet, ikke det samlede vægpartitionsystem — en separat brandmodstandsundersøgelse (EN 1364) er nødvendig, hvis du kræver en specifik REI-vurdering for væggen.
En basisindikator for kvalitet. Næsten alle eksportører har ISO 9001-certificering, så dens tilstedeværelse skiller ikke en leverandør ud – men dens fravær bør vække bekymring. Mere nyttigt end selve certifikatet er at forstå, hvordan deres kvalitetsstyringssystem (QMS) faktisk anvendes på produktionsgulvet: Har de dokumenterede arbejdsanvisninger for hver produktionstrin, og følges de?
Testrapporter fra uafhængige tredjeparter fra anerkendte globale testorganisationer har betydeligt større vægt end interne testdata. For stenuld rensrumspaneler skal der specifikt anmodes om tredjeparts-test af bindingsstyrke og løsningstyrke. En producent, der er sikker på sit produkt, vil have ladet uafhængige tests foretage; en producent, der ikke har gjort det, bør spørges, hvorfor.
For farmaceutiske projekter skal rengøringsrummet selv kvalificeres (IQ/OQ/PQ) som en del af facilitetens valideringsproces. Dette certificerer ikke direkte panelet, men producenter, der regelmæssigt leverer til GMP-faciliteter, forstår, hvilke dokumenter valideringsprocessen kræver, og kan levere materialedataark, sporbarehedsregistre og konstruktionsdetaljer i det krævede format. Hvis en producent aldrig har leveret til en GMP-facilitet, skal man forvente mangler her.
Vigtigt: Certifikater kan kopieres, ændres eller præsenteres uden sammenhæng. For betydelige ordrer bør certifikater verificeres direkte hos udstedende myndighed – EN 14509 CE-certifikater kan f.eks. sammenlignes med de offentliggjorte registreringer fra den notificerede myndighed. Det tager 10 minutter og har forhindret mange kostbare overraskelser.
Vurderingen foretages på flere niveauer. Start med det, du kan vurdere på afstand, og gå derefter mere i dybden, hvis leverandøren består den indledende screening.
Anmod om følgende fra enhver producent, der overvejes, og vurder det modtagne materiale:
En producent, der kan levere alt ovenstående hurtigt og fuldstændigt, opererer med et professionelt infrastruktur-niveau, der udelukker en betydelig del af markedet. Mange leverandører vil ikke kunne fremlægge uafhængige testrapporter eller detaljerede værkstedstegninger, hvilket siger noget vigtigt om deres tilgang til kvalitetsdokumentation.
Bestil fysiske prøver, inden du bekræfter en produktionsordre. Når du modtager dem, skal du kontrollere følgende:
For ordrer over en tærskel, der retfærdiggør bestræbelserne (typisk USD 50.000 og derover eller projekter, hvor GMP-validering indgår), er en fabriksrevision værd at foretage. Hvis du ikke kan besøge stedet personligt, er en uafhængig revision via SGS, Bureau Veritas eller QIMA en praktisk alternativ løsning. Nøglepunkter, der skal vurderes på stedet:
År med indkøbsoplevelse inden for panelindustrien afslører en konsekvent række advarselstegn. Ethvert af disse bør udløse yderligere efterforskning, inden du fortsætter:
Rockwolldøre til rene rum anvendes i et overraskende bredt udvalg af sektorer, og specifikationskravene adskiller sig væsentligt mellem dem. At forstå, hvor dit projekt hører hjemme, hjælper med at indsnævre, hvilke producenters kompetencer der er mest relevante.
| Sektor | ISO Klasse | Nøglepanelkrav | Overfladespecifikation |
|---|---|---|---|
| Farmaceutisk (GMP) | ISO 5–7 | A1-brandklasse, REI 60+, afrundede hjørner, fuld dokumentation | PVDF eller rustfrit stål 304 |
| Hospital / Operationsstue | ISO 5 | A1-brand, system til indbygget loft, overflader til infektionskontrol | PVDF-hvid, lav VOC |
| Fødevareforarbejdning | ISO 6–8 | A1-brand, fugtbestandig, afrundede gulvsammenføjninger, egnet til rengøring med vandstråle | PVDF eller FRP |
| Produktion af medicinsk udstyr | ISO 6–7 | A1-brand, kompatibel med ISO 13485, kemikaliebestandig | Standard PVDF |
| Elektronik / halvledere | ISO 3–6 | A1-brandklasse foretrukket, antistatisk eller ESD-afledende overflade, udgassningsgrænser | HPL antistatisk eller rustfrit stål |
| Almindeligt laboratorium / forskning og udvikling | ISO 6–9 | A1-brandklasse foretrukket, modulært genkonfigurerbart system | PVDF eller PE som standard |
En specifikationsovervejelse, der ofte overses ved sektorligning: akustisk ydeevne. Farmaceutisk produktion og hospitalsmiljøer kræver begge betydelig lydisolation mellem produktionszoner – typisk 38–45 dB Rw. Steenuld med en densitet på 100 kg/m³ og en pladetykkelse på 100 mm opnår komfortabelt denne interval. Hvis akustisk ydeevne er en formel projektkrav, skal du specifikt anmode producenterne om målte lyddata (EN ISO 10140 eller tilsvarende) i stedet for at stole på teoretiske beregninger.
Dette er de spørgsmål, som erfarna indkøbsprofiler, projektledere og facilitetsrådgivere konsekvent stiller, når de vurderer leverandører af rensrumspaneler i stenuld. Det er værd at gennemgå dem systematisk med enhver producent, der overvejes alvorligt.
Kerneforskellen er kanterne, der er forseglet. En standard steenuldssandwichpanel (anvendt til industrielt tagdækning og facadebeklædning) har typisk åbne eller kun minimalt forseglet skårkanter, hvilket betyder, at steenuldsfibre er udsat. En renrumspanel har alle fire kanter forseglet med profilerede stål- eller aluminiumskanalsektioner, der fuldstændigt omslutter kernen. Dette forhindrer fibermigration ind i det kontrollerede miljø – hvilket er en kravspecifikation for forureningkontrol i farmaceutiske, fødevare- og medicinsk udstyrsfaciliteter. Renrumspaneler har også strammere dimensionstolerancer og anvender typisk glattere, mere kemikaliebestandige overfladebelægninger.
Med korrekt installation og vedligeholdelse har stenuld-renrumspaneler en levetid på 25–30 år eller mere. Stenuldkernen selv er i princippet permanent – den forringes ikke, komprimeres ikke væsentligt eller mister sin brandmodstandsdygtighed med tiden. De begrænsende faktorer er typisk den stålbeklædning, der er udsat for slitage ved gentagne rengørings- og desinficeringsprocesser, samt kantforseglingerne, der kan blive udsat for mekanisk skade under driften. PVDF-beklædte paneler overgår som regel PE-beklædte alternativer betydeligt i kemisk aggressive renrumsomgivelser.
Teknisk set ja, men de fleste erfarne specifikationsansvarlige foretrækker aluminiumshonningcellepaneler til rengørelsesrumsmæssige lofter. Årsagen er vægten: Steenuldspaneler med en tykkelse på 100 mm vejer ca. 18–22 kg/m², hvilket udgør en betydelig belastning på loftophængssystemer og skaber en væsentlig sikkerhedsovervejelse i forbindelse med vedligeholdelse (personale, der går på loftet under filtervedligeholdelse). Aluminiumshonningcelleloftpaneler vejer 6–9 kg/m² og er ikke-brændbare (klasse A1), ligesom stenuld, så de opfylder brandkravene uden den ekstra vægtbelastning. Det bemærkes dog, at stenuldloftpaneler anvendes i farmaceutiske faciliteter med lavere lofter, hvor strukturel adgang ikke kræves.
Ved en tykkelse på 50 mm opnår et velproduceret steinuldspanel med passende stålpladetykkelse typisk REI 60 (60 minutters brandmodstand). Ved 100 mm kan REI 120 til REI 240 opnås, afhængigt af de specifikke konstruktionsdetaljer. Brandmodstandsperioden skal verificeres ved en testrapport i henhold til EN 1364 (eller den tilsvarende nationale standard). Bemærk, at brandmodstand (REI) og brandreaktionsklassificering (A1) er to forskellige egenskaber, der måles ved forskellige tests – nogle leverandører fremlægger deres A1-brandreaktionscertifikat, når de bliver spurgt om brandmodstand, hvilket ikke er det samme.
Stenuld-paneler til rene rum koster typisk 15–30 % mere end tilsvarende PU- eller PIR-skumkernepaneler med samme dimension, primært fordi råmaterialet stenuld er dyrere, og den manuelle monteringsproces kræver mere arbejdskraft end skuminjektion. De koster cirka 10–20 % mindre end aluminiumshonningkernepaneler med tilsvarende dimension. For projekter, hvor brandreglerne kræver en A1-ulbrandbar kerne, er stenuld normalt den mest omkostningseffektive løsning — alternativet (aluminiumshonningkerne i hele konstruktionen, herunder vægge) er betydeligt dyrere.
Ja — med den rigtige producent. Adskillige kinesiske rengøringsrumspanel-producenter leverer til GMP-farmaceutiske faciliteter, fødevareforarbejdningssanlæg og hospitalsprojekter i Europa, Mellemøsten, Sydøstasien og i stigende grad også i Nordamerika. Nøglen er dokumentation: CE-mærkning i henhold til EN 14509, uafhængige brandtestrapporter samt sporbare materialeoptegnelser skal være på plads for projekter i regulerede markeder. Kinesiske producenter, der regelmæssigt leverer til internationale regulerede projekter, har som udgangspunkt denne dokumentation. Producenter, der primært betjener det indenlandske marked, har muligvis ikke.
Glostar har leveret rengøringsrumspanelsystemer med stenuld til farmaceutiske, fødevareforarbejdningssanlæg og medicinske facilitetsprojekter i Asien, Mellemøsten og Europa. Vi kan på anmodning fremsende detaljerede tekniske datablade, uafhængige testrapporter samt referencer fra tidligere projekter.
Anmod om teknisk information → Seneste nyheder
Seneste nyheder2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Vi mener, at ved at opretholde kvalitet og omfavne innovation, kan vi skabe transformative ændringer inden for arkitekturen og bygge en bæredygtig fremtid for byggebranchen.
Nr. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, Kina
Copyright © Shandong Apex Metal Products Co., Ltd. Alle rettigheder forbeholdes (under Glostar New Materials Group) Privatlivspolitik Blog