Specifying the wrong sandwich panel for an industrial building, cleanroom, or cold-storage facility can mean failed fire audits, energy overruns, or a complete panel replacement within five years. This guide explains exactly how to match the right core material to your project requirements — and what the datasheet won't always tell you.
Most procurement teams evaluate sandwich panels on two numbers: price per square metre and panel thickness. That approach works fine for a storage shed. For a GMP pharmaceutical facility, a cleanroom, or a large-scale electronics campus, it routinely leads to problems that cost far more to fix than the upfront savings were worth.
Here are the three failure modes we see most often in the Middle East and South/Southeast Asia markets:
PU-core panels specified in zones that require non-combustible or Class B1 fire ratings. The facility fails its fire safety inspection before it opens.
Under-specified insulation thickness in a hot climate. The HVAC system cannot maintain target temperatures without running at 140% of design capacity — the energy bill doubles.
Low-density foam panels in a humid environment. The core absorbs moisture, the adhesive bond fails, and panel faces begin to separate within 3–5 years.
The solution is not to spend more — it is to specify correctly from the start. The rest of this guide gives you the technical framework to do that.
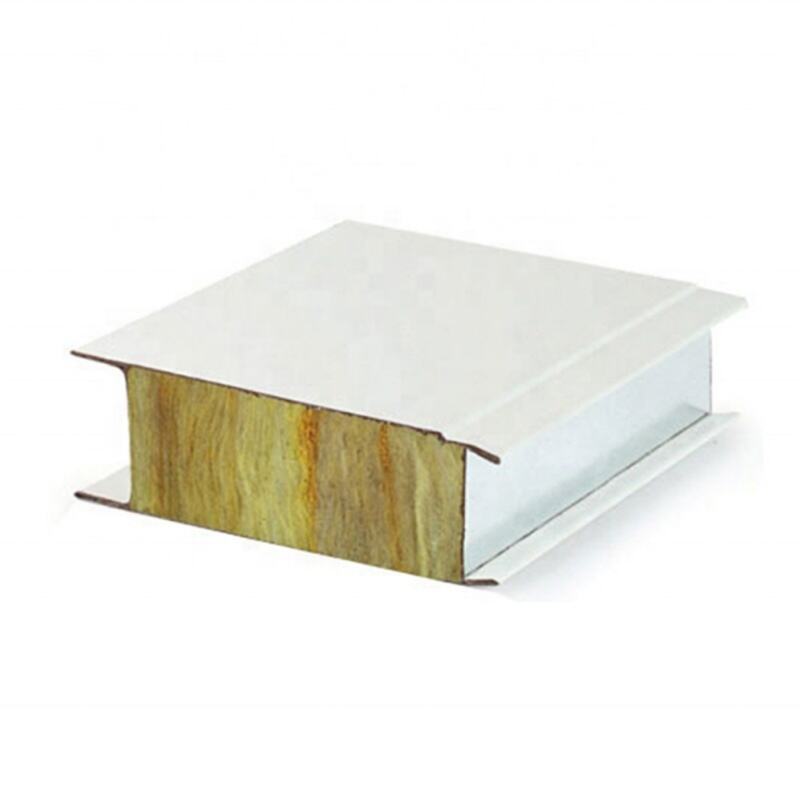
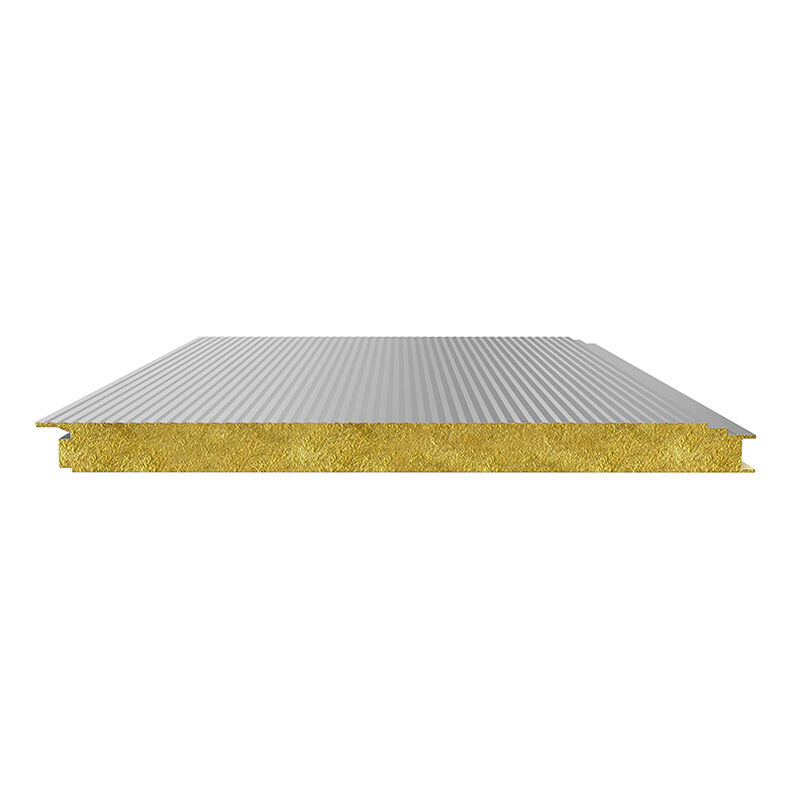
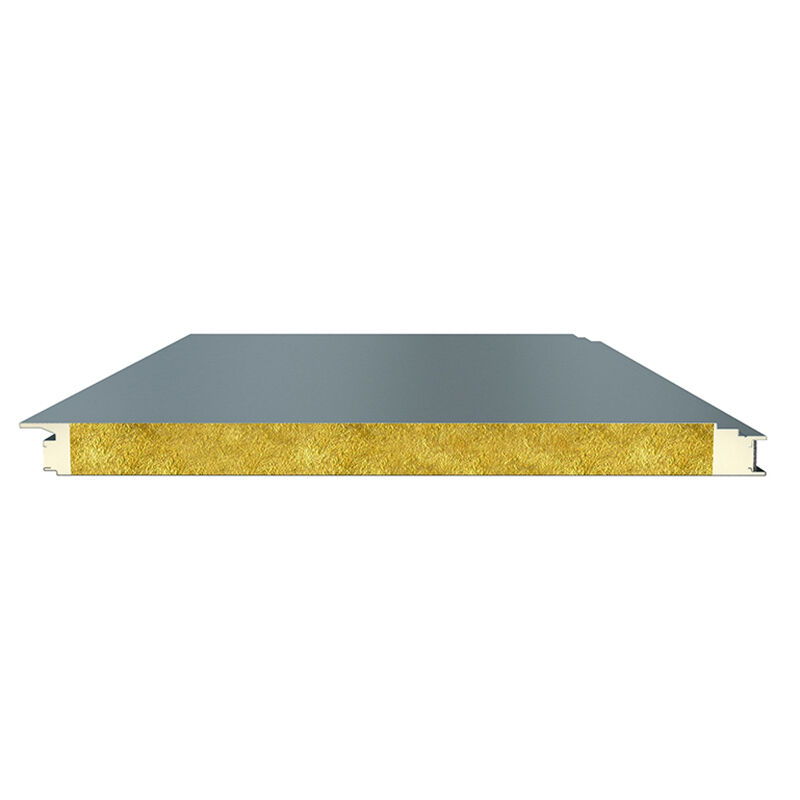
A sandwich panel is a composite building element: two thin, high-strength face sheets (typically pre-painted steel) bonded to a lightweight insulating core. The name comes from structural sandwich theory — the face sheets act like the flanges of a wide-flange beam, carrying bending stresses in tension and compression, while the core carries shear and provides the separation distance between the faces that gives the panel its rigidity.
This structural action means a well-designed sandwich panel is self-supporting across purlin spacings of 4–6 metres for walls and 3–4 metres for roofs — eliminating the need for separate insulation layers, vapour barriers, and interior linings that a traditional build-up system requires.
The entire assembly is produced in a single continuous lamination process — the core is injected or laid between the two face sheets, which are bonded under controlled temperature and pressure. The result is a factory-quality enclosure panel that arrives on site ready to install.
The three dominant core materials each have a distinct performance profile. Understanding the differences — not just the headline thermal value — is the key to correct specification.
| Property | PIR Core | PU Core | Rock Wool |
|---|---|---|---|
| Thermal conductivity λ | ≤ 0.022 W/(m·K) | ≤ 0.024 W/(m·K) | 0.033–0.040 W/(m·K) |
| Fire classification | Class B1 — char-forming | Class B2 | Non-combustible (A2) |
| Core density | 40–48 kg/m³ | 38–45 kg/m³ | 100–150 kg/m³ |
| Acoustic performance | Moderate | Moderate | Excellent (Rw 30–40 dB) |
| Operating temp range | –50 °C to +120 °C | –50 °C to +100 °C | –200 °C to +750 °C |
| Water absorption | ≤ 3% vol. | ≤ 3% vol. | Low — inorganic fibres |
| Panel weight | Light (~10–15 kg/m²) | Light (~10–14 kg/m²) | Heavier (~18–28 kg/m²) |
| Relative cost | Moderate | Lowest | Moderate–High |
| Best for | Pharma GMP, cleanroom, cold chain, fire-regulated zones | General industrial, warehousing, cost-sensitive projects | Fire walls, equipment rooms, acoustic-critical areas |
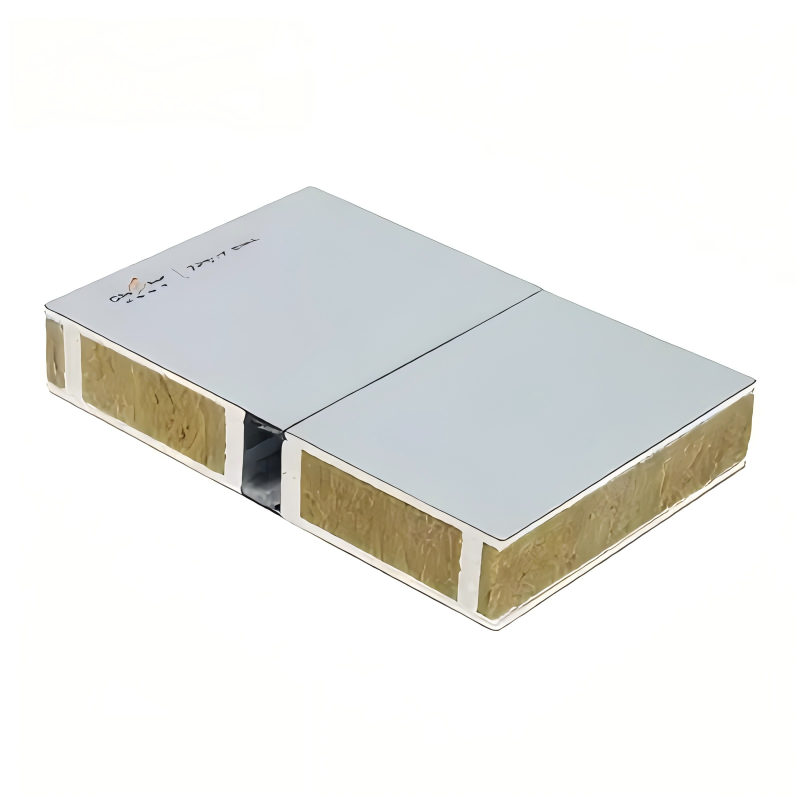
Rock wool panels do not "win" on thermal insulation — foam panels do. Rock wool's advantages are fire and acoustics. For most industrial and cleanroom projects, the best specification uses PIR/PU panels for the majority of the envelope and rock wool panels in specific fire-rated zones — exactly as in the Foxconn KK Park project described below.
Core material is only one variable. The application — the building type, the climate, and the regulatory environment — determines the full specification. Here is a practical decision guide for the markets we serve most often.
High ambient temperature, large footprint, mixed fire-zone requirements. Typical specification: PIR 75–100 mm for general wall and roof areas; IW rock wool 100 mm for fire-compartment walls and plant rooms. Face sheet: PVDF or HDP coating for UV and corrosion resistance in desert climates.
Regulatory compliance (WHO GMP, EU GMP, US FDA) requires non-shedding, cleanable surfaces and Class B1 fire performance as a minimum. PIR core with stainless steel or full-flat pre-painted inner face is the standard. Anti-static coating for electronics cleanrooms. All joints must be coved and sealed — no recesses for contamination.
The panel must maintain thermal performance at –25 °C to –45 °C continuously. PU or PIR core with cam-lock joint (no thermal bridging at the joint) is essential. Minimum 150 mm for cold rooms; 200 mm for deep-freeze or blast-freeze. Vapour barrier continuity at all penetrations is critical — failure here causes progressive ice formation inside the panel.
Cost efficiency is primary; thermal compliance secondary. PU 50–75 mm wall panel with trapezoidal or micro-rib profile covers most warehouse and distribution centre applications in tropical and sub-tropical climates. Pair with a standing-seam roof panel (e.g. MR468) for large roof spans. Rock wool used only in fire walls and dock areas.
The Foxconn KK Park electronics manufacturing campus in Hyderabad is one of the clearest examples of the dual-panel specification approach working at scale.
The panel datasheet only tells you what the product can do under controlled laboratory conditions. The questions below reveal whether the manufacturer can deliver that performance consistently on your project.
Ask whether the factory uses a continuous double-belt press. Batch-produced panels (assembled by hand in sections) have variable adhesion quality and are prone to delamination in humid or thermal-cycling environments. A continuous line produces uniform bond strength across the full panel width.
Request the actual test report, not just a certificate number. Verify the tested thickness matches the thickness you are specifying — fire and thermal test results are not automatically transferable between thicknesses. Certificates should reference EN 14509, DIN 4102, or equivalent standards recognised in your target market.
The watertight or thermally continuous performance of a sandwich panel system depends on the junction details — corners, window reveals, eave flashings, ridge caps. A manufacturer who supplies only the field panels and leaves accessory coordination to your contractor introduces the highest-risk points in the envelope.
Export packing, phased delivery scheduling, and familiarity with import documentation requirements (HS codes, certificates of origin, material test reports for customs) are not standard for every manufacturer. Ask for references from projects in your target country.
A capable manufacturer provides panel layout drawings, junction node details, U-value calculations for your climate, and load-span tables for your structural engineer. If the response to a technical question is "please refer to the catalogue," that is a signal to look elsewhere.
Tell us your building type, location, and floor area — our engineering team will recommend the correct panel specification and provide a preliminary quotation within 24 hours.
 Hot News
Hot News2026-06-12
2026-06-11
2026-06-10
2026-06-09
2026-06-05
2026-06-03

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Kexing New Energy Co., Ltd. All Rights Reserved Privacy Policy Blog