Steinull-renromspaneler står i en interessant posisjon på markedet. De er ikke det billigste alternativet — EPS- og standard PU-paneler er billigere. De er ikke lettest — aluminiumshonningceller takpaneler er lettere. Men for farmasøytisk produksjon, sykehusbygging og matvareprosesseringsanlegg der brannkoder er uunnværlige, er steinull ofte det eneste kjerne materialet som oppfyller kravene. Og det skaper en svært spesifikk innkjøpsutfordring: når du trenger steinull-renromspaneler, trenger du en produsent som faktisk vet hvordan de skal produseres riktig — ikke en som hovedsakelig lager industrielle paneler med skumkjerne og behandler steinull som en tilfeldig produktlinje.
Denne veiledningen fokuserer på det som faktisk betyr noe når du vurderer produsenter: de tekniske spesifikasjonene du må kreve, kvalitetssignaler som skiller pålitelige leverandører fra risikofylte, sertifiseringer som bør verifiseres, og de spørsmålene som erfarna innkjøpslag stiller før de godkjenner en fabrikk.
Argumentet for steinull som kjernefyllstoff i rene rom bygger på én egenskap: den brenner ikke. Steinull (mineralull fremstilt fra basaltstein og gjenvunnet slagg) oppnår klasse A1 i henhold til EN 13501-1 — den høyeste brannklassifiseringen, som betyr ikke-brennbart materiale, ingen røykutvikling og ingen brennende dråper. For bygninger som er underlagt EU-GMP-vedlegg 1, Joint Commissions sykehusstandarder eller lokale brannregler som krever ikke-brennbare konstruksjoner i beboede eller høyrisikoområder, er dette ikke en preferanse — det er en krav.
Men her er delen som mange kjøpere lærer på en hard måte: steinullpaneler er betydelig vanskeligere å produsere godt enn alternativer med skumkjerne. Utfordringen ligger i at steinull er et fiberrikt materiale. Det kan ikke injiseres og utvides som polyuretanskum – det må kuttes nøyaktig, plasseres riktig og limes til ståldekkslag med tilstrekkelig limkraft slik at dekklagene ikke løsner under termisk syklisering og mekanisk vibrasjon i en virkelig anlegg over 20 år. Å få denne limingen rett og samtidig holde fibrene fullstendig innkapslet, slik at ingen kan migrere inn i den kontrollerte miljøet, er der produsentene skiller seg vesentlig fra hverandre.
Den andre variabelen er selve steinullmaterialet. Tettheten er av stor betydning — et steinullpanel på 60 kg/m³ og et panel på 120 kg/m³ kan se identiske ut på et tilbudsskjema, men oppfører seg helt annerledes i praksis. Steinull med lav tetthet komprimeres over tid, noe som skaper luftrom mellom kjernen og stålhinnen. Det gir også betydelig dårligere akustisk ytelse og lavere limstyrke ved grensesnittet til hinnen. De beste produsentene angir eksplisitt tettheten på steinullen sin og kan levere verifikasjonsdokumenter fra fabrikken for å bekrefte dette.
Siste linje: Materialekspesifikasjonen er viktig. Limprosessen er viktig. Kantforseglingen er viktig. Og ingen av disse tingene er synlig på et ferdig panel eller kan avdekkes utelukkende fra et prøveutvalg — og det er nettopp derfor forståelsen av en produsents produksjonskapasitet er viktigere enn katalogprisen deres.
Når du mottar et produktdatablad fra en produsent, er dette tallene du bør følge nøye opp — og be om testsertifikater for.
Dette er den mest vanligvis feilangitte spesifikasjonen på markedet for steinullpaneler. Tetthet uttrykkes i kg/m³ og påvirker direkte strukturell ytelse, akustisk ytelse, langsiktig dimensjonell stabilitet og limstyrke. Pålitelige produsenter av rengjøringsromspaneler bruker steinull med en tetthet på 100–150 kg/m³ for veggpaneler. Alt under 80 kg/m³ bør stilles til åpne spørsmål; alt som omtales som «standardtetthet» uten angivelse av et tall bør verifiseres med et verkstedsertifikat.
Forbindelsen mellom stålhinnen og steinullkjernen er den strukturelle svake punktet i ethvert sandwichpanel. For rengjøringsromsanvendelser kreves en minimums limstyrke på ≥ 60 kPa og skallstyrke på ≥ 150 kPa skal spesifiseres. Disse verdiene skal støttes av testrapporter i henhold til EN 14509 eller tilsvarende nasjonale standarder — ikke bare angis i et salgsdokument.
En velprodusert steinullpanel på 50 mm bør oppnå REI 60 (60 minutters brannmotstand) ved testing i henhold til EN 1364 eller tilsvarende. En panelversjon på 100 mm bør oppnå REI 120 til REI 240, avhengig av den spesifikke konstruksjonen. Be om den faktiske brannprøverapporten — ikke bare en klassifikasjonsattest i henhold til EN 13501-1, som kun dekker reaksjon på brann (brennbarhet), ikke varighet av strukturell brannmotstand.
Steinulls termiske ledningsevne (lambda, λ) er typisk 0,034–0,040 W/m·K . Dette er ikke konkurransedyktig sammenlignet med PIR- eller PU-skum (0,022–0,024 W/m·K), men for de fleste renromsanvendelser håndteres den termiske kappen på bygningskapsnivå — renromsinnredningspanelene er ikke den primære termiske barriæren. Likevel bør du be om den deklarerte lambda-verdien; den bør være basert på testing i henhold til EN 12667 eller EN 12939.
Stålforsatsplater bestemmer overflatens holdbarhet, kjemisk motstand og om panelet vil opprettholde sin hygieneprestasjon gjennom tiår med gjentatt desinfeksjon. Nøkkelparametere:
| Parameter | Minimum akseptabelt | Anbefalt for GMP |
|---|---|---|
| Steinulls tetthet | 80 kg/m³ | 100–120 kg/m³ |
| Festekraft | ≥ 40 kPa | ≥ 60 kPa |
| Avlåkning styrke | ≥ 100 kPa | ≥ 150 kPa |
| Brannklassifisering | A1 (reaksjon på brann) | A1 + REI 60 min (motstand) |
| Paneltykkelse (vegg) | 50 mm | 75–100 mm |
| Skjelltykkelse | 0,4 mm | 0,5–0,6 mm PVDF-beklædt |
| Kanter segl | seilt på 3 sider | Alle 4 sider, stålforsete |
| Lyddempningsindeks | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) ved 100 mm |
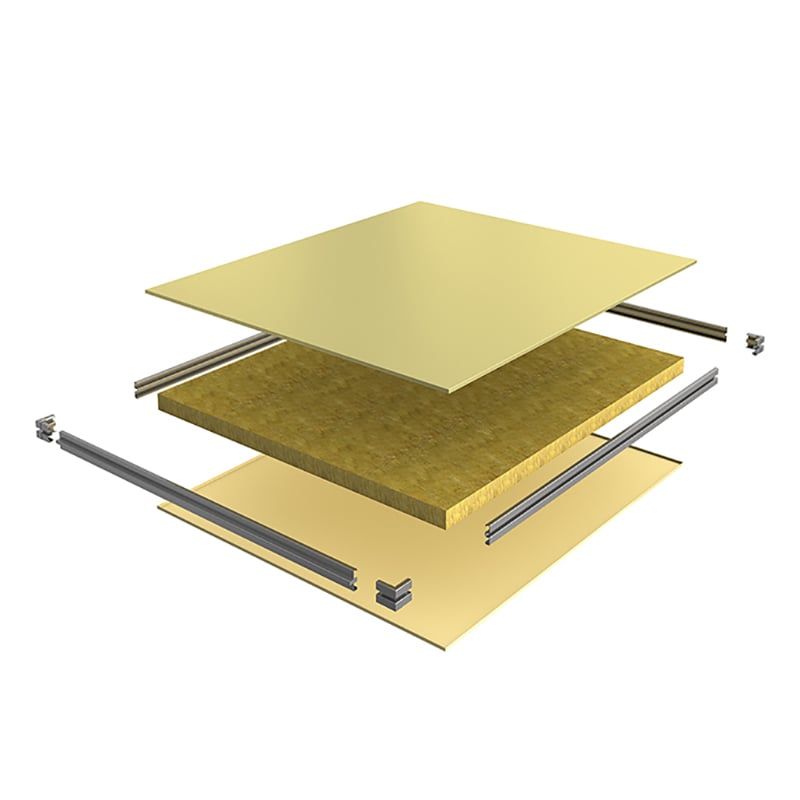
Steinull-renromspaneler er laget for hånd — ikke på de kontinuerlige lamineringlinjene som brukes for skumkjernepaneler. Dette er både en begrensning og en fordel: håndmontering tillater nøyaktig plassering av kjerne, bedre kantforsegling og tilpassede dimensjoner som en maskinpres ikke kan håndtere. Men det betyr også at kvaliteten er svært avhengig av arbeidsstyrkens ferdigheter og kvalitetskontrollprosedyrer.
Her er hvordan produksjonssekvensen ser ut i en velkjørt fabrikk, og hva du bør spørre om i hver fase:
| 01 | Stålrullbehandling Stålruller klippes til ønsket bredde og formes ved rulleforming til panelprofilen. Belegget inspiseres på dette stadiet — eventuelle riper, manglende belegg («holidays») eller skarpe kanter på stålrullen blir permanente feil i det ferdige panelet. Spør om produsenten utfører en inspeksjon av rullene før formingen. |
| 02 | Steinullskjæring og orientering Steinullplater skjæres til paneldimensjoner med toleranser på ±1 mm. Fiberretningen er viktig: lamellorientert steinull (fibre som går vinkelrett på paneloverflaten) gir betydelig høyere limstyrke og bedre brannmotstand enn standardorienterte plater. Premiumprodusenter bruker spesifikt lamellull til renromspaneler. |
| 03 | Limapplikasjon To-komponenters polyuretanlim anvendes på begge ståloverflater og på steinullflatene. Dekkingsgrad, blandingsforhold og åpentid er alle kritiske faktorer – utilstrekkelig lim eller feilaktig blanding gir en liming som kan bestå en fabrikksprøve for trekkfasthet, men som svikter i drift under termisk syklisering. Spør om limbruken registreres per plateparti. |
| 04 | Pressing og herding Monterte paneler presses under jevn trykk mens limen herder. Temperatur- og trykkprofiler må være konsekvente over hele panelområdet — ujevnt press gir ulik limstyrke, noe som fører til kantavskalling. Herdetiden ved romtemperatur er vanligvis minst 24 timer; noen produsenter forkorter denne steget. |
| 05 | Firseidig kantforsegling Dette er steget som gjør et renromspanel forskjellig fra et standard industrielt sandwichpanel. Formede stål- eller aluminiumskanalprofiler monteres på alle fire kanter, slik at steinullkjernen er fullstendig omsluttet. Uten dette kan steinullfibre komme inn i rommets indre — noe som ikke er akseptabelt i farmasøytiske og matindustrielle miljøer. Inspeer spesielt denne detaljen på prøvepaneler. |
| 06 | Kvalitetskontroll og testing Hver panelbatch bør inkludere destruktive klistre- og skjærtester på prøvepaneler, flatthetsmåling (bue-toleranse vanligvis ≤ L/500) og dimensjonskontroll. En produsent som kan vise deg kvalitetskontroll-dokumentasjon for en tidligere batch — inkludert testresultater og aksept-/avvisningskriterier — opererer på et annet nivå enn en som kun tilbyr visuell inspeksjon. |
Sertifiseringer er bare like nyttige som de underliggende testene de representerer. Her er en veileder til hvilke sertifiseringer som faktisk er relevante for steinull-renromspaneler, og hva hver enkelt av dem forteller deg.
Dette er den primære europeiske produktstandarden for strukturell ytelse til sandwichpaneler. Den omfatter flatthet, dimensjonelle toleranser, limstyrke og bæreevne. Produsenter som leverer til den europeiske markedet eller prosjekter med europeiske reguleringkrav må ha CE-merking i henhold til EN 14509. Be om å se Ytelseserklæringen (DoP), som oppfører de erklærte ytelsesverdiene — ikke bare CE-sertifikatet selv.
Dette bekrefter A1-klassifisering (ikke-brennbart). Det er den minimale brann-dokumentasjonen du bør godta for alle rensromspaneler av steinull. Merk at denne klassifiseringen gjelder panelmaterialet, ikke det monterte skillevegssystemet — en separat brannmotstandstest (EN 1364) er nødvendig hvis du krever en spesifikk REI-vurdering for veggen.
En grunnleggende kvalitetsindikator. Nesten alle eksportører har ISO 9001, så dens tilstedeværelse skiller ikke en leverandør ut — men dens fravær bør være en bekymring. Mer nyttig enn selve sertifikatet er å forstå hvordan deres kvalitetssikringssystem (QMS) faktisk anvendes på produksjonsområdet: Har de dokumenterte arbeidsinstruksjoner for hver produksjonssteg, og følges de?
Tredjeparts testrapporter fra anerkjente globale testorganisasjoner veier betydelig tyngre enn interne testdata. For steinull-renromspaneler bør du spesielt be om tredjeparts tester av limfesthet og skrellfasthet. En produsent som er trygg på sitt produkt har gjerne bestilt uavhengig testing; en som ikke har gjort det bør spørres hvorfor.
For farmasøytiske prosjekter må renrommet selv kvalifiseres (IQ/OQ/PQ) som en del av anleggsvalideringsprosessen. Dette sertifiserer ikke direkte panelet, men produsenter som regelmessig leverer til GMP-anlegg forstår hvilke dokumenter valideringsprosessen krever, og kan levere materielldataark, sporbarehetsdokumenter og konstruksjonsdetaljer i det påkrevde formatet. Hvis en produsent aldri har levert til et GMP-anlegg, må du forvente mangler her.
Viktig: Sertifikater kan kopieres, endres eller presenteres uten sammenheng. For betydelige bestillinger bør sertifikater verifiseres direkte hos utstedende organ — EN 14509 CE-sertifikater kan for eksempel sjekkes mot de offentliggjorte registrene til den notifiserte myndigheten. Det tar ti minutter og har forhindret mange kostbare overraskelser.
Vurderingen skjer på flere nivåer. Start med det du kan vurdere på avstand, og gå deretter dypere inn på detaljene hvis leverandøren klarer den første screeningen.
Be om følgende fra alle produsenter som vurderes, og vurder det som kommer tilbake:
En produsent som kan levere alt ovenstående raskt og fullstendig, opererer med et profesjonelt infrastruktur-nivå som utelukker en betydelig del av markedet. Mange leverandører vil ikke være i stand til å levere uavhengige testrapporter eller detaljerte utførelses-tegninger, noe som sier mye om hvordan de tilnærmer seg kvalitetsdokumentasjon.
Bestill fysiske prøver før du bekrefter en produksjonsordre. Når du mottar dem, sjekk:
For bestillinger over en terskel som rettferdiggjør innsatsen (typisk USD 50 000 og over, eller prosjekter der GMP-validering er involvert), er det verdifullt å gjennomføre en fabrikksaudit. Hvis du ikke kan besøke stedet personlig, er en tredjepartsaudit via SGS, Bureau Veritas eller QIMA et praktisk alternativ. Viktige punkter å vurdere på stedet:
År med innkjøpserfaring i panelindustrien avdekker en konsekvent rekke advarselstegn. Ethvert av disse bør utløse grundigere etterforskning før du går videre:
Rockwoll-rengjøringsromspaneler forekommer i et overraskende bredt spekter av sektorer, og spesifikasjonskravene varierer betydelig mellom dem. Å forstå hvor prosjektet ditt ligger hjelper til å begrense hvilke produsenters evner som er mest relevante.
| Sektor | ISO-klass | Nøkkelkrav til paneler | Overflatekrav |
|---|---|---|---|
| Farmasøytisk (GMP) | ISO 5–7 | A1-brannklasse, REI 60+, avrundede hjørner, full dokumentasjon | PVDF eller rustfritt stål 304 |
| Sykehus / operasjonssal | ISO 5 | A1-brannklasse, innstukket taksystem, flater for infeksjonskontroll | PVDF-hvitt, lav VOC |
| Matforedling | ISO 6–8 | A1-brannklasse, fuktbestandig, avrundede gulvoverganger, egnet for vask | PVDF eller FRP |
| Produksjon av medisinske apparater | ISO 6–7 | A1-brannklasse, kompatibel med ISO 13485, kjemikaliebestandig | Standard PVDF |
| Elektronikk / Halvledere | ISO 3–6 | A1-brannklasse foretrukket, antistatisk eller ESD-avledende overflate, avgassingsgrenser | HPL antistatisk eller rustfritt stål |
| Generell laboratorie-/F&U-miljø | ISO 6–9 | A1-brannklasse foretrukket, modulært omkonfigurerbart system | PVDF eller PE som standard |
En spesifikasjonsbetraktning som ofte overses i sektor-sammenligningen: akustisk ytelse. Både farmasøytisk produksjon og sykehusmiljøer krever betydelig lydisolasjon mellom produksjonsområder – vanligvis 38–45 dB Rw. Steinull med en tetthet på 100 kg/m³ og paneltykkelse på 100 mm oppnår komfortabelt denne rekkevidden. Hvis akustisk ytelse er et formelt prosjektkrav, bør du spørre produsentene spesifikt om lydtestdata (EN ISO 10140 eller tilsvarende), i stedet for å stole på teoretiske beregninger.
Dette er spørsmålene som erfarna innkjøpsprofesjonelle, prosjektledere og anleggsrådgivere konsekvent stiller når de vurderer leverandører av rene rom-paneler i steinull. Det lønner seg å gå gjennom dem systematisk med enhver produsent som vurderes alvorlig.
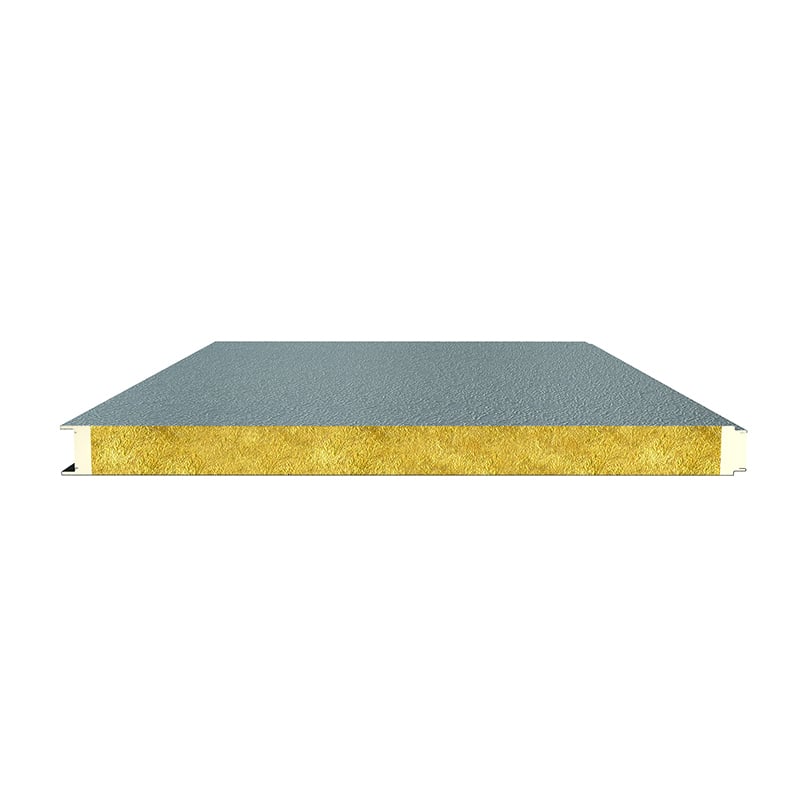
Kjerneforskjellen er kantforsegling. En standard steinull-sandwichpanel (brukt i industriell takdekking og fasade) har vanligvis åpne eller minimalt forseglede skåret kanter, noe som betyr at steinullfiberne er eksponert. En renromspanel har alle fire kanter forseglet med formede stål- eller aluminiumskanaler, som fullstendig omslutter kjernen. Dette forhindrer fiberutslipp til det kontrollerte miljøet – noe som er en krav til kontaminasjonskontroll i farmasøytiske, matindustrielle og medisinsk utstyrsanlegg. Renromspaneler har også strengere måltoleranser og bruker vanligvis jevnere, mer kjemisk bestandige overflatebelegg.
Med riktig installasjon og vedlikehold har steinull-renromspaneler en levetid på 25–30 år eller mer. Steinullkjernen i seg selv er i praksis permanent – den forvitrer ikke, komprimeres ikke vesentlig eller mister sin brannmotstand med tiden. Begrensningene ligger vanligvis i ståloverflaten (som utsettes for slitasje fra gjentatt rengjøring og desinfeksjon) og kanttetningene (som kan skades mekanisk under drift). Paneler med PVDF-bekledning varer som regel betydelig lengre enn paneler med PE-bekledning i renrommiljøer med aggressiv kjemisk belastning.
Teknisk sett ja, men de fleste erfarna prosjekterende foretrekker aluminiumhonnekombpaneler for renromstak. Grunnen er vekten: steinullpaneler med en tykkelse på 100 mm veier ca. 18–22 kg/m², noe som utgör en betydelig belastning på takopphengssystemene og skaper en vesentlig sikkerhetsutfordring ved vedlikehold (personell som går på taket under filtervedlikehold). Aluminiumhonnekombtakpaneler veier 6–9 kg/m² og er ikke-brennbare (klasse A1), akkurat som steinull, så de oppfyller brannkravene uten den ekstra vekten. Det sies imidlertid at steinulltakpaneler brukes i farmasøytiske anlegg med lavere takhøyder der strukturell tilgang ikke er nødvendig.
Ved en tykkelse på 50 mm oppnår et velprodusert steinullpanel med passende ståldekning vanligvis REI 60 (60 minutters brannmotstand). Ved 100 mm kan REI 120 til REI 240 oppnås, avhengig av de spesifikke konstruksjonsdetaljene. Brannmotstandsperioden bør verifiseres ved en testrapport i henhold til EN 1364 (eller den tilsvarende nasjonale standarden). Merk at brannmotstand (REI) og brannreaksjonsklassifisering (A1) er to ulike egenskaper som måles ved hjelp av ulike tester – noen leverandører fremlegger sitt A1-brannreaksjonsattest når de blir spurt om brannmotstand, noe som ikke er det samme.
Steinull-renromspaneler koster vanligvis 15–30 % mer enn tilsvarende PU- eller PIR-skumkjernepaneler med samme dimensjoner, hovedsakelig fordi rullullråmaterialet er dyrere og håndmonteringsprosessen er mer arbeidskrevende enn skuminjeksjon. De koster omtrent 10–20 % mindre enn aluminiumshonningkombepaneler med tilsvarende dimensjoner. For prosjekter der brannreguleringer krever A1-ikke-brennbare kjerne, er rullull vanligvis det mest kostnadseffektive alternativet — alternativet (aluminiumshonningkomb hele veien, inkludert vegger) er betydelig dyrere.
Ja — med den rette produsenten. Flere kinesiske produsenter av rengjøringsromspaneler leverer til GMP-farmasøytiske anlegg, matprosesseringsanlegg og sykehusprosjekter i Europa, Midtøsten, Sørøst-Asia og økende grad også i Nord-Amerika. Nøkkelen er dokumentasjon: CE-merking i henhold til EN 14509, tredjeparts brannprøverapporter og materiellsporbarhetsdokumenter må være på plass for prosjekter i regulerte markeder. Kinesiske produsenter som regelmessig leverer til internasjonale regulerte prosjekter har vanligvis denne dokumentasjonen som en selvfølgelig del av sin virksomhet. De som hovedsakelig betjener det indre markedet, har kanskje ikke dette.
Glostar har levert steinull-renromspanelsystemer til farmasøytiske, matprosesserings- og medisinske anleggsprosjekter i Asia, Midtøsten og Europa. Vi kan på forespørsel gi detaljerte tekniske datablader, tredjeparts prøverapporter og referanser fra tidligere prosjekter.
Be om teknisk informasjon → Siste nytt
Siste nytt2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Vi tror at ved å ivareta kvalitet og omfavne innovasjon kan vi drive transformasjonsendringer innen arkitektur og bygge en bærekraftig fremtid for byggindustrien.
Nr. 377, Gaoqi Road, High-tech Zone, Binzhou-by, provinsen Shandong, Kina
Opphavsrett © Shandong Apex Metal Products Co., Ltd. Alle rettigheter forbeholdt (under Glostar New Materials Group) Personvernpolicy Blogg