In the realms of modern high-end manufacturing and precision science, cleanrooms are not merely standard features of the production environment; they serve as the critical lifeline determining product yield and the accuracy of experimental data. Within the scope of cleanroom engineering, cleanroom panels constitute the primary component of the enclosure structure; their quality directly impacts the space's cleanliness classification, temperature and humidity control, fire safety, and service life.
However, requirements for cleanroom environments vary vastly across different industries. Conventional partition materials are simply incapable of withstanding the rigorous demands of extreme operating conditions. This article provides an in-depth analysis of typical application cases for cleanroom panel core materials across four key sectors: semiconductor and electronics manufacturing, pharmaceuticals and biopharmaceuticals, food processing and cold chain facilities, and hospital operating rooms and laboratories. Our aim is to provide you with the most valuable guidance for material selection.
The semiconductor chip manufacturing, display panel (OLED/LCD), and high-precision electronics industries impose extremely stringent requirements on cleanroom classifications, typically demanding standards ranging from ISO Class 1 to ISO Class 5. Furthermore, this sector faces three core challenges:
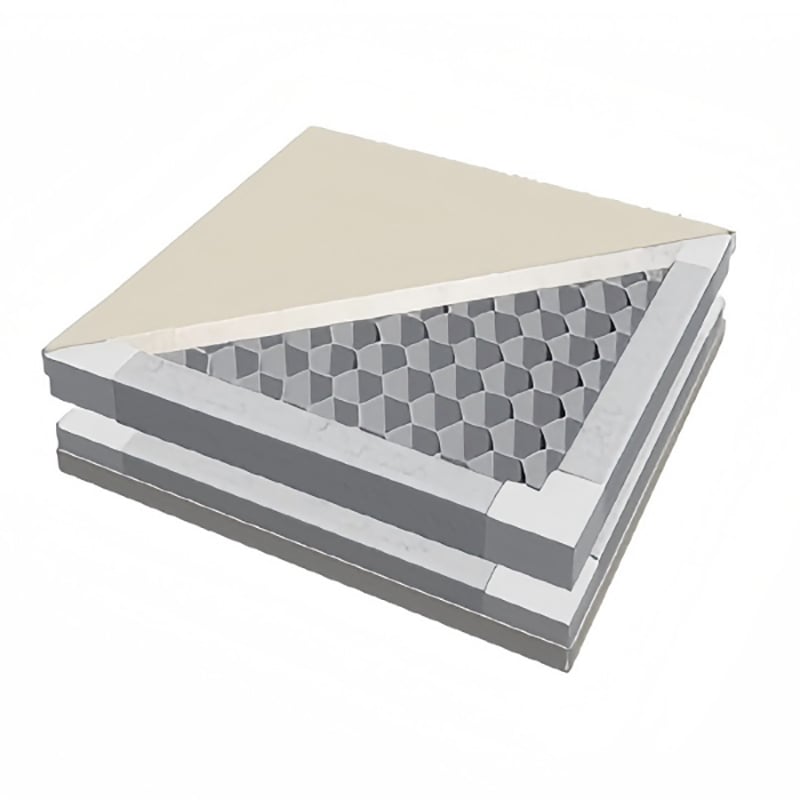
Recommended Core Material: Aluminum Honeycomb Cleanroom Panels
In the semiconductor industry, purification panels featuring an aluminum honeycomb core are the undisputed first choice. Aluminum honeycomb material is not only 100% dust-free and non-hygroscopic, but it also emits absolutely no harmful gases. Its unique hexagonal honeycomb structure endows the panels with exceptional flatness and structural stability, effectively dampening micro-vibrations. When paired with an anti-static, baked-enamel steel surface finish, this system effectively eliminates potential electrostatic hazards.
Case Study: After a certain electronics manufacturing plant implemented aluminum honeycomb panels, temperature fluctuations within its cleanroom were successfully maintained within a range of ±0.5°C, while particulate emissions were significantly reduced.

Facilities dedicated to biopharmaceuticals, vaccine production, and sterile drug formulation must strictly adhere to the latest versions of GMP (Good Manufacturing Practice) guidelines issued by regulatory bodies such as the FDA, EMA, or NMPA. The core challenges in this sector include:
Recommended Core Materials: Magnesium Oxide (MGO) Board / High-Density Rock Wool Cleanroom Panels
Cleanrooms within pharmaceutical and biopharmaceutical facilities demand exceptionally high standards regarding fire resistance, corrosion resistance, and ease of cleaning. The preferred choice within the pharmaceutical industry is the manual double-sided MGO-Rock Wool sandwich panel. The Rock Wool core provides top-tier fire safety performance—classified as Class A non-combustible—while the MGO boards laminated to both sides significantly enhance the panel's surface flatness and compressive strength, ensuring that the structure remains free of deformation even after prolonged exposure to cycles of negative and positive air pressure. The panel surface typically features corrosion-resistant HDP (High-Durability Polyester) coatings or specialized PVC-laminated steel sheets designed for cleanroom environments, offering perfect resistance against the strong oxidizing effects of VHP.
Case Study: A biopharmaceutical company implemented rock wool-core panels in its facility, successfully meeting ISO Class 5 cleanroom standards and achieving a significant enhancement in operational safety.

In environments such as central kitchens, advanced meat processing plants, sterile dairy packaging facilities, and modern cold chain storage warehouses, the requirements extend beyond mere particulate control; they demand exceptionally high levels of microbial control to ensure compliance with HACCP (Hazard Analysis and Critical Control Points) and ISO 22000 management systems. The core pain points are:
Recommended Core Material: PU/PIR Polyurethane Foam Panels
To address the demands for high-humidity resistance and thermal insulation, PU (polyurethane) or PIR (polyisocyanurate) core materials reign supreme. PU/PIR boasts an exceptionally high closed-cell ratio (>95%), rendering it virtually non-absorbent and thereby completely eliminating the possibility of mold growth within the core material. Furthermore, polyurethane is currently one of the materials with the lowest thermal conductivity (and thus the best thermal insulation performance) in commercial applications, enabling enterprises to save substantial sums on electricity costs for air conditioning and refrigeration.
Case Study: A cold-chain warehousing project utilizing PU panels achieved precise temperature control within its cold rooms. This resulted in annual energy savings of approximately 15%, significantly reducing operational costs for the food enterprise.

Hospital Class 100 laminar flow operating rooms, general laboratories, and P3/P4 biosafety laboratories constitute the most critical core zones within the healthcare system. The challenges involved include:
Recommended Core Material: Rock Wool
Healthcare systems typically favor the use of medical-grade electrolytic steel panels—coated with a nano-silver ion antibacterial finish—as the surface material; the core material within these panels is predominantly high-density, inorganic rock wool. This type of combination not only meets the highest A1-class standard for fire resistance, but its antimicrobial coating is also capable of eliminating common pathogens, achieving a sterilization rate of up to 99%.
Case Study: The operating rooms of a major hospital utilized rock wool core panels, successfully meeting ISO Class 7 cleanroom standards and passing fire safety inspections.
As demonstrated by these industry examples, the selection of core materials for cleanroom panels requires a comprehensive assessment of various factors, including cleanliness class requirements, fire resistance needs, temperature control specifications, and antimicrobial performance. By aligning material selection with actual application scenarios, the process becomes more scientifically sound, leading to more efficient operations.

🔗 Related Reading: How to Choose Core Materials for Cleanroom Panels
We possess decades of experience in the R&D and manufacturing of cleanroom purification panels, with products serving a wide range of industries including semiconductors, pharmaceuticals, food processing, and healthcare. No matter what extreme environmental challenges you face, we can provide customized sandwich panel solutions that comply with international standards. Contact us now to receive free material samples and a project-specific quotation!
 Hot News
Hot News2026-06-25
2026-06-24
2026-06-23
2026-06-18
2026-06-17
2026-06-15

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Apex Metal Products Co., Ltd. All Rights Reserved (Under the Glostar New Materials Group) Privacy Policy Blog