Steenwol cleanroompanelen staan op een interessante positie in de markt. Ze zijn niet de goedkoopste optie — EPS- en standaard PU-panelen zijn prijsvoordeliger. Ze zijn ook niet het lichtst — aluminiumhoningraatplafondpanelen zijn lichter. Maar voor farmaceutische productie, ziekenhuisbouw en voedingsmiddelenverwerkende installaties, waar brandveiligheidseisen onbespreekbaar zijn, is steenwol vaak het enige kernmateriaal dat aan de gestelde eisen voldoet. En dat creëert een zeer specifieke inkoopuitdaging: wanneer u steenwol-cleanroompanelen nodig heeft, hebt u een fabrikant nodig die deze panelen daadwerkelijk op de juiste manier kan produceren — niet een fabrikant die voornamelijk schuimkern-industriële panelen maakt en steenwol als een incidentele productlijn beschouwt.
Deze gids richt zich op wat echt belangrijk is wanneer u fabrikanten beoordeelt: de technische specificaties die u moet eisen, de kwaliteitsindicatoren die betrouwbare leveranciers onderscheiden van risicovolle, de certificaten die de moeite waard zijn om te verifiëren, en de vragen die ervaren inkoopteams stellen voordat zij akkoord gaan met een fabriek.
De voordelen van steenwol als kernmateriaal voor cleanrooms komen neer op één eigenschap: het brandt niet. Steenwol (mineraalwol vervaardigd uit basaltgesteente en gerecycleerde slakken) behaalt klasse A1 volgens EN 13501-1 — de hoogste brandclassificatie, wat betekent dat het niet-brandbaar is, geen rook afgeeft en geen brandende druppels vormt. Voor gebouwen die onderworpen zijn aan EU GMP-bijlage 1, de normen van de Joint Commission voor ziekenhuizen of lokale brandveiligheidsvoorschriften die niet-brandbare constructie vereisen in bewoonde of risicovolle ruimtes, is dit geen voorkeur — het is een vereiste.
Maar hier is het gedeelte dat veel kopers op de moeilijke manier leren: steenwolpanelen zijn aanzienlijk moeilijker goed te produceren dan alternatieven met een schuimkern. De uitdaging is dat steenwol een vezelig materiaal is. Het kan niet worden ingespoten en geëxpandeerd zoals polyurethaanschuim — het moet nauwkeurig worden gesneden, correct worden georiënteerd en met voldoende hechtkracht worden verbonden met stalen bekledingen, zodat deze niet loslaten onder de thermische cycli en mechanische trillingen van een werkelijke installatie gedurende 20 jaar. Juist het goed realiseren van die hechting en het volledig insluiten van de vezels, zodat er geen vezels in de gecontroleerde omgeving kunnen migreren, is waar producenten sterk van elkaar verschillen.
De andere variabele is de steenwol zelf. De dichtheid is van enorm belang — een steenwolplaat met een dichtheid van 60 kg/m³ en een plaat met een dichtheid van 120 kg/m³ kunnen er op een offertepagina identiek uitzien, maar functioneren in de praktijk volkomen anders. Steenwol met lage dichtheid wordt na verloop van tijd samengeperst, waardoor lege ruimten ontstaan tussen de kern en de stalen buitenlaag. Daarnaast biedt deze steenwol aanzienlijk slechtere akoestische prestaties en een lagere hechtingssterkte aan de interface met de buitenlaag. Topfabrikanten geven hun steenwoldichtheid expliciet op en kunnen fabriekskeurmerken leveren om deze te verifiëren.
Conclusie: De materiaalspecificatie is van belang. Het hechtingsproces is van belang. De afdichting van de randen is van belang. En geen van deze aspecten is zichtbaar op een afgewerkte plaat of waarneembaar aan de hand van een enkel monster — precies daarom is het begrijpen van de productiecapaciteit van een fabrikant belangrijker dan de catalogusprijs.
Wanneer u een productgegevensblad van een fabrikant ontvangt, zijn dit de cijfers waarop u uw aandacht moet richten — en waarover u testcertificaten dient aan te vragen.
Dit is de meest veelvoorkomende verkeerd weergegeven specificatie op de markt voor steenwolpanelen. Dichtheid wordt uitgedrukt in kg/m³ en heeft rechtstreekse invloed op de structurele prestaties, akoestische prestaties, langdurige dimensionale stabiliteit en hechtingssterkte. Betrouwbare fabrikanten van cleanroompanelen gebruiken steenwol met een dichtheid van 100–150 kg/m³ voor wandpanelen. Alles onder de 80 kg/m³ dient ter discussie te worden gesteld; alles wat wordt aangegeven als 'standaarddichtheid' zonder een specifiek cijfer, dient te worden geverifieerd met een molen-certificaat.
De hechting tussen de stalen bekleding en de steenwolcore is het structurele zwakste punt van elk sandwichpaneel. Voor cleanroomtoepassingen geldt een minimum hechtingssterkte van ≥ 60 kPa en pelsterkte van ≥ 150 kPa moet worden gespecificeerd. Deze waarden moeten worden ondersteund door testrapporten volgens EN 14509 of gelijkwaardige nationale normen — en niet alleen worden vermeld in een verkoopdocument.
Een goed vervaardigd steenwolpaneel van 50 mm dient REI 60 (60 minuten brandweerstand) te behalen bij tests volgens EN 1364 of gelijkwaardig. Een versie van 100 mm dient REI 120 tot REI 240 te behalen, afhankelijk van de specifieke constructie. Vraag het daadwerkelijke brandtestrapport op — niet alleen een classificatiecertificaat volgens EN 13501-1, dat uitsluitend betrekking heeft op het brandgedrag (ontvlambaarheid), en niet op de duur van de structurele brandweerstand.
De thermische geleidbaarheid (lambda, λ) van steenwol bedraagt doorgaans 0,034–0,040 W/m·K . Dit is niet concurrerend met PIR- of PU-schuim (0,022–0,024 W/m·K), maar bij de meeste cleanroomtoepassingen wordt de thermische omhulling op het niveau van de gebouwschil beheerd — de cleanroom-scheidingspanelen zijn niet de primaire thermische barrière. Toch dient u het opgegeven lambda-waarde te vragen; deze moet zijn gebaseerd op tests volgens EN 12667 of EN 12939.
De stalen gevelplaten bepalen de oppervlakteduurzaamheid, chemische weerstand en of het paneel zijn hygiëneprestaties behoudt gedurende decennia van herhaalde desinfectie. Belangrijke parameters:
| Parameter | Minimaal aanvaardbaar | Aanbevolen voor GMP |
|---|---|---|
| Dichtheid van steenwol | 80 kg/m³ | 100–120 kg/m³ |
| Vastheidskracht | ≥ 40 kPa | ≥ 60 kPa |
| Afplaksterkte | ≥ 100 kPa | ≥ 150 kPa |
| Brandclassificatie | A1 (reactie op vuur) | A1 + REI 60 min (weerstand) |
| Paneeldikte (wand) | 50 mm | 75–100 mm |
| Dikte van de bekleding | 0,4 mm | 0,5–0,6 mm PVDF-gecoate |
| Randverzegeling | afdichting aan 3 zijden | Alle 4 zijden, met stalen afdekking |
| Geluidswtredingsindex | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) bij 100 mm |
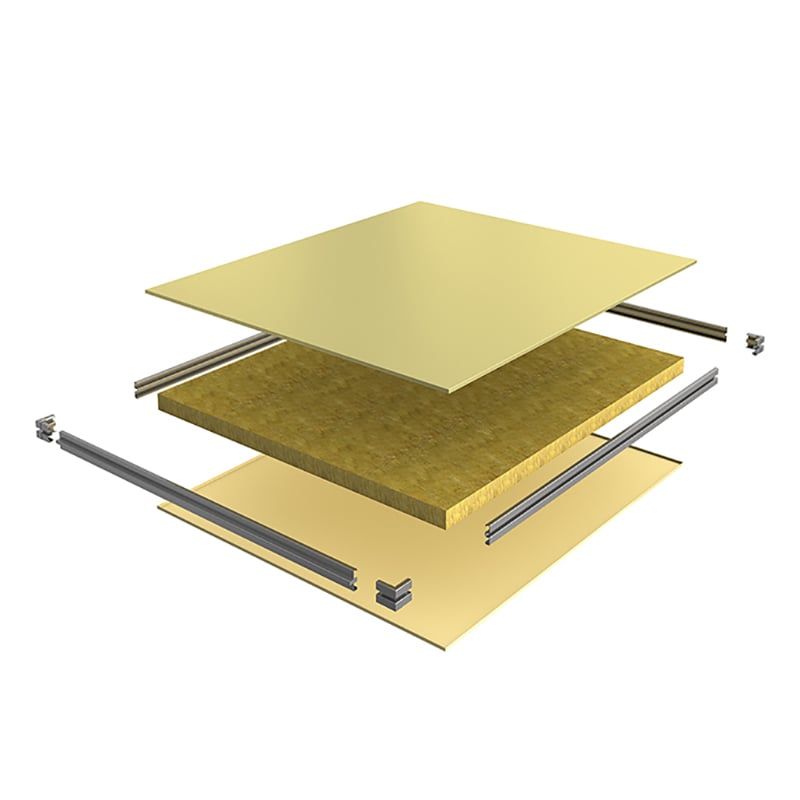
Steenwol cleanroompanelen worden handmatig vervaardigd — niet op de continue laminatielijnen die worden gebruikt voor schuimkernpanelen. Dit is zowel een beperking als een voordeel: handmatige assemblage maakt een nauwkeurige plaatsing van de kern, betere afdichting van de randen en aangepaste afmetingen mogelijk, die een machinepers niet kan realiseren. Het betekent echter ook dat de kwaliteit zeer gevoelig is voor de vaardigheid van het personeel en de kwaliteitscontroleprocedures.
Dit is hoe de productievolgorde eruitziet in een goed geleide fabriek, en waarover u bij elke fase dient te informeren:
| 01 | Verwerking van staalcoils Staalcoils worden gesneden tot de gewenste breedte en vervolgens via rolvorming in het profiel van het paneel gebracht. De coating wordt op dit moment geïnspecteerd — elke kras, onbedekte plek (‘holiday’) of splinter aan de rand van de staalcoil wordt een blijvende gebrekkigheid in het eindpaneel. Vraag of de fabrikant een inspectiestap voor de coil uitvoert voordat deze wordt gevormd. |
| 02 | Snijden en uitrichten van rockwol Steenwolplaten worden gesneden tot de afmetingen van de panelen met toleranties van ±1 mm. De vezeloriëntatie is van belang: lamella-georiënteerde steenwol (vezels loodrecht op het paneeloppervlak) biedt een aanzienlijk hogere hechtkracht en betere brandweerstand dan platen met standaardvezeloriëntatie. Premiumfabrikanten gebruiken specifiek lamellawol voor cleanroompanelen. |
| 03 | Lijmtoepassing Een tweecomponenten-polyurethaanlijm wordt aangebracht op beide staalvlakken en op de steenwoloppervlakken. Het aanbrengspercentage, de mengverhouding en de open tijd zijn allemaal kritisch: onvoldoende lijm of een onjuiste mengverhouding levert een hechting op die wellicht voldoet aan een fabriekspulltest, maar in gebruik faalt onder thermische cycli. Vraag of het lijmverbruik per paneelbatch wordt geregistreerd. |
| 04 | Persen en harden Geassembleerde panelen worden onder gelijkmatige druk geperst terwijl de lijm uithardt. De temperatuur- en drukprofielen moeten consistent zijn over het gehele paneeloppervlak — ongelijkmatig persen leidt tot verschillen in hechtingssterkte, wat op zijn beurt tot randafbladdering kan leiden. De uithardingstijd bij kamertemperatuur bedraagt doorgaans minimaal 24 uur; sommige fabrikanten versnellen deze stap. |
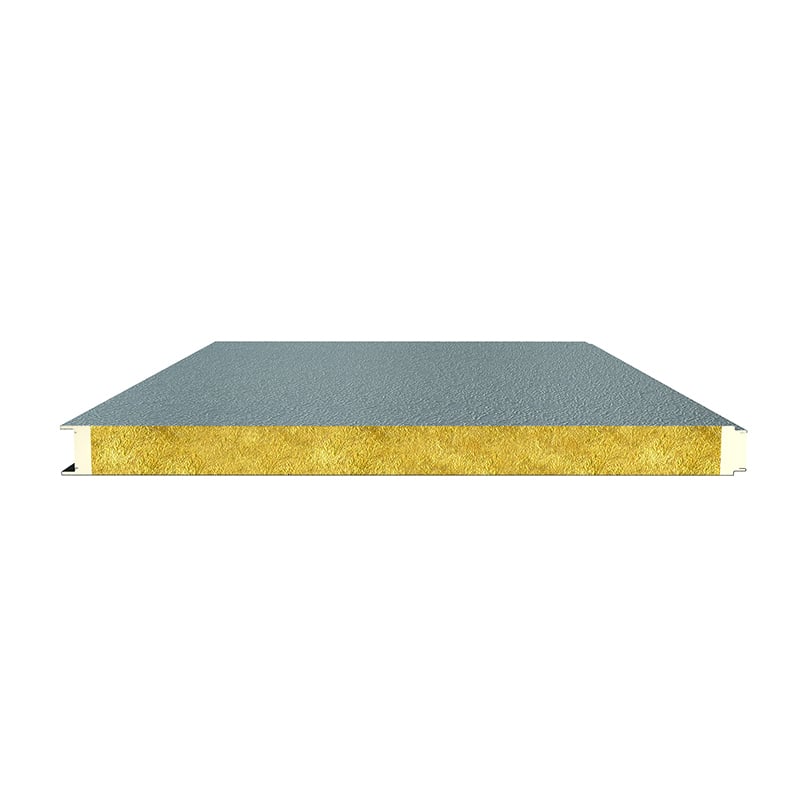
| 05 | Afdichting van alle vier de zijkanten Dit is de stap die een cleanroompaneel onderscheidt van een standaard industrieel sandwichpaneel. Gevormde stalen of aluminium kanaalsecties worden aan alle vier de randen aangebracht, waardoor de steenwolcore volledig wordt ingekapseld. Zonder deze afdekking kunnen steenwolvezels in de binnenruimte terechtkomen — wat onaanvaardbaar is in farmaceutische en voedingsmiddelenomgevingen. Controleer dit detail specifiek op monsterpanelen. |
| 06 | Kwaliteitscontrole en -onderzoek Elke paneelbatch moet destructieve peel- en schuiftests op monsterpanelen, vlakheidsmeting (boogtolerantie meestal ≤ L/500) en dimensionele verificatie omvatten. Een fabrikant die u kwaliteitscontrolegegevens voor een eerdere batch kan tonen — inclusief testresultaten en acceptatie-/afkeurcriteria — werkt op een ander niveau dan een fabrikant die uitsluitend een visuele inspectie aanbiedt. |
Certificaten zijn slechts zo nuttig als de onderliggende tests waarop ze zijn gebaseerd. Hieronder vindt u een gids met betrekking tot de certificaten die daadwerkelijk van belang zijn voor steenwol cleanroompanelen, en wat elk certificaat u vertelt.
Dit is de primaire Europese productnorm voor de structurele prestaties van sandwichpanelen. Deze norm omvat vlakheid, afmetingstoleranties, hechtingssterkte en draagvermogen. Fabrikanten die de Europese markt of projecten met Europese wettelijke vereisten leveren, moeten CE-markering onder EN 14509 hebben. Vraag om de Verklaring van Prestatie (DoP), waarin de gedeclareerde prestatiewaarden zijn opgenomen — niet alleen het CE-certificaat zelf.
Dit bevestigt de A1-classificatie (niet-brandbaar). Het is de minimumbranddocumentatie die u dient te accepteren voor elke steenwol-cleanroompaneel. Let op: deze classificatie geldt voor het paneelmateriaal, niet voor het geassembleerde scheidingsysteem — een aparte brandweerstandstest (EN 1364) is vereist als u een specifieke REI-waardering voor de wand wenst.
Een basisindicator voor kwaliteit. Bijna alle exporteurs zijn gecertificeerd volgens ISO 9001, dus het bezit van dit certificaat onderscheidt een leverancier niet — maar het ontbreken ervan moet wel reden tot zorg zijn. Nuttiger dan het certificaat zelf is het begrijpen van de praktische toepassing van hun kwaliteitsmanagementsysteem (KMS) op de productieterrein: hebben ze gedocumenteerde werkvoorschriften voor elke productiestap en worden deze ook daadwerkelijk gevolgd?
Testrapporten van onafhankelijke derden van erkende wereldwijde testorganisaties wegen aanzienlijk zwaarder dan interne testgegevens. Voor steenwol-reinruimtepanelen dient u specifiek te vragen naar onafhankelijke tests van de hechtingssterkte en de afscheursterkte. Een fabrikant die vertrouwen heeft in zijn product heeft doorgaans onafhankelijk onderzoek laten uitvoeren; bij een fabrikant die dat niet heeft gedaan, dient u te vragen waarom.
Voor farmaceutische projecten moet de cleanroom zelf worden gekwalificeerd (IQ/OQ/PQ) als onderdeel van het validatieproces van de installatie. Dit certificeert niet direct het paneel, maar fabrikanten die regelmatig leveren aan GMP-faciliteiten begrijpen welke documentatie het validatieproces vereist en kunnen materiaalgegevensbladen, traceerbaarheidsregistraties en constructiedetails in de vereiste indeling verstrekken. Als een fabrikant nog nooit heeft geleverd aan een GMP-faciliteit, kunt u hier gaten verwachten.
BELANGRIJK: Certificaten kunnen worden gekopieerd, gewijzigd of buiten context worden gepresenteerd. Bij belangrijke bestellingen dient u certificaten rechtstreeks te verifiëren bij de uitgevende instantie — EN 14509 CE-certificaten kunnen bijvoorbeeld worden vergeleken met de openbare registers van de aangemelde instantie. Dit duurt tien minuten en heeft al vele kostbare verrassingen voorkomen.
De beoordeling vindt op meerdere niveaus plaats. Begin met wat u op afstand kunt beoordelen en ga dieper in als de leverancier de eerste selectie doorstaat.
Vraag het volgende aan bij elke fabrikant die in overweging wordt genomen en beoordeel de ontvangen documenten:
Een fabrikant die al bovengenoemde documenten snel en volledig kan leveren, beschikt over een professionele infrastructuur die een aanzienlijk deel van de markt uitsluit. Veel leveranciers zijn niet in staat om testrapporten van een onafhankelijke derde partij of gedetailleerde uitvoeringsplannen te verstrekken, wat belangrijke informatie geeft over hun aanpak van kwaliteitsdocumentatie.
Bestel fysieke monsters voordat u een productiebestelling plaatst. Controleer bij ontvangst:
Voor bestellingen boven een drempelwaarde die de inspanning rechtvaardigt (meestal USD 50.000 en hoger, of projecten waarbij GMP-validatie van toepassing is), is het uitvoeren van een fabrieksaudit zinvol. Als u persoonlijk niet kunt langskomen, is een audit door een externe partij via SGS, Bureau Veritas of QIMA een praktisch alternatief. Belangrijke aspecten om ter plaatse te beoordelen:
Jarenlange ervaring met inkoop in de paneelindustrie brengen een consistente reeks waarschuwingssignalen aan het licht. Elk van deze signalen dient verdere onderzoeking te triggeren voordat u verdergaat:
Rockwol-schoonruimtepanelen worden gebruikt in een verrassend breed scala aan sectoren, waarbij de specificatie-eisen aanzienlijk verschillen per sector. Begrijpen waar uw project binnen deze context valt, helpt om te bepalen welke capaciteiten van de fabrikant het meest relevant zijn.
| Sector | ISO Klasse | Belangrijkste paneleisen | Oppervlaktespecificatie |
|---|---|---|---|
| Farmaceutisch (GMP) | ISO 5–7 | Brandklasse A1, REI 60+, afgeronde hoeken, volledige documentatie | PVDF of RVS 304 |
| Ziekenhuis / operatiekamer | ISO 5 | Brandklasse A1, vlakplafondinstallatie, oppervlakken voor infectiecontrole | PVDF-wit, lage VOC-emissie |
| Voedselverwerking | ISO 6–8 | Brandklasse A1, vochtbestendig, afgeronde vloerovergangen, geschikt voor spoelreiniging | PVDF of FRP |
| Productie van medische hulpmiddelen | ISO 6–7 | Brandklasse A1, compatibel met ISO 13485, chemisch bestendig | Standaard PVDF |
| Elektronica / Halfgeleider | ISO 3–6 | A1-brandklasse verkozen, antistatisch of ESD-afvoerend oppervlak, uitgassingslimieten | HPL antistatisch of RVS |
| Algemene laboratorium-/O&O-omgeving | ISO 6–9 | A1-brandklasse verkozen, modulair herconfigureerbaar systeem | PVDF of PE standaard |
Een specificatieoverweging die vaak wordt over het hoofd gezien bij de sectorvergelijking: akoestische prestaties. Farmaceutische productie en ziekenhuisomgevingen vereisen beide een aanzienlijke geluidsscheiding tussen productiezones — meestal 38–45 dB Rw. Steenwol met een dichtheid van 100 kg/m³ en een paneeldikte van 100 mm bereikt dit bereik gemakkelijk. Indien akoestische prestaties een formele projectvereiste zijn, vraag dan specifiek aan fabrikanten naar meetgegevens van geluidstests (EN ISO 10140 of gelijkwaardig), in plaats van te vertrouwen op theoretische berekeningen.
Dit zijn de vragen die ervaren inkoopprofessionals, projectmanagers en faciliteitsconsultants systematisch stellen bij het evalueren van leveranciers van rotswool cleanroompanelen. Het is de moeite waard om deze vragen systematisch door te nemen met elke fabrikant die serieus in overweging wordt genomen.
Het kernverschil is de randafsluiting. Een standaard steenwol sandwichpaneel (gebruikt in industriële daken en gevelbekleding) heeft doorgaans open of nauwelijks afgedichte gesneden randen, wat betekent dat steenwolvvezels blootstaan. Een cleanroompaneel heeft alle vier de randen afgesloten met gevormde stalen of aluminium kanaalprofielen, waardoor de kern volledig is ingekapseld. Dit voorkomt vezelmigratie naar de gecontroleerde omgeving — een vereiste voor contaminatiebeheersing in farmaceutische, levensmiddelen- en medische-apparatuurfaciliteiten. Cleanroompanelen hebben ook strengere afmetingstoleranties en gebruiken doorgaans gladdere, chemisch bestandere oppervlaktecoatings.
Bij juiste installatie en onderhoud hebben steenwol cleanroompanelen een levensduur van 25–30 jaar of langer. De steenwolkern zelf is in feite permanent — deze verslechtert niet, verdicht zich niet noemenswaardig en verliest niet aan brandwerendheid in de tijd. De beperkende factoren zijn doorgaans de stalen bekleding (onderhevig aan slijtage door herhaald schoonmaken en desinfectie) en de randafdichtingen (onderhevig aan mechanische beschadiging tijdens de bedrijfsvoering). Panelen met een PVDF-coating hebben over het algemeen een aanzienlijk langere levensduur dan panelen met een PE-coating in chemisch agressieve cleanroomomgevingen.
Technisch gezien ja, maar de meeste ervaren specificatoren geven de voorkeur aan aluminiumhoningraatpanelen voor cleanroomplafonds. De reden is het gewicht: steenwolpanelen met een dikte van 100 mm wegen ongeveer 18–22 kg/m², wat een aanzienlijke belasting vormt voor de plafondophangsystemen en een belangrijke veiligheidskwestie oplegt bij onderhoudstoegang (personeel dat tijdens het vervangen van filters op het plafond loopt). Aluminiumhoningraatplafondpanelen wegen 6–9 kg/m² en zijn net als steenwol niet-brandbaar (klasse A1), waardoor ze aan de brandveiligheidseisen voldoen zonder het nadelen van het extra gewicht. Dat gezegd hebbende, worden steenwolplafondpanelen wel gebruikt bij lagere plafonds in farmaceutische installaties waar geen toegang tot de constructie nodig is.
Bij een dikte van 50 mm bereikt een goed vervaardigd steenwolpaneel met een geschikte staaldikte meestal REI 60 (60 minuten brandweerstand). Bij 100 mm is REI 120 tot REI 240 haalbaar, afhankelijk van de specifieke constructiedetails. De brandweerstandsduur dient te worden bevestigd door een testrapport volgens EN 1364 (of de equivalente nationale norm). Let op: brandweerstand (REI) en brandgedragclassificatie (A1) zijn twee verschillende eigenschappen die worden gemeten met verschillende tests — sommige leveranciers tonen hun A1-brandgedragcertificaat wanneer zij om brandweerstand worden gevraagd, wat niet hetzelfde is.
Steenwol cleanroompanelen kosten doorgaans 15–30% meer dan gelijkwaardige PU- of PIR-schuimkernpanelen met dezelfde afmetingen, voornamelijk omdat rotswool-grondstof duurder is en het handmatige assemblageproces arbeidsintensiever is dan schuiminjectie. Ze kosten ongeveer 10–20% minder dan aluminiumhoningraatpanelen met gelijkwaardige afmetingen. Voor projecten waarbij brandvoorschriften een A1-niet-brandbare kern vereisen, is rotswool meestal de kosteneffectiefste optie — het alternatief (volledig aluminiumhoningraat, inclusief wanden) is aanzienlijk duurder.
Ja — met de juiste fabrikant. Verschillende Chinese fabrikanten van cleanroompanelen leveren aan GMP-farmaceutische faciliteiten, voedingsverwerkingsbedrijven en ziekenhuisprojecten in Europa, het Midden-Oosten, Zuidoost-Azië en steeds vaker ook in Noord-Amerika. De sleutel ligt in de documentatie: CE-markering volgens EN 14509, onafhankelijke brandtestrapporten en materialen traceerbaarheidsdossiers moeten aanwezig zijn voor projecten in gereguleerde markten. Chinese fabrikanten die regelmatig internationale, gereguleerde projecten van dienst zijn, beschikken standaard over deze documentatie. Fabrikanten die voornamelijk de binnenlandse markt bedienen, hebben deze mogelijk niet.
Glostar heeft cleanroompanelsystemen met steenwol geleverd aan farmaceutische, voedingsverwerkende en medische faciliteiten in Azië, het Midden-Oosten en Europa. Op verzoek kunnen wij gedetailleerde technische datasheets, onafhankelijke testrapporten en projectreferenties verstrekken.
Verzoek om technische informatie → Actueel nieuws
Actueel nieuws2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Wij geloven dat wij, door kwaliteit te waarborgen en innovatie te omarmen, transformatieve veranderingen in de architectuur kunnen bewerkstelligen en een duurzame toekomst voor de bouwsector kunnen opbouwen.
Nr. 377, Gaoqi Road, High-tech Zone, Binzhou City, provincie Shandong, China
Copyright © Shandong Apex Metal Products Co., Ltd. Alle rechten voorbehouden (onder de Glostar New Materials Group) Privacybeleid Blog