Stenullpaneler för renrum står i en intressant position på marknaden. De är inte det billigaste alternativet — EPS- och standard PU-paneler är billigare. De är inte de lättaste — aluminiumhönikomps takpaneler är lättare. Men för läkemedelsproduktion, sjukhusbyggnad och livsmedelsanläggningar där brandkoder är ovillkorliga är bergull ofta det enda kärnmaterialet som uppfyller kraven. Det skapar en mycket specifik inköpsutmaning: när du behöver renrumspaneler av bergull behöver du en tillverkare som verkligen vet hur man tillverkar dem korrekt — inte en tillverkare som främst tillverkar industripaneler med skumkärna och behandlar bergull som en tillfällig produktlinje.
Den här guiden fokuserar på vad som faktiskt är viktigt när du utvärderar tillverkare: de tekniska specifikationer som krävs, kvalitetssignalerna som skiljer pålitliga leverantörer från riskfyllda, certifieringar som är värt att verifiera och de frågor som erfarna inköpsavdelningar ställer innan de godkänner en fabrik.
Användningen av stenull som kärnmaterial i renrum grundar sig på en egenskap: den brinner inte. Stenull (mineralull framställd från basaltberg och återvunnen slagg) uppnår klass A1 enligt EN 13501-1 — den högsta brandklassificeringen, vilket innebär att materialet är icke-brännbart, ger ingen rökutveckling och bildar inga brinnande droppar. För byggnader som omfattas av EU:s GMP-bilaga 1, Joint Commissions krav för sjukhus eller lokala brandskyddsföreskrifter som kräver icke-brännbar konstruktion i obebodda eller högriskområden är detta inte en preferens — det är ett krav.
Men här är den del som många köpare lär sig på ett svårt sätt: stenullspaneler är betydligt svårare att tillverka på ett bra sätt jämfört med alternativ med skumkärna. Utmaningen ligger i att stenull är ett fibröst material. Det kan inte injiceras och expanderas som polyuretanskum – det måste skäras med hög precision, placeras korrekt och limmas fast vid stålplåtar med tillräcklig limkraft så att plåtarna inte lossnar under termisk cykling och mekanisk vibration i en verklig anläggning under 20 år. Att få limningen rätt och samtidigt hålla fibrerna fullständigt inneslutna, så att inga kan migrera in i den kontrollerade miljön, är där tillverkarna skiljer sig åt i mycket hög grad.
Den andra variabeln är själva stenullsmaterialet. Tätheten är av enorm betydelse — en stenullsplatta med en täthet på 60 kg/m³ och en platta med en täthet på 120 kg/m³ kan se identiska ut på ett offertblad, men presterar helt olika i praktiken. Stenull med låg täthet komprimeras med tiden, vilket skapar tomrum mellan kärnan och stålskinnen. Den ger också betydligt sämre akustisk prestanda och lägre limstyrka vid gränsytan mot skinnen. Ledande tillverkare anger tydligt sin stenulls täthet och kan leverera verkstadscertifikat för att verifiera detta.
Slutsats: Materielspecifikationen är avgörande. Limningsprocessen är avgörande. Kantförseglingen är avgörande. Och inget av dessa element är synligt på en färdig panel eller uppenbart från ett prov ensamt — vilket är anledningen till att förstå en tillverkares produktionskapacitet är viktigare än deras katalogpris.
När du tar emot ett produktdatablad från en tillverkare är det dessa siffror som du bör fästa uppmärksamhet vid – och begära provcertifikat för.
Detta är den vanligaste felaktigt angivna specifikationen på marknaden för stenullpaneler. Tätheten uttrycks i kg/m³ och påverkar direkt strukturell prestanda, akustisk prestanda, långsiktig dimensionsstabilitet och limhållfasthet. Pålitliga tillverkare av renrumspaneler använder stenull med en täthet på 100–150 kg/m³ för vägpaneler. Allt under 80 kg/m³ bör ifrågasättas; allt som anges som "standardtäthet" utan angiven siffra bör verifieras med ett verkscertifikat.
Förbindelsen mellan stålplåten och stenullkärnan är den strukturella svagaste punkten i vilken som helst sandwichpanel. För renrumsapplikationer krävs en minsta limhållfasthet på ≥ 60 kPa och skalkhållfasthet på ≥ 150 kPa bör anges. Dessa värden bör stödjas av provrapporter enligt EN 14509 eller motsvarande nationella standarder – inte bara anges i ett försäljningsdokument.
En väl tillverkad 50 mm stenullspanel bör uppnå REI 60 (60 minuters brandmotstånd) vid provning enligt EN 1364 eller motsvarande. En 100 mm panel bör uppnå REI 120 till REI 240 beroende på den specifika konstruktionen. Begär den faktiska brandprovrapporten – inte bara ett klassificeringsintyg enligt EN 13501-1, som endast omfattar brännbarhet (reaktion vid brand), inte brandmotståndens varaktighet för strukturen.
Stenullens värmekonduktivitet (lambda, λ) är vanligtvis 0,034–0,040 W/m·K . Detta är inte konkurrenskraftigt jämfört med PIR- eller PU-skum (0,022–0,024 W/m·K), men för de flesta renrumsanvändningar hanteras den termiska isoleringen på byggnadens ytterhöljes nivå – renrumsavdelningspanelerna utgör inte den primära termiska barriären. Ändå bör du begära det angivna lambda-värdet; det bör baseras på provning enligt EN 12667 eller EN 12939.
Stålplåtarna på ytan avgör ytans hållbarhet, kemisk motstånd och om panelen behåller sin hygienprestanda under decennier av upprepad desinficering. Viktiga parametrar:
| Parameter | Minimikrav | Rekommenderat för GMP |
|---|---|---|
| Stenulls densitet | 80 kg/m³ | 100–120 kg/m³ |
| Klistringsstyrka | ≥ 40 kPa | ≥ 60 kPa |
| Avlägsningsstyrka | ≥ 100 kPa | ≥ 150 kPa |
| Brandklassificering | A1 (reaktion på brand) | A1 + REI 60 min (motstånd) |
| Paneltjocklek (vägg) | 50 mm | 75–100 mm |
| Skikttjocklek | 0,4 mm | 0,5–0,6 mm PVDF-belagd |
| Kanttäppning | tätad på tre sidor | Alla fyra sidor, stålförstärkta |
| Ljudreduktionsindex | ≥ 30 dB (Rw) | ≥ 38 dB (Rw) vid 100 mm |
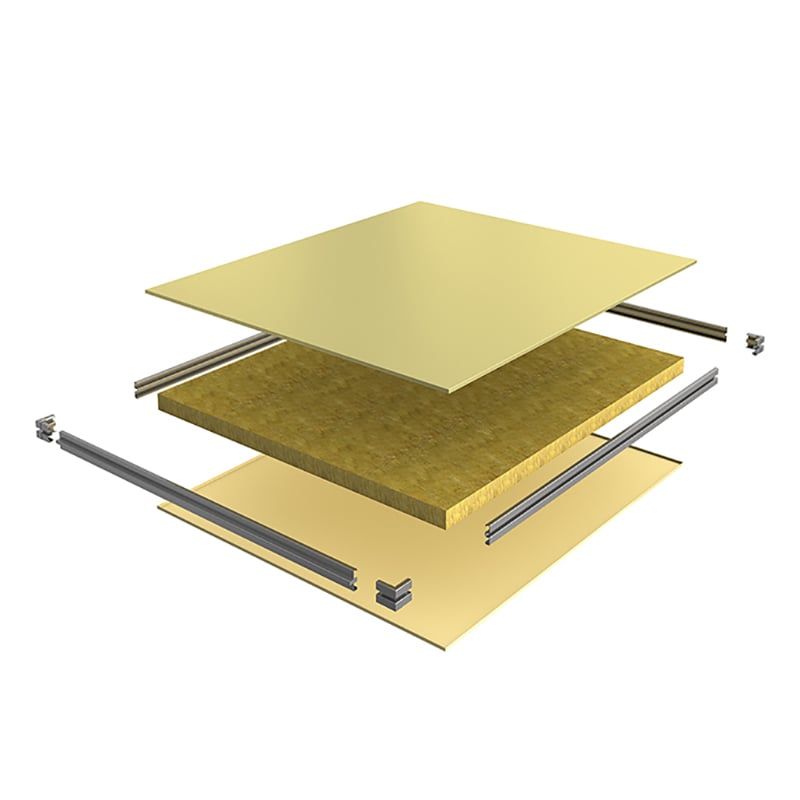
Stenullpaneler för renrum tillverkas för hand — inte på de kontinuerliga lamineringssystemen som används för skumkärnpaneler. Detta är både en begränsning och en fördel: manuell montering möjliggör exakt placering av kärnan, bättre kantförsegling och anpassade mått som en maskinpress inte kan hantera. Men det innebär också att kvaliteten är mycket känslomässig för arbetsstyrkans kompetens och kvalitetskontrollförfaranden.
Så här ser produktionssekvensen ut i en väl driven fabrik, och sådana frågor bör du ställa vid varje steg:
| 01 | Bearbetning av stålband Stålband delas upp i bredd och formas genom rullformning till panelprofilen. Beläggningen undersöks vid detta skede – eventuella repor, felfält (holidays) eller kantråd på stålbandet blir permanenta defekter i den färdiga panelen. Fråga om tillverkaren använder ett inspektionssteg för stålbandet innan formningen. |
| 02 | Skärning och orientering av stenull Stenullplattor skärs till panelens mått med en tolerans på ±1 mm. Fasernas riktning är avgörande: lamellorienterad stenull (fibrer som löper vinkelrätt mot panelens yta) ger avsevärt högre limhållfasthet och bättre brandmotstånd än standardorienterade plattor. Premiumtillverkare använder specifikt lamellull för renrumspaneler. |
| 03 | Limapplikation Tvåkomponentspolyuretanlim appliceras på båda stålytorna samt på stenullytorna. Täckhastighet, blandningsförhållande och öppen tid är alla kritiska faktorer – otillräcklig limmängd eller felaktig blandning ger en förbindelse som kan klara en fabriksdragningsprov men misslyckas i drift vid termisk cykling. Fråga om limanvändningen loggas per panelsats. |
| 04 | Pressning och härdning Monterade paneler pressas under jämn tryckbelastning medan limmet härdar. Temperatur- och tryckprofilerna måste vara konsekventa över hela panelytan – ojämnt tryck ger olika limstyrka, vilket leder till avskiljning vid kanterna. Härdningstiden vid rumstemperatur är vanligtvis minst 24 timmar; vissa tillverkare förkortar detta steg. |
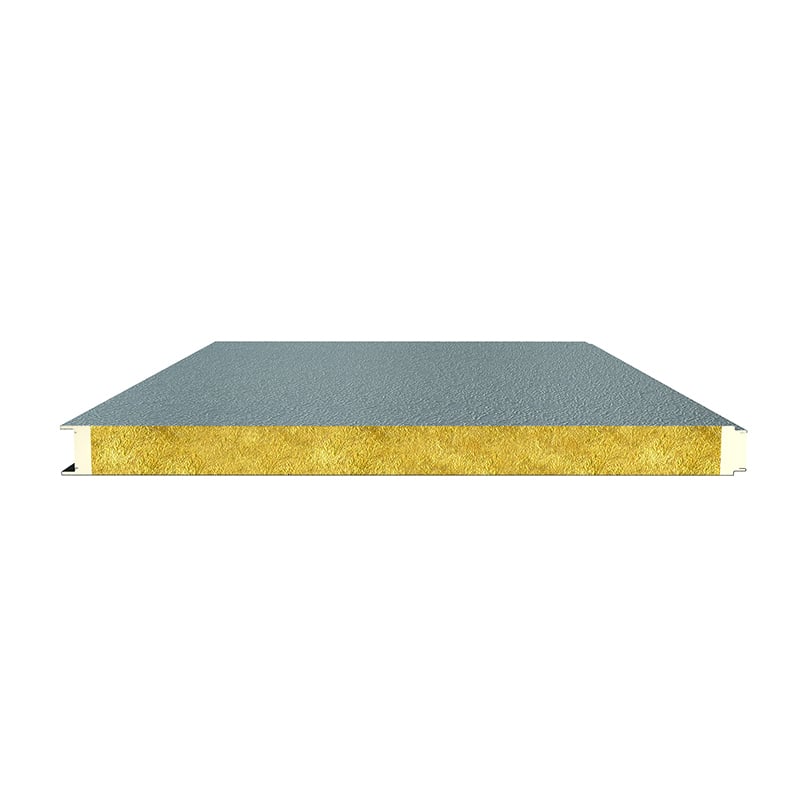
| 05 | Fogning av alla fyra kanter Detta är steget som gör en renrumspanel annorlunda än en standard industriell sandwichpanel. Formade ståls eller aluminiumkanaler monteras på alla fyra kanterna, vilket helt omger kärnan av bergull. Utan detta kan bergullfibrer tränga in i utrymmet – vilket är oacceptabelt i läkemedels- och livsmedelsmiljöer. Granska särskilt denna detalj på provpaneler. |
| 06 | Kvalitetskontroll och provning Varje panelbatch bör inkludera destruktiva stick- och skjuvtester på provpaneler, planhetsmätning (böjningsutslag vanligtvis ≤ L/500) samt verifiering av mått. En tillverkare som kan visa dig kvalitetskontrollrapporter för en tidigare batch – inklusive testresultat och godkännande-/underkännandekriterier – arbetar på en annan nivå än en som endast erbjuder en visuell inspektion. |
Certifieringar är bara lika värdefulla som de underliggande testerna de representerar. Här är en vägledning till vilka certifieringar som faktiskt är relevanta för stenullrenoveringspaneler och vad var och en av dem säger dig.
Detta är den primära europeiska produktstandarden för strukturell prestanda hos sandwichpaneler. Den omfattar planhet, dimensions toleranser, limstyrka och bärförmåga. Tillverkare som levererar till den europeiska marknaden eller till projekt med europeiska regleringskrav bör ha CE-märkning enligt EN 14509. Begär att se Prestandadeklarationen (DoP), som anger de deklarerade prestandavärdena – inte bara CE-intyget i sig.
Detta bekräftar A1-klassificering (icke-brännbart). Det är den minsta branddokumentation som du bör acceptera för någon rockullren renrumspanel. Observera att denna klassificering gäller panelmaterialet, inte det monterade skiljvägssystemet – en separat brandmotståndstest (EN 1364) krävs om du kräver en specifik REI-betygning för väggen.
En grundläggande kvalitetsindikator. Nästan alla exportörer har ISO 9001, så dess närvaro skiljer inte åt leverantörer – men dess frånvaro bör väcka bekymmer. Mer användbart än själva certifikatet är att förstå hur deras kvalitetssäkringssystem (QMS) faktiskt tillämpas på produktionsgolvet: har de dokumenterade arbetsinstruktioner för varje produktionssteg, och följs de?
Testrapporter från oberoende tredjeparter från erkända globala provningsorganisationer väger betydligt mer än interna testdata. För stenullrenrumspaneler bör man specifikt begära tredjepartsprov av limhållfasthet och avskalningshållfasthet. En tillverkare som är säker på sin produkt har låtit utföra oberoende provning; en som inte gjort det bör frågas varför.
För läkemedelsprojekt måste rensrummet självt kvalificeras (IQ/OQ/PQ) som en del av anläggningens valideringsprocess. Detta certifierar inte direkt panelen, men tillverkare som regelbundet levererar till GMP-anläggningar förstår vilka dokument som valideringsprocessen kräver och kan tillhandahålla materialdatablad, spårbarhetsregister och konstruktionsdetaljer i det krävda formatet. Om en tillverkare aldrig tidigare har levererat till en GMP-anläggning bör du förvänta dig luckor här.
Viktigt: Certifikat kan kopieras, ändras eller presenteras ur sammanhang. För större beställningar bör certifikat verifieras direkt hos utfärdande myndighet – EN 14509 CE-certifikat kan till exempel jämföras med de offentliga registren hos den noterade myndigheten. Det tar tio minuter och har förhindrat många kostsamma överraskningar.
Utvecklingen sker på flera nivåer. Börja med det du kan bedöma på distans, och gå sedan djupare om leverantören klarar den inledande granskningen.
Begär följande från alla tillverkare som övervägs och utvärdera det som lämnas in:
En tillverkare som kan producera allt ovanstående snabbt och fullständigt har en professionell infrastruktur som utesluter en betydande del av marknaden. Många leverantörer kommer inte att kunna tillhandahålla testrapporter från tredje part eller detaljerade utförandebilder, vilket säger mycket om hur de arbetar med kvalitetsdokumentation.
Beställ fysiska prov innan du går med på en produktionsorder. När du tar emot dem ska du kontrollera:
För beställningar som överstiger en tröskel som motiverar insatsen (vanligtvis USD 50 000 och högre, eller projekt där GMP-validering ingår) är en fabriksrevision värd att genomföra. Om du inte kan besöka platsen personligen är en tredjepartsrevision via SGS, Bureau Veritas eller QIMA ett praktiskt alternativ. Viktiga saker att utvärdera på plats:
År av erfarenhet av inköp inom panelbranschen avslöjar en konsekvent uppsättning varningssignaler. Närhelst någon av dessa förekommer bör du utföra ytterligare undersökningar innan du fortsätter:
Rockullrengående renrumspaneler används inom en förvånansvärt bred rad sektorer, och specifikationskraven skiljer sig åt betydligt mellan dem. Att förstå var ditt projekt ligger hjälper till att begränsa vilka tillverkarkapaciteter som är mest relevanta.
| Sektor | ISO-klass | Viktiga panelkrav | Ytspecifikation |
|---|---|---|---|
| Farmaceutisk (GMP) | ISO 5–7 | Brandklass A1, REI 60+, avrundade hörn, fullständig dokumentation | PVDF eller SS 304 |
| Sjukhus / operationsrum | ISO 5 | Brandklass A1, inbyggt taksystem, ytor för infektionskontroll | PVDF-vit, låg VOC |
| Livsmedelsbearbetning | ISO 6–8 | Brandklass A1, fuktbeständig, avrundade golvanslutningar, lämplig för rengöring med vatten | PVDF eller FRP |
| Tillverkning av medicintekniska produkter | ISO 6–7 | Brandklass A1, kompatibel med ISO 13485, kemikaliebeständig | Standard PVDF |
| Elektronik / Halvledare | ISO 3–6 | Brandklass A1 föredras, antistatisk eller ESD-avledande yta, begränsningar för utgående gaser | HPL antistatisk eller rostfritt stål |
| Allmän laboratoriemiljö / FoU | ISO 6–9 | Brandklass A1 föredras, modulärt omkonfigurerbart system | PVDF eller PE som standard |
En specifikationsaspekt som ofta överlookas vid sektorjämförelser är akustisk prestanda. Läkemedelsproduktion och sjukhusmiljöer kräver båda en betydelsefull ljudisolering mellan produktionszoner – vanligtvis 38–45 dB Rw. Glasull med densitet 100 kg/m³ och paneltjocklek 100 mm uppnår bekvämt denna nivå. Om akustisk prestanda är ett formellt projektkrav bör man specifikt begära ljudtestdata från tillverkarna (EN ISO 10140 eller motsvarande) i stället för att lita på teoretiska beräkningar.
Detta är frågor som erfarna inköpsansvariga, projektkoordinatorer och anläggningskonsulter konsekvent ställer när de utvärderar leverantörer av rengöringsrumspaneler i bergull. Det är värt att gå igenom dem systematiskt med alla tillverkare som seriöst övervägs.
Kärnskillnaden är kantförsegling. En standardpanel av stenull (använd i industriellt tak och fasad) har vanligtvis öppna eller minimalt försegla skurna kanter, vilket innebär att stenullfibrer är exponerade. En renrumspanel har alla fyra kanter försegla med formade stål- eller aluminiumprofiler, vilket helt omsluter kärnan. Detta förhindrar att fibrer sprider sig in i den kontrollerade miljön – ett krav för kontroll av föroreningar i läkemedels-, livsmedels- och medicintekniska anläggningar. Renrumspaneler har även striktare måltoleranser och använder vanligtvis slätare, kemiskt mer motståndskraftiga ytskikt.
Med korrekt installation och underhåll har stenullrenoveringspaneler en livslängd på 25–30 år eller mer. Stenullkärnan själv är i princip permanent – den försämras inte, täts inte avsevärt eller förlorar sin brandprestanda med tiden. De begränsande faktorerna är vanligtvis stålplåtens beläggning (som utsätts för slitage vid upprepade rengöringar och desinficeringar) och kantförseglingarna (som kan skadas mekaniskt under drift). Paneler med PVDF-beläggning håller i regel betydligt längre än paneler med PE-beläggning i kemiskt aggressiva renrumsmiljöer.
Tekniskt sett ja, men de flesta erfarna specificerare föredrar aluminiumhönikcellsplattor för renrumstak. Anledningen är vikten: stenullplattor med en tjocklek på 100 mm väger cirka 18–22 kg/m², vilket utgör en betydande belastning på takhängsystemen och skapar en väsentlig säkerhetsaspekt vid underhållsåtkomst (personal som går på taket vid filterunderhåll). Aluminiumhönikcellsplattor för tak väger 6–9 kg/m² och är icke-brännbara (klass A1), precis som stenull, så de uppfyller brandkraven utan den extra vikten. Det bör dock noteras att stenullplattor för tak används i läkemedelsanläggningar med lägre takhöjd där strukturell åtkomst inte krävs.
Vid en tjocklek på 50 mm uppnår ett väl tillverkat stenullspanel med lämplig stålplåtskiva vanligtvis REI 60 (60 minuters brandmotstånd). Vid 100 mm kan REI 120 till REI 240 uppnås, beroende på de specifika konstruktionsdetaljerna. Brandmotståndstiden bör verifieras genom en provrapport enligt EN 1364 (eller motsvarande nationell standard). Observera att brandmotstånd (REI) och brandreaktionsklassificering (A1) är två olika egenskaper som mäts med olika provmetoder – vissa leverantörer visar sin A1-brandreaktionscertifikat när de ombeds ange brandmotstånd, vilket inte är samma sak.
Stenullpaneler för renrum kostar vanligtvis 15–30 % mer än motsvarande PU- eller PIR-skumkärnpaneler med samma dimension, främst därför att råmaterialet stenull är dyrare och den manuella monteringsprocessen är mer arbetskrävande än skuminjicering. De kostar ungefär 10–20 % mindre än aluminiumhonetpaneler med motsvarande dimension. För projekt där brandregler kräver icke-brännbar kärna av klass A1 är stenull vanligtvis det mest kostnadseffektiva alternativet — alternativet (aluminiumhon i hela konstruktionen, inklusive väggar) är betydligt dyrare.
Ja — med rätt tillverkare. Flera kinesiska tillverkare av renrumspaneler levererar till GMP-farmaceutiska anläggningar, livsmedelsprocessanläggningar och sjukhusprojekt i Europa, Mellanöstern, Sydostasien och alltmer i Nordamerika. Nyckeln är dokumentation: CE-märkning enligt EN 14509, oberoende brandtestrapporter och spårbarhetsdokument för material måste finnas på plats för projekt i reglerade marknader. Kinesiska tillverkare som regelbundet levererar till internationella reglerade projekt har denna dokumentation som en självklarhet. De som främst tjänar den inhemska marknaden kanske inte har den.
Glostar har levererat renrumspanelsystem med stenull till farmaceutiska, livsmedelsprocess- och medicinska anläggningar i Asien, Mellanöstern och Europa. Vi kan på begäran tillhandahålla detaljerade tekniska datablad, oberoende testrapporter och referensprojekt.
Begär teknisk information → Senaste nyheterna
Senaste nyheterna2026-07-20
2026-07-13
2026-07-03
2026-07-02
2026-07-01
2026-06-30

Vi tror att genom att upprätthålla hög kvalitet och omfamna innovation kan vi driva omvandlande förändringar inom arkitekturen och bygga en hållbar framtid för byggbranschen.
Nr 377, Gaoqi Road, High-tech-zonen, Binzhou City, provinsen Shandong, Kina
Copyright © Shandong Apex Metal Products Co., Ltd. Alla rättigheter förbehållna (under Glostar New Materials Group) Integritetspolicy Blogg