Steinwoll-Reinraumplatten nehmen eine interessante Position auf dem Markt ein. Sie sind nicht die günstigste Option – EPS- und Standard-PU-Paneele sind preislich günstiger. Sie sind auch nicht die leichtesten – Aluminium-Waben-Deckenpaneele sind hier im Vorteil. Doch für die pharmazeutische Produktion, den Krankenhausbau und Lebensmittelverarbeitungsanlagen, bei denen Brandschutzvorschriften zwingend einzuhalten sind, ist Steinwolle häufig das einzige Kernmaterial, das die erforderlichen Anforderungen erfüllt. Dies stellt eine sehr spezifische Beschaffungsherausforderung dar: Wenn Sie Reinraumpaneele mit Steinwolle-Kern benötigen, brauchen Sie einen Hersteller, der diese tatsächlich fachgerecht herstellen kann – und nicht einen Hersteller, der hauptsächlich Industriepaneele mit Schaumstoffkern fertigt und Steinwolle lediglich gelegentlich als Zusatzlinie anbietet.
Dieser Leitfaden konzentriert sich darauf, was bei der Bewertung von Herstellern tatsächlich zählt: die technischen Spezifikationen, die Sie einfordern sollten, die Qualitätsindikatoren, anhand derer sich zuverlässige Lieferanten von riskanten unterscheiden lassen, die zu überprüfenden Zertifizierungen sowie die Fragen, die erfahrene Beschaffungsteams stellen, bevor sie einer Fabrik die Freigabe erteilen.
Der Einsatz von Steinwolle als Kernmaterial für Reinräume beruht auf einer einzigen Eigenschaft: Sie brennt nicht. Steinwolle (Mineralwolle aus Basaltgestein und recyceltem Schlackenmaterial) erreicht die Brandklasse A1 nach EN 13501-1 – die höchste Brandklasse, was bedeutet, dass das Material nicht brennbar ist, keinerlei Rauchentwicklung verursacht und keine brennenden Tropfen abgibt. Für Gebäude, die den EU-GMP-Anhang 1, den Joint Commission-Krankenhausstandard oder lokale Brandschutzvorschriften erfüllen müssen, die in bewohnten oder hochriskanten Bereichen nicht brennbare Konstruktionen vorschreiben, handelt es sich hierbei nicht um eine Präferenz – sondern um eine zwingende Anforderung.
Doch hier ist der Teil, den viele Käufer auf die harte Tour lernen: Steinwolleplatten sind deutlich schwieriger in hoher Qualität herzustellen als Alternativen mit Schaumkern. Die Herausforderung liegt darin, dass Steinwolle ein faseriges Material ist. Im Gegensatz zu Polyurethanschaum kann sie nicht eingespritzt und aufgeschäumt werden – stattdessen muss sie präzise zugeschnitten, korrekt ausgerichtet und mit ausreichender Klebkraft an Stahldeckbleche gebunden werden, damit diese bei thermischen Wechselbelastungen und mechanischen Vibrationen in einer realen Anlage über einen Zeitraum von 20 Jahren nicht abblättern. Genau hier – bei der richtigen Ausführung dieser Verbindung und beim vollständigen Einschluss der Fasern, sodass keine in die kontrollierte Umgebung eindringen können – unterscheiden sich die Hersteller erheblich.
Die andere Variable ist der Steinwollstoff selbst. Die Dichte spielt eine entscheidende Rolle – eine Steinwollplatte mit einer Dichte von 60 kg/m³ und eine Platte mit einer Dichte von 120 kg/m³ sehen auf einem Angebot möglicherweise identisch aus, weisen jedoch in der Praxis völlig unterschiedliche Leistungsmerkmale auf. Niedrigdichte-Steinwolle verdichtet sich im Laufe der Zeit, wodurch Hohlräume zwischen dem Kern und der Stahlaußenschale entstehen. Zudem bietet sie deutlich schlechtere akustische Eigenschaften sowie eine geringere Haftfestigkeit an der Grenzfläche zur Außenschale. Spitzenhersteller geben ihre Steinwolldichte ausdrücklich an und können Werkszertifikate zur Nachweisführung vorlegen.
Zusammenfassung: Die Materialspezifikation ist entscheidend. Das Verklebungsverfahren ist entscheidend. Die Kantenabdichtung ist entscheidend. Und keines dieser Merkmale ist an einer fertigen Platte sichtbar oder allein anhand einer Probe erkennbar – genau deshalb ist das Verständnis der Fertigungskapazität eines Herstellers wichtiger als dessen Katalogpreis.
Wenn Sie ein Produktdatenblatt vom Hersteller erhalten, sind dies die Werte, auf die Sie achten – und nach deren Prüfzertifikaten Sie anfragen sollten.
Dies ist die am häufigsten falsch angegebene Spezifikation auf dem Markt für Steinwollplatten. Die Dichte wird in kg/m³ angegeben und beeinflusst direkt die strukturelle Leistungsfähigkeit, die akustische Leistung, die langfristige Maßhaltigkeit sowie die Haftfestigkeit. Renommierte Reinraumplattenhersteller verwenden Steinwolle mit einer Dichte von 100–150 kg/m³ für Wandplatten. Werte unter 80 kg/m³ sollten hinterfragt werden; Angaben wie „Standarddichte“, ohne dass eine konkrete Zahl genannt wird, müssen mittels Werkszertifikat verifiziert werden.
Die Verbindung zwischen der Stahlaußenschale und dem Steinwollkern stellt die strukturelle Schwachstelle jeder Sandwichplatte dar. Für Reinraumanwendungen ist mindestens eine haftfestigkeit von ≥ 60 kPa und abziehfestigkeit von ≥ 150 kPa muss angegeben werden. Diese Werte müssen durch Prüfberichte nach EN 14509 oder entsprechenden nationalen Normen belegt sein — nicht nur in einem Verkaufsdatenblatt genannt werden.
Eine hochwertige Steinwolleplatte mit einer Dicke von 50 mm sollte bei Prüfung nach EN 1364 oder einer gleichwertigen Norm eine Feuerwiderstandsdauer von REI 60 (60 Minuten) erreichen. Eine Variante mit 100 mm Dicke sollte je nach konkreter Konstruktion REI 120 bis REI 240 erreichen. Fordern Sie den tatsächlichen Brandprüfbericht an — nicht nur ein Zertifikat nach EN 13501-1, das lediglich die Reaktion auf Brand (Entflammbarkeit), nicht jedoch die strukturelle Feuerwiderstandsdauer abdeckt.
Die Wärmeleitfähigkeit (Lambda, λ) von Steinwolle beträgt typischerweise 0,034–0,040 W/m·K . Dies ist im Vergleich zu PIR- oder PU-Schaumstoff (0,022–0,024 W/m·K) nicht wettbewerbsfähig; bei den meisten Reinraumanwendungen wird die thermische Hülle jedoch auf Ebene der Gebäudehülle geregelt — die Reinraum-Trennwandplatten stellen nicht die primäre thermische Barriere dar. Fragen Sie dennoch nach dem deklarierten Lambda-Wert; dieser sollte auf Prüfungen nach EN 12667 oder EN 12939 beruhen.
Die Stahl-Deckschichten bestimmen die Oberflächendauerhaftigkeit, die chemische Beständigkeit und ob die Platte ihre Hygienefunktion über Jahrzehnte wiederholter Desinfektion beibehält. Wichtige Parameter:
| Parameter | Mindestens akzeptabel | Empfohlen für GMP |
|---|---|---|
| Dichte der Steinwolle | 80 kg/m³ | 100–120 kg/m³ |
| Haftkraft | ≥ 40 kPa | ≥ 60 kPa |
| Abziehfestigkeit | ≥ 100 kPa | ≥ 150 kPa |
| Brandklassifizierung | A1 (Reaktion auf Feuer) | A1 + REI 60 min (Widerstandsfähigkeit) |
| Plattendicke (Wand) | 50 mm | 75–100 mm |
| Deckblechdicke | 0,4 mm | 0,5–0,6 mm PVDF-beschichtet |
| Kantendichtung | 3-seitig versiegelt | Alle 4 Seiten, mit Stahlkappen |
| Schalldämm-Maß | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) bei 100 mm |
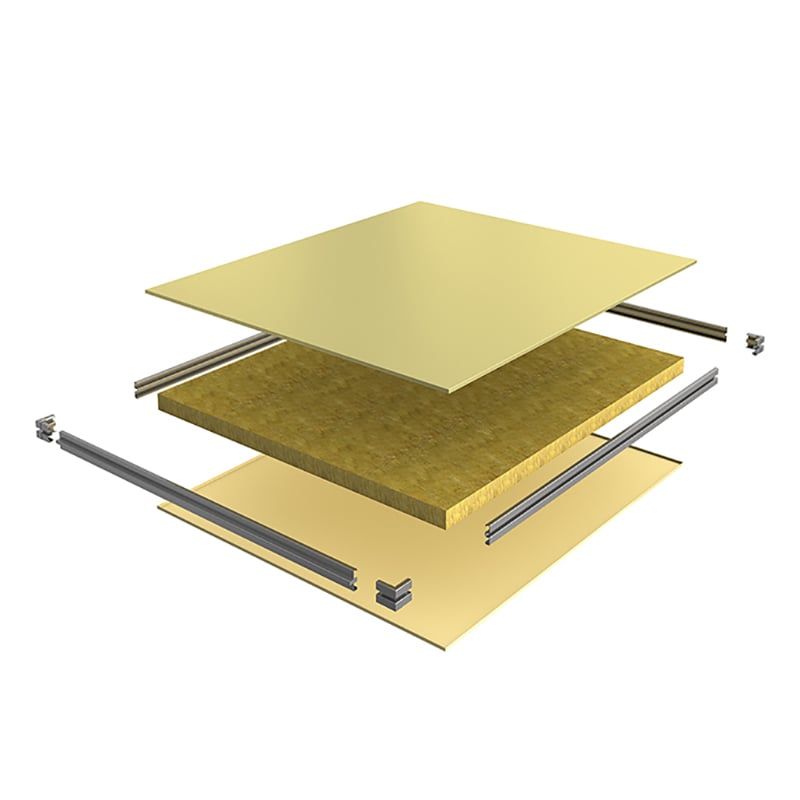
Steinwoll-Reinraumplatten werden von Hand hergestellt — nicht auf den kontinuierlichen Laminierlinien, die für Schaumkernplatten verwendet werden. Dies ist sowohl eine Einschränkung als auch ein Vorteil: Die manuelle Montage ermöglicht eine präzise Platzierung des Kerns, eine bessere Kantenabdichtung und kundenspezifische Abmessungen, die eine Maschinenpresse nicht bewältigen kann. Gleichzeitig bedeutet dies jedoch, dass die Qualität stark von der Qualifikation der Belegschaft und den Verfahren zur Qualitätskontrolle abhängt.
So sieht die Produktionsabfolge in einem gut geführten Werk aus – und danach sollten Sie an jedem Schritt gezielt fragen:
| 01 | Stahlcoils-Verarbeitung Stahlcoils werden auf die gewünschte Breite zugeschnitten und zu Profilen für die Platten umgeformt. Die Beschichtung wird bereits zu diesem Zeitpunkt überprüft – jeder Kratzer, jede Undichtigkeit („Holiday“) oder jede Gratbildung an den Kanten des Stahlcoils wird zu einem dauerhaften Fehler in der fertigen Platte. Erkundigen Sie sich, ob der Hersteller vor der Umformung eine Coil-Inspektion durchführt. |
| 02 | Zuschneiden und Ausrichtung der Steinwolle Steinwollscheiben werden auf die Abmessungen der Paneele mit einer Toleranz von ±1 mm zugeschnitten. Die Faserausrichtung ist entscheidend: lamellenorientierter Steinwoll (Fasern verlaufen senkrecht zur Paneeloberfläche) bietet eine deutlich höhere Haftfestigkeit und eine bessere Feuerbeständigkeit als Standard-orientierte Platten. Hochwertige Hersteller verwenden lamellenorientierte Steinwolle gezielt für Reinraumpaneele. |
| 03 | Klebstoffapplikation Ein Zweikomponenten-Polyurethan-Klebstoff wird sowohl auf beide Stahlseiten als auch auf die Steinwulloberflächen aufgetragen. Auftragsmenge, Mischverhältnis und offene Zeit sind alle kritisch: Ein unzureichender Klebstoffauftrag oder eine falsche Mischung führen zu einer Verbindung, die zwar einen werkseitigen Zugtest bestehen mag, aber im Betrieb unter thermischem Wechsel versagt. Erkundigen Sie sich, ob die Klebstoffmenge pro Paneelcharge dokumentiert wird. |
| 04 | Pressen und vulkanisieren Die montierten Platten werden unter gleichmäßiger Druckbelastung gepresst, während der Klebstoff aushärtet. Temperatur- und Druckprofile müssen über die gesamte Plattenfläche hinweg konsistent sein – eine ungleichmäßige Pressung erzeugt unterschiedliche Klebefestigkeiten, was zu einer Randdelaminierung führt. Die Aushärtezeit bei Raumtemperatur beträgt in der Regel mindestens 24 Stunden; einige Hersteller beschleunigen diesen Schritt. |
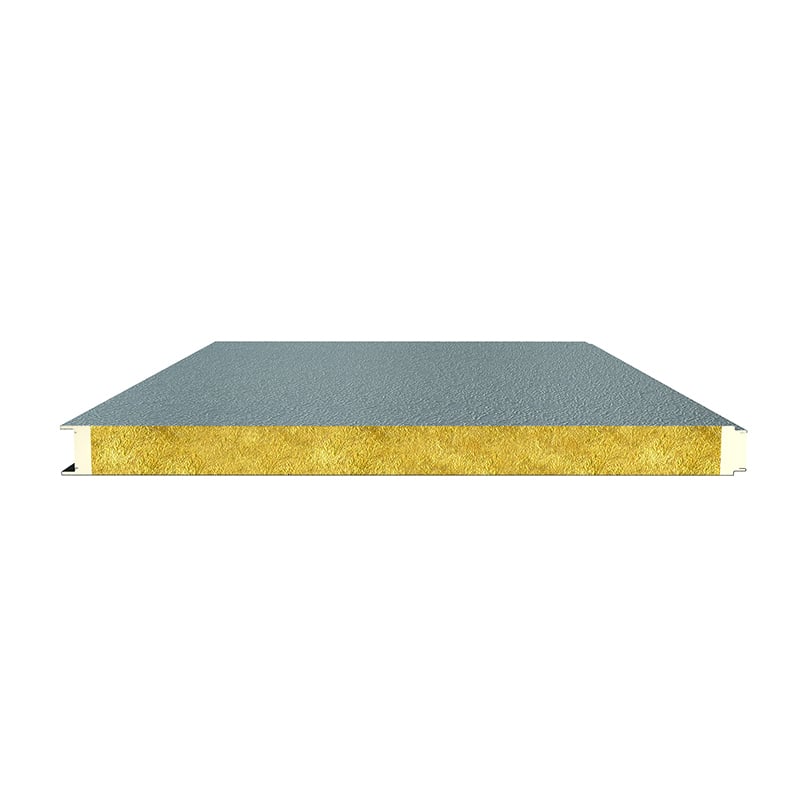
| 05 | Vierseitige Kantenabdichtung Dieser Schritt unterscheidet eine Reinraumplatte von einer Standard-Industrie-Sandwichplatte. Geformte Stahl- oder Aluminium-U-Profilabschnitte werden an allen vier Kanten angebracht und umschließen den Steinwollkern vollständig. Ohne diese Umrandung könnten Steinwollfasern in den Rauminnenraum gelangen – was in pharmazeutischen und lebensmittelverarbeitenden Umgebungen nicht akzeptabel ist. Prüfen Sie dieses Detail gezielt an Musterplatten. |
| 06 | Qualitätskontrolle und Prüfung Jede Paneelcharge sollte zerstörende Abzieh- und Scherprüfungen an Musterpaneelen, eine Flachheitsmessung (typische Durchbiegungstoleranz ≤ L/500) sowie eine dimensionsgerechte Verifizierung umfassen. Ein Hersteller, der Ihnen Qualitätskontrollunterlagen für eine frühere Charge vorlegen kann – inklusive Prüfergebnissen und Kriterien für Bestehen/Scheitern – arbeitet auf einem anderen Qualitätsniveau als ein Hersteller, der lediglich eine visuelle Inspektion anbietet. |
Zertifizierungen sind nur so aussagekräftig wie die zugrundeliegenden Prüfungen, die sie repräsentieren. Im Folgenden finden Sie einen Leitfaden zu denjenigen Zertifizierungen, die tatsächlich für Mineralwoll-Cleanroom-Paneele relevant sind, sowie zu den Informationen, die jede einzelne Zertifizierung liefert.
Dies ist die primäre europäische Produktnorm für die strukturelle Leistungsfähigkeit von Sandwichplatten. Sie umfasst Ebenheit, Maßtoleranzen, Haftfestigkeit und Tragfähigkeit. Hersteller, die den europäischen Markt oder Projekte mit europäischen regulatorischen Anforderungen beliefern, müssen das CE-Kennzeichen gemäß EN 14509 führen. Fordern Sie die Leistungsdeklaration (DoP) an, in der die deklarierten Leistungswerte aufgeführt sind – nicht nur das CE-Zertifikat selbst.
Dies bestätigt die Klassifizierung A1 (nicht brennbar). Es handelt sich um die Mindestanforderung an die Brandschutzdokumentation, die Sie für jede Reinraumplatte aus Steinwolle akzeptieren sollten. Beachten Sie, dass diese Klassifizierung sich auf das Plattenmaterial bezieht, nicht auf das montierte Trennwandsystem – ein separater Feuerwiderstandstest (EN 1364) ist erforderlich, falls Sie eine bestimmte REI-Bewertung für die Wand benötigen.
Ein Basis-Indikator für Qualität. Nahezu alle Exporteure besitzen die ISO 9001-Zertifizierung, weshalb ihr Vorhandensein keinen Lieferanten von anderen unterscheidet – ihr Fehlen hingegen sollte Anlass zur Sorge geben. Nützlicher als das Zertifikat selbst ist das Verständnis darüber, wie ihr Qualitätsmanagementsystem (QMS) tatsächlich in der Produktion umgesetzt wird: Verfügen sie über dokumentierte Arbeitsanweisungen für jeden Produktionsschritt, und werden diese auch eingehalten?
Prüfberichte unabhängiger Dritter von anerkannten globalen Prüforganisationen haben deutlich mehr Gewicht als interne Prüfdaten. Bei Reinraumplatten aus Steinwolle sollten Sie gezielt nach Prüfberichten unabhängiger Dritter zu Haftfestigkeit und Abziehfestigkeit fragen. Ein Hersteller, der Vertrauen in sein Produkt hat, lässt unabhängige Prüfungen durchführen; bei einem Hersteller, der dies nicht getan hat, sollten Sie nach dem Grund fragen.
Bei pharmazeutischen Projekten muss der Reinraum selbst im Rahmen des Validierungsprozesses der Anlage qualifiziert werden (IQ/OQ/PQ). Dies zertifiziert nicht direkt die Panele, doch Hersteller, die regelmäßig GMP-konforme Einrichtungen beliefern, kennen die erforderlichen Unterlagen für den Validierungsprozess und können Materialdatenblätter, Rückverfolgbarkeitsunterlagen sowie Konstruktionsdetails in der geforderten Form bereitstellen. Falls ein Hersteller noch nie eine GMP-Einrichtung beliefert hat, sind hier Lücken zu erwarten.
WICHTIG: Zertifikate können kopiert, verändert oder aus dem Zusammenhang gerissen präsentiert werden. Bei größeren Bestellungen sollten Zertifikate daher direkt beim ausstellenden Organ verifiziert werden – EN-14509-CE-Zertifikate beispielsweise lassen sich anhand der öffentlich zugänglichen Aufzeichnungen der benannten Stelle überprüfen. Dies nimmt zehn Minuten in Anspruch und hat bereits zahlreiche kostspielige Überraschungen verhindert.
Die Bewertung erfolgt auf mehreren Ebenen. Beginnen Sie mit den Aspekten, die Sie remote beurteilen können, und vertiefen Sie die Prüfung erst dann, wenn der Lieferant die erste Screening-Stufe erfolgreich durchlaufen hat.
Fordern Sie Folgendes von jedem in Betracht gezogenen Hersteller an und bewerten Sie die eingegangenen Unterlagen:
Ein Hersteller, der alle oben genannten Unterlagen zeitnah und vollständig liefern kann, verfügt über eine professionelle Infrastruktur, die einen erheblichen Teil des Marktes ausschließt. Viele Lieferanten sind nicht in der Lage, Prüfberichte unabhängiger Dritter oder detaillierte Ausführungszeichnungen vorzulegen – dies sagt Ihnen etwas Wichtiges darüber, wie sie Qualitätsdokumentation handhaben.
Bestellen Sie physische Muster, bevor Sie sich für eine Produktionsbestellung verpflichten. Prüfen Sie bei Erhalt:
Für Bestellungen oberhalb einer Schwelle, bei der sich der Aufwand lohnt (typischerweise ab USD 50.000 oder bei Projekten, bei denen eine GMP-Validierung erforderlich ist), lohnt sich ein Werksaudit. Falls Sie den Standort nicht persönlich besuchen können, stellt ein unabhängiges Audit durch SGS, Bureau Veritas oder QIMA eine praktikable Alternative dar. Zu bewertende Punkte vor Ort:
Jahrelange Beschaffungserfahrung in der Paneelindustrie zeigt immer wieder dieselben Warnsignale auf. Jedes dieser Signale sollte vor Fortsetzung der Zusammenarbeit eine weitere Prüfung auslösen:
Rockwool-Reinraumplatten werden in einer überraschend breiten Palette von Branchen eingesetzt, wobei die Spezifikationsanforderungen zwischen den einzelnen Sektoren deutlich variieren. Das Verständnis dafür, in welchem Sektor Ihr Projekt angesiedelt ist, hilft dabei, die für Sie relevantesten Fähigkeiten des Herstellers einzugrenzen.
| Branche | ISO-Klasse | Wesentliche Plattenanforderungen | Oberflächenspezifikation |
|---|---|---|---|
| Pharmazeutik (GMP) | ISO 5–7 | Brandklasse A1, Feuerwiderstandsdauer REI 60+, abgerundete Ecken, vollständige Dokumentation | PVDF oder Edelstahl 304 |
| Krankenhaus / OP | ISO 5 | Brandklasse A1, flächenbündiges Deckensystem, oberflächenbezogene Infektionskontrolle | PVDF-Weiß, niedriger VOC-Gehalt |
| Lebensmittelverarbeitung | ISO 6–8 | Brandklasse A1, feuchtigkeitsbeständig, abgerundete Bodenanschlüsse, spülbar | PVDF oder FRP |
| Herstellung medizinischer Geräte | ISO 6–7 | Brandklasse A1, ISO 13485-kompatibel, chemikalienbeständig | PVDF-Standard |
| Elektronik / Halbleiter | ISO 3–6 | A1-Brandschutz bevorzugt, antistatische oder ESD-ableitende Oberfläche, Ausgasungsgrenzwerte | HPL antistatisch oder Edelstahl |
| Allgemeines Labor / F&E | ISO 6–9 | A1-Brandschutz bevorzugt, modulares, umkonfigurierbares System | PVDF oder PE Standard |
Ein Aspekt der Spezifikation, der bei dem Sektorvergleich häufig übersehen wird: die akustische Leistung. Sowohl in der pharmazeutischen Produktion als auch in Krankenhausumgebungen ist eine wirksame Schalltrennung zwischen Produktionszonen erforderlich – typischerweise 38–45 dB Rw. Mineralwolle mit einer Rohdichte von 100 kg/m³ und einer Plattendicke von 100 mm erreicht diesen Bereich problemlos. Falls die akustische Leistung eine formale Projektanforderung darstellt, sollten Sie Hersteller gezielt nach Messdaten zur Schalldämmung (EN ISO 10140 oder äquivalent) und nicht nach theoretischen Berechnungen fragen.
Dies sind die Fragen, die erfahrene Einkaufsprofis, Projektmanager und Facility-Berater regelmäßig stellen, wenn sie Lieferanten für Reinraumplatten aus Steinwolle prüfen. Es lohnt sich, diese systematisch mit jedem Hersteller zu besprechen, der ernsthaft in Betracht gezogen wird.
Der Kernunterschied liegt in der Kantenabdichtung. Eine Standard-Sandwichplatte aus Steinwolle (die bei industriellen Dächern und Fassadenverkleidungen eingesetzt wird) weist typischerweise offene oder nur minimal abgedichtete Schnittkanten auf, sodass Steinwollfasern freiliegen. Bei einer Reinraumplatte sind alle vier Kanten mit profilierten Stahl- oder Aluminiumkanälen abgedichtet, wodurch der Kern vollständig umschlossen wird. Dadurch wird die Migration von Fasern in die kontrollierte Umgebung verhindert – eine Anforderung an die Kontaminationssicherung in pharmazeutischen, lebensmittelverarbeitenden und medizintechnischen Einrichtungen. Reinraumplatten weisen zudem engere Maßtoleranzen auf und werden üblicherweise mit glatteren, chemisch widerstandsfähigeren Oberflächenbeschichtungen versehen.
Bei fachgerechter Installation und Wartung weisen Reinraumplatten mit Steinwollkern eine Lebensdauer von 25–30 Jahren oder länger auf. Der Steinwollkern selbst ist praktisch dauerhaft – er altert nicht, verdichtet sich nicht wesentlich und verliert im Laufe der Zeit nicht seine Feuerwiderstandsfähigkeit. Die begrenzenden Faktoren sind in der Regel die Stahlblechbeschichtung (die durch wiederholtes Reinigen und Desinfizieren abgenutzt wird) sowie die Kantenabdichtungen (die bei Betriebsvorgängen mechanischen Beschädigungen ausgesetzt sind). PVDF-beschichtete Platten überdauern PE-beschichtete Alternativen in chemisch aggressiven Reinraumumgebungen deutlich.
Technisch ja, doch die meisten erfahrenen Planer bevorzugen Aluminium-Wabenplatten für Reinraumdecken. Der Grund ist das Gewicht: Steinwollplatten mit einer Dicke von 100 mm wiegen etwa 18–22 kg/m², was eine erhebliche Belastung für die Deckenaufhängungssysteme darstellt und bei Wartungsarbeiten (z. B. beim Filterwechsel) eine relevante Sicherheitsüberlegung hinsichtlich des Zugangs zur Decke durch das Personal darstellt (Mitarbeiter müssen auf der Decke laufen). Aluminium-Waben-Deckenplatten wiegen dagegen nur 6–9 kg/m² und sind ebenso wie Steinwolle nicht brennbar (Klasse A1), sodass sie die Brandschutzanforderungen erfüllen, ohne das Gewichtsnachteil mit sich zu bringen. Allerdings werden Steinwoll-Deckenplatten durchaus in pharmazeutischen Anlagen mit niedrigeren Deckenhöhen eingesetzt, wo kein struktureller Zugang zur Decke erforderlich ist.
Bei einer Dicke von 50 mm erreicht eine gut gefertigte Steinwolle-Platte mit einer geeigneten Stahlblechstärke typischerweise die Feuerwiderstandsklasse REI 60 (60 Minuten Feuerwiderstand). Bei einer Dicke von 100 mm ist je nach konkreter Ausführung eine Feuerwiderstandsdauer von REI 120 bis REI 240 erreichbar. Die Feuerwiderstandsdauer ist durch einen Prüfbericht nach EN 1364 (oder der entsprechenden nationalen Norm) zu bestätigen. Beachten Sie, dass Feuerwiderstand (REI) und Brandverhalten (Klassifizierung A1) zwei unterschiedliche Eigenschaften sind, die mittels verschiedener Prüfverfahren bestimmt werden – einige Lieferanten legen auf Anfrage nach dem Feuerwiderstand stattdessen ihr Zertifikat zum Brandverhalten (A1) vor, was jedoch nicht dasselbe ist.
Steinwoll-Reinraumplatten kosten in der Regel 15–30 % mehr als vergleichbare PU- oder PIR-Schaumkernplatten gleicher Abmessungen, hauptsächlich weil Rohsteinwolle teurer ist und der manuelle Montageprozess arbeitsintensiver ist als das Einspritzen von Schaumstoff. Sie kosten etwa 10–20 % weniger als Aluminium-Wabenplatten gleicher Abmessungen. Für Projekte, bei denen die Brandschutzvorschriften einen A1-nichtbrennbaren Kern vorschreiben, stellt Steinwolle in der Regel die kostengünstigste Option dar — die Alternative (Aluminium-Wabenkonstruktion im gesamten Bereich, einschließlich der Wände) ist deutlich teurer.
Ja — mit dem richtigen Hersteller. Mehrere chinesische Hersteller von Reinraumplatten beliefern GMP-konforme pharmazeutische Anlagen, Lebensmittelverarbeitungsbetriebe und Krankenhausprojekte in Europa, im Nahen Osten, in Südostasien und zunehmend auch in Nordamerika. Entscheidend ist die Dokumentation: CE-Kennzeichnung gemäß EN 14509, Prüfberichte unabhängiger Drittparteien zu Brandverhalten sowie Nachweise zur Materialrückverfolgbarkeit müssen für Projekte in regulierten Märkten vorliegen. Chinesische Hersteller, die regelmäßig internationale, regulierte Projekte beliefern, verfügen in der Regel über diese Dokumentation. Hersteller, die sich hauptsächlich auf den heimischen Markt konzentrieren, verfügen möglicherweise nicht darüber.
Glostar hat Reinraumplattensysteme mit Steinwolle-Kern für pharmazeutische Anlagen, Lebensmittelverarbeitungsbetriebe und medizinische Einrichtungen in Asien, im Nahen Osten und in Europa geliefert. Auf Anfrage stellen wir detaillierte technische Datenblätter, Prüfberichte unabhängiger Drittparteien sowie Referenzprojekte zur Verfügung.
Technische Informationen anfordern → Aktuelle Nachrichten
Aktuelle Nachrichten2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Wir glauben, dass wir durch die Einhaltung höchster Qualitätsstandards und die Förderung von Innovation transformative Veränderungen in der Architektur bewirken und eine nachhaltige Zukunft für die Bauindustrie gestalten können.
Nr. 377, Gaoqi-Straße, Hochtechnologiezone, Stadt Binzhou, Provinz Shandong, China
Copyright © Shandong Apex Metal Products Co., Ltd. Alle Rechte vorbehalten (im Glostar New Materials Group-Konzern) Datenschutzrichtlinie Blog