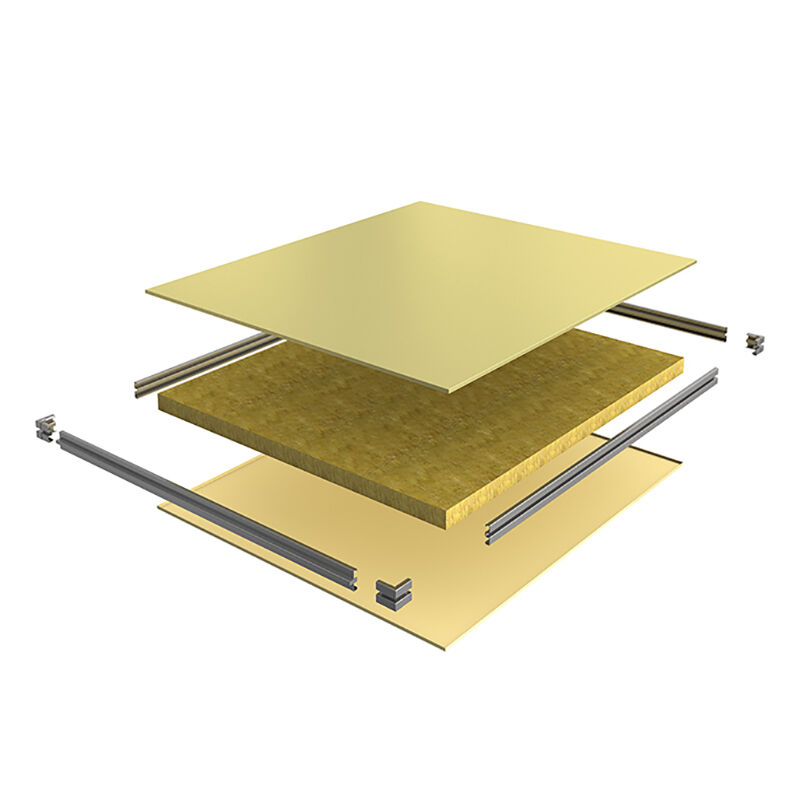
Schneiden Sie eine Reinraumplatte quer durch, und Sie sehen drei deutlich voneinander abgegrenzte Schichten: zwei flache Stahlbleche außen, einen Block aus Kernmaterial in der Mitte sowie einen schmalen Streifen aus profiliertem Metall, der an allen vier Kanten entlangläuft und alles zusammenhält. Das ist die anatomische Struktur. Doch die Beschreibung einer Reinraumplatte als „zwei Stahlbleche mit etwas dazwischen“ ist etwa genauso hilfreich wie die Beschreibung einer pharmazeutischen Tablette als „Pulver, das in eine Form gepresst wurde“. Die verwendeten Materialien – also die Beschichtung des Stahls, die Zusammensetzung des Kernmaterials, die Art der Kantenabdichtung sowie der Klebstoff, der die gesamte Konstruktion verbindet – bestimmen nahezu sämtliche Leistungsmerkmale der Platte im Einsatz.
Dies ist von Bedeutung, weil reinraumtafeln betreten Umgebungen, in denen die Folgen eines Materialversagens gravierend sind. Eine Oberflächenbeschichtung, die bei wiederholter Desinfektion abbaut, wird zu einer Kontaminationsquelle. Ein Kernmaterial, das Fasern über eine unzureichend abgedichtete Kante abgibt, erfüllt nicht die Anforderungen an die Kontaminationskontrolle in der Pharmazie- und Lebensmittelindustrie. Ein Klebstoff, der nach Jahren thermischer Zyklen an Haftfestigkeit verliert, führt zu Delamination, die sowohl die strukturelle Integrität als auch die Luftdichtigkeit beeinträchtigt.

Dieser Artikel analysiert jede Komponente einer Reinraumplatte im Detail: aus welchem Material sie besteht, welche Alternativen es gibt, warum jede Entscheidung wichtig ist und wie die Komponenten miteinander in einem vollständigen Platten-System interagieren.
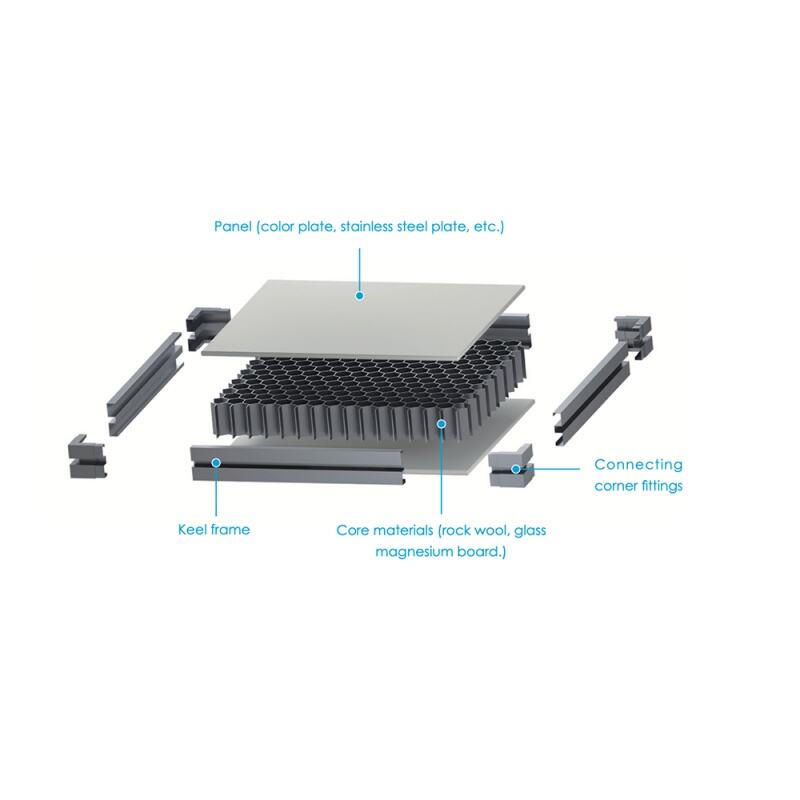
Eine Reinraumplatte ist ein Sandwich-Verbundwerkstoff: starre äußere Deckschichten, die mit einem festen Kern verbunden sind, wobei alle Kanten umschlossen sind. Der Begriff „Sandwich“ bezieht sich auf die Struktur – die äußeren Bleche und der Kern wirken gemeinsam als Verbundelement, wobei die Stahldeckschichten die Zug- und Druckspannungen aufnehmen und der Kern die Schubfestigkeit sowie den Abstand zwischen ihnen bereitstellt. Diese Verbundwirkung verleiht einer dünnen Platte ihre Steifigkeit und Tragfähigkeit.
Jede dieser fünf Komponenten umfasst Materialauswahlmöglichkeiten, die die Leistung, Lebensdauer und Eignung der Platte für bestimmte Anwendungen beeinflussen. Die folgenden Abschnitte gehen jede einzelne Komponente detailliert durch.
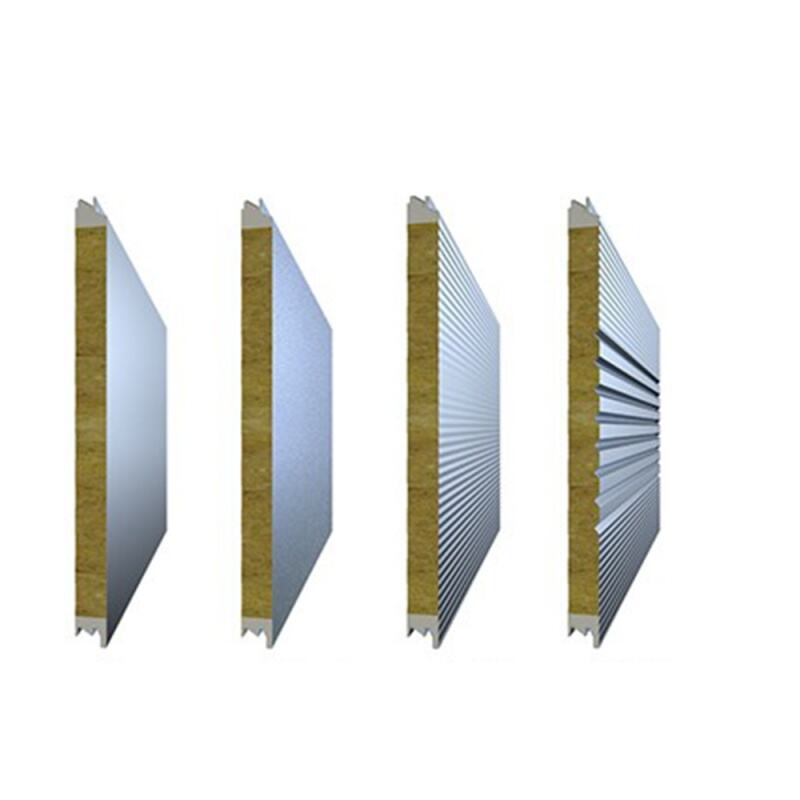
Die beiden äußeren Deckschichten – im Paneelbereich als „Skins“ bezeichnet – erfüllen gleichzeitig drei Funktionen: Sie gewährleisten die strukturelle Zug- und Druckfestigkeit, die es der Platte ermöglicht, zwischen den Auflagern zu spannen; sie bilden die Dampfsperre, die den Kern vor Feuchtigkeit schützt; und sie stellen die Oberfläche dar, mit der das Personal interagiert und auf die Reinigungsmittel einwirken. In einem Reinraum ist diese letzte Funktion diejenige, die den größten Aufwand bei der Spezifikation erfordert.
Der Untergrund für die meisten Reinraumpaneel-Oberflächen ist kaltgewalzter verzinkter Stahl – ein Stahlband, das auf eine präzise Dicke gewalzt und anschließend mit einer dünnen Zinkschicht (verzinkt) beschichtet wurde, um Korrosionsbeständigkeit zu gewährleisten, bevor das dekorative und schützende Lacksystem aufgebracht wird.
Die Verzinkungsmenge wird in Gramm pro Quadratmeter (g/m²) Zinkbeschichtung angegeben, üblicherweise als Z275 (insgesamt 275 g/m² auf beiden Seiten) oder entsprechende Bezeichnungen in anderen Märkten. Für Standardanwendungen im Innenbereich von Reinräumen bietet Z275 eine ausreichende Korrosionsbeständigkeit. Für Paneele mit Außeneinsatz, in Küstenumgebungen innerhalb weniger Kilometer vom Meer oder in Innenräumen mit hoher Luftfeuchtigkeit bietet eine dickere Zinkschicht oder ein Galvalume-Untergrund (55 % Aluminium-Zink-Legierung, typischerweise AZ150) deutlich besseren Korrosionsschutz.
Die Blechdicke ist der andere entscheidende Parameter. Die gebräuchlichste Spezifikation für Reinraumpaneel-Oberflächen ist 0.5 mm auf beiden Seiten. Dünnere Deckschichten (0,4 mm) senken Kosten und Gewicht, beeinträchtigen jedoch die Schlagzähigkeit und die Oberflächensteifigkeit – Wellenbildung wird bei seitlichem Licht deutlicher sichtbar, und die Platte ist anfälliger für Dellen durch betriebsbedingte Stöße. Dickere Deckschichten (0,6–0,8 mm) werden für Bereiche mit hoher Stoßbelastung vorgeschrieben – Korridorwände, an denen regelmäßig Geräte bewegt werden, Türumgebungen sowie Platten in der Nähe von Ladebereichen.
| Deckblechdicke | Typischer Gebrauch | Anmerkungen |
|---|---|---|
| 0,4 mm | Kostengünstige Reinräume, Deckenplatten | Geringere Schlagzähigkeit; nicht für stark frequentierte Wandbereiche empfohlen |
| 0.5 mm | Standard-Reinraumwände – Pharmazie, Lebensmittel, Elektronik | Industriestandard für die meisten GMP-Anwendungen |
| 0,6 mm | Korridore, Materialumschlagzonen | Bessere Schlagzähigkeit; geringere Oberflächenwellung |
| 0,8–1,0 mm | Schwerlast-Reinräume, Dockbereiche | Vorgeschrieben, wo Gabelstaplerverkehr oder schwere Geräte ein Stoßrisiko darstellen |
Das über dem verzinkten Stahlsubstrat aufgebrachte Lacksystem ist das, was die meisten Menschen in einem Reinraum tatsächlich sehen und anfassen – und in regulierten Umgebungen ist es das, mit dem Reinigungsmittel, Desinfektionsmittel und Inspektoren während der gesamten Betriebszeit der Anlage interagieren. Die Wahl der Beschichtung gehört zu den folgenschwersten Materialentscheidungen bei der Spezifikation von Reinraumpaneelen.
Standard-Polyester (PE) ist die am weitesten verbreitete Beschichtung auf allgemeinen vorgelackten Stahlblechen. Sie wird im Coil-Coating-Verfahren aufgebracht – dabei läuft das Stahlband durch eine Beschichtungsanlage, in der Grundierung und Deckschicht aufgetragen und in einem kontinuierlichen Ofen ausgehärtet werden – wodurch ein gleichmäßiges, fabrikseitig gesteuertes Lacksystem entsteht, das kostengünstiger ist als hochwertigere Alternativen.
PE-Beschichtungen weisen eine gute Leistung in Umgebungen auf, in denen die Reinigung mit milden Reinigungsmitteln bei mäßiger Häufigkeit erfolgt. Sie sind nicht für aggressive Desinfektionsverfahren geeignet – insbesondere solche, die oxidierende Mittel wie Wasserstoffperoxid-Dampf (VHP), hochkonzentrierte Bleichmittel-Lösungen (Natriumhypochlorit > 1 %) oder Peressigsäure umfassen. Bei wiederholter Exposition gegenüber diesen Mitteln können PE-Beschichtungen ausbleichen, mikroporös werden und ihre Haftung am Untergrund verlieren, wodurch sie schrittweise immer schwerer effektiv zu reinigen sind. In pharmazeutischen Reinräumen der Klasse B oder C, die einer regelmäßigen VHP-Bio-Deskontamination unterzogen werden, zeigen PE-Beschichtungen typischerweise innerhalb von 5–8 Jahren sichtbare Degradation.
PVDF ist die Referenzbeschichtung für regulierte Reinraumumgebungen. Die Chemie basiert auf einem Fluorpolymer-Rückgrat mit starken Kohlenstoff-Fluor-Bindungen, die sowohl der UV-Zersetzung als auch chemischem Angriff deutlich wirksamer widerstehen als kohlenstoffbasierte Beschichtungen wie Polyester. Führende PVDF-Systeme – wobei Kynar 500® am häufigsten in den Spezifikationen der Pharmazie- und Lebensmittelindustrie genannt wird – sind für eine Außeneinwirkung von über 20 Jahren in Umgebungen mit hoher UV-Belastung zugelassen. Bei inneren Reinraumanwendungen (ohne UV-Einwirkung) ist die chemische Beständigkeit das entscheidende Leistungsmerkmal, und PVDF-Beschichtungen übertreffen PE-Beschichtungen bei pharmazeutischen Desinfektionsprotokollen über die gesamte Gebäudelebensdauer von 20 bis 30 Jahren hinweg konsequent.
PVDF wird im selben Coil-Coating-Verfahren wie PE eingesetzt, verwendet jedoch ein spezialisiertes Zwei-Schicht-System: eine korrosionshemmende Grundierung (üblicherweise auf Epoxidbasis) und eine PVDF-Deckschicht. Die gesamte Trockenfilm-Dicke beträgt typischerweise 25–30 µm für Reinraumanwendungen. Der Kostenaufschlag gegenüber einer Standard-PE-Beschichtung liegt bei rund 15–20 % des Endpreises der Paneel – ein geringer Betrag, wenn er über eine Anlagenlebensdauer von 25 Jahren verteilt wird, jedoch signifikant, wenn er auf ein Projektbudget konzentriert wird.
HDP nimmt sowohl hinsichtlich Leistung als auch Kosten eine Zwischenstellung zwischen Standard-PE und PVDF ein. Modifizierte Polyesterformulierungen mit Siliziumzusätzen bieten eine bessere UV-Beständigkeit und eine gewisse Verbesserung der chemischen Beständigkeit im Vergleich zu Standard-PE, erreichen jedoch nicht die Leistungsfähigkeit von PVDF unter aggressiven oxidierenden Desinfektionsmitteln. HDP ist eine angemessene Spezifikation für pharmazeutische Bereiche der Klasse D mit moderaten Reinigungsmitteln sowie für Lebensmittelverarbeitungsumgebungen, in denen das Desinfektionsverfahren keine Chlor-Konzentrationen über 500 ppm oder oxidierende Mittel umfasst.
Epoxidharz-Beschichtungen bieten eine gute chemische Beständigkeit und Härte, weisen jedoch eine schlechte UV-Beständigkeit auf – sie werden unter direkter Sonneneinstrahlung schnell chalkig. Für innenliegende Reinraumanwendungen ohne UV-Belastung kann Epoxidharz eine kostengünstige Option sein, wenn vor allem die Beständigkeit gegenüber Lösungsmitteln im Vordergrund steht. Einige spezielle Reinraumanwendungen (z. B. Halbleiter-Fertigungsbereiche, in denen bestimmte organische Lösungsmittel eingesetzt werden) sehen ausdrücklich Epoxidharz-Beschichtungen aufgrund ihrer Lösungsmittelbeständigkeit vor. Für allgemeine pharmazeutische und lebensmitteltechnische Anwendungen wird PVDF gegenüber Epoxidharz bevorzugt, da PVDF eine überlegene Langzeit-Beständigkeit der optischen Oberflächenqualität und eine höhere Flexibilität aufweist.
| Beschichtung | Chemische Resistenz | VHP / oxidierend | UV-Beständigkeit | Nutzungsdauer (innen) |
|---|---|---|---|---|
| PVDF | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | 25+ Jahre |
| HDP | Gut | - Einigermaßen | Gut | 15–20 Jahre |
| Epoxy | Gut | - Einigermaßen | Schlecht (nur für Innenbereiche) | 10–15 Jahre (innen) |
| Standard-PE | - Einigermaßen | Schlecht | - Einigermaßen | 8–12 Jahre |
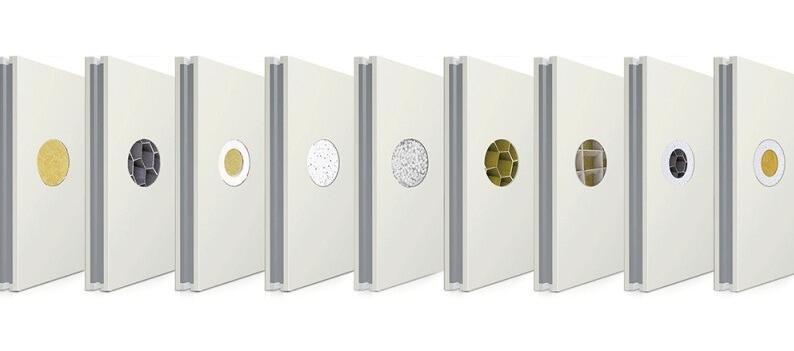
Der Kern ist das Material zwischen den beiden Stahlblechen. Er ist die Komponente, die für die Wärmedämmung sorgt, zur Schalldämmung beiträgt, die Brandklasse bestimmt und – bei Reinraumanwendungen – vollständig umhüllt sein muss, damit keine Partikel aus ihm in die kontrollierte Umgebung gelangen können. Es gibt fünf Haupttypen von Kernen für Reinraumplatten, von denen jeder für unterschiedliche Anwendungen geeignet ist.
Steinwolle wird hergestellt, indem Basaltgestein (und häufig recycelter Schlackenabfall aus der Stahlproduktion) bei Temperaturen über 1.500 °C geschmolzen und anschließend die geschmolzene Masse mittels eines Verfahrens, das dem Herstellen von Zuckerwatte ähnelt, zu feinen Fasern versponnen wird. Diese Fasern werden gesammelt, mit einem phenolischen Bindemittelharz verklebt und bei kontrollierten Dichten zu starren Platten komprimiert. Das resultierende Material besteht überwiegend aus anorganischen Stoffen – etwa zu 97–98 % aus Mineralfasern – weshalb es nicht brennt.
Steinwolle – Wichtige Eigenschaften
Bei Reinraumplatten ist nicht alle Steinwolle gleichwertig. Die Dichte spielt eine entscheidende Rolle: 100–120 kg/m³ ist die Standard-Spezifikation für pharmazeutische GMP-Reinräume und gewährleistet eine ausreichende Klebfläche für den Klebstoff, akzeptable akustische Eigenschaften sowie langfristige Maßstabilität. Steinwolle mit geringerer Dichte (60–80 kg/m³, wie sie in standardmäßigen industriellen Sandwichplatten verwendet wird), kann sich im Laufe der Zeit zusammendrücken und Hohlräume zwischen Kern und Deckschicht erzeugen. Auch die Faserausrichtung ist entscheidend: Lamellenorientierte Steinwolle – bei der die Fasern senkrecht zur Plattenoberfläche und nicht parallel dazu verlaufen – bietet eine deutlich höhere Haftfestigkeit an der Grenzfläche zur Deckschicht.
Aluminium-Wabenkern ist ein strukturelles Kernmaterial, das aus dünner Aluminiumfolie hergestellt wird, die zu einem sechseckigen Zellmuster aufgezogen ist – nach dem gleichen geometrischen Prinzip wie in Bienenwaben. Die Zellen haben typischerweise einen Durchmesser von 6–12 mm. Die Wabenplatte wird mittels eines strukturellen Klebstoffs zwischen zwei Stahldeckblechen verbunden; die Verbundwirkung der dünnen Aluminiumzellen unter Druckbelastung in Kombination mit den Stahldeckblechen unter Zug- und Druckbelastung ergibt eine Platte mit außergewöhnlicher Steifigkeit bei geringem Gewicht.
Aluminium-Wabenkern – Wesentliche Eigenschaften
Aluminium-Wabenkern bietet keine nennenswerte Wärmedämmung – sein Wärmedurchgangswiderstand pro Millimeter ist deutlich geringer als bei jedem Schaumkern. Bei Reinraum-Deckenplatten steht jedoch nicht die Wärmedämmung im Vordergrund. Erforderlich ist vielmehr eine leichte, steife und nicht brennbare Platte, die das Gewicht von Wartungspersonal beim Begehen während des Austauschs von HLK-Filtern oder der Wartung von Leuchten sicher tragen kann. Aluminium-Wabenkern mit einer Dicke von 50 mm trägt typischerweise eine konzentrierte Last von 150–200 kg/m² bei akzeptabler Durchbiegung – ausreichend für den Wartungszugang bei den meisten Deckenkonfigurationen in der pharmazeutischen und Lebensmittelindustrie.
Polyurethan-Schaumstoff entsteht durch das Mischen zweier flüssiger, reaktiver chemischer Komponenten – eines Polyols und eines Isocyanats –, die exotherm miteinander reagieren und sich ausdehnen, wodurch der Raum zwischen den beiden Stahlblechen in einem kontinuierlichen Laminierungsprozess ausgefüllt wird. Während sich der Schaumstoff ausdehnt, verbindet er sich direkt mit beiden Oberflächen, wodurch eine durchgehende Verbindung ohne separaten Klebschritt entsteht. Das Ergebnis ist eine geschlossenzellige Schaumstoffstruktur mit sehr feinen, gleichmäßigen Zellen – und gerade diese feine Zellstruktur, die Gasmoleküle effektiv einschließt, verleiht dem PU-Schaumstoff seine hervorragenden Wärmedämmeigenschaften.
PU-Schaumstoff – Wichtige Eigenschaften
PIR-Schaum (Polyisocyanurat) ist eine chemisch modifizierte Version von PU mit einem höheren Isocyanatgehalt in der Reaktionsmischung. Dadurch entsteht ein thermisch stabilerer Schaum, der eine leicht verbesserte Brandverhalten (B2-Klassifizierung unter mehr Bedingungen) und einen geringfügig niedrigeren Lambda-Wert (0,022–0,024 W/m·K) im Vergleich zu Standard-PU aufweist. PIR wird zunehmend gegenüber Standard-PU als bevorzugte Spezifikation für Dachpaneele und Anwendungen gewählt, bei denen sowohl die thermische Leistung als auch das Brandverhalten relevant sind – doch wie PU bleibt auch PIR ein brennbares Material und erfüllt keine A1-Nichtbrennbarkeitsanforderung.
Papier-Wabenmaterial verwendet dieselbe sechseckige Zellgeometrie wie Aluminium-Wabenmaterial, ersetzt jedoch die Aluminiumfolie durch mit Phenolharz imprägniertes Kraftpapier. Es ist leichter als Aluminium und deutlich kostengünstiger, weist jedoch eine geringere Steifigkeit, eine geringere Feuchtigkeitsbeständigkeit und ist brennbar (Klasse B oder C) auf. Papier-Wabenplatten werden in wirtschaftlichen Reinraum-Decken- und Trennwand-Anwendungen eingesetzt – für allgemeine industrielle oder Forschungseinrichtungs-Reinräume der ISO-Klassen 7–9, bei denen die Brandschutzanforderungen weniger streng sind und das Budget eine zentrale Einschränkung darstellt. Sie sind nicht geeignet für pharmazeutische GMP-Umgebungen oder Lebensmittelverarbeitungsbetriebe mit regelmäßiger Wasserexposition.
EPS wird hergestellt, indem Polystyrol-Perlen mit Dampf aufgeschäumt und zu Blöcken verschmolzen werden, die anschließend zugeschnitten werden. Es ist der kostengünstigste Schaumkern und thermisch am einfachsten – sein Lambda-Wert (0,036–0,040 W/m·K) entspricht dem von Steinwolle, ohne jedoch den Brandschutzvorteil von Steinwolle zu bieten. EPS-Platten finden sich in wirtschaftlichen, allgemeinen industriellen Anwendungen: grundlegenden Reinräumen, landwirtschaftlichen Gebäuden und Büro-Trennwandsystemen. Sie sind brennbar, weisen eine maximale Einsatztemperatur von ca. 75–80 °C auf (weshalb sie für Außen-Dachplatten in sehr heißen Klimazonen ungeeignet sind) und werden nicht für pharmazeutische, lebensmittelverarbeitende oder Krankenhaus-Umgebungen empfohlen.
| Kern | Hergestellt aus | Brandklasse | Thermische | Gewicht | Hauptverwendung |
|---|---|---|---|---|---|
| Steinwolle | Basaltgestein + recycelter Schlacke, gesponnene Faser | A1 | - Einigermaßen | Schwer | GMP-Pharma-, Krankenhaus- und Lebensmittelwandkonstruktionen |
| Al.-Wabenstruktur | Aluminiumfolie, sechseckige Zellstruktur | A1 | Niedrig (strukturell) | Sehr leicht | Reinraum-Deckenpaneele |
| PIR-Schaum | Polyisocyanurat, geschlossenzelliger Schaum | B2 | Ausgezeichnet | Licht | Dachplatten, heiße Klimazonen, Kühlräume |
| PU-Schaum | Polyurethan, geschlossenzelliger Schaum | B2 | Ausgezeichnet | Licht | Tiefkühlung, Lebensmittel-Kälteketten |
| Papier-Bienenwabensandwich | Kraftpapier, Phenolharz | B–C | Niedrig | Licht | Wirtschaftliche Reinraumdecken und -trennwände |
| Eps | Expandierte Polystyrolperlen | B2/B3 | - Einigermaßen | Sehr leicht | Allgemeine Industrieanwendungen, wirtschaftliche Bauausführungen |
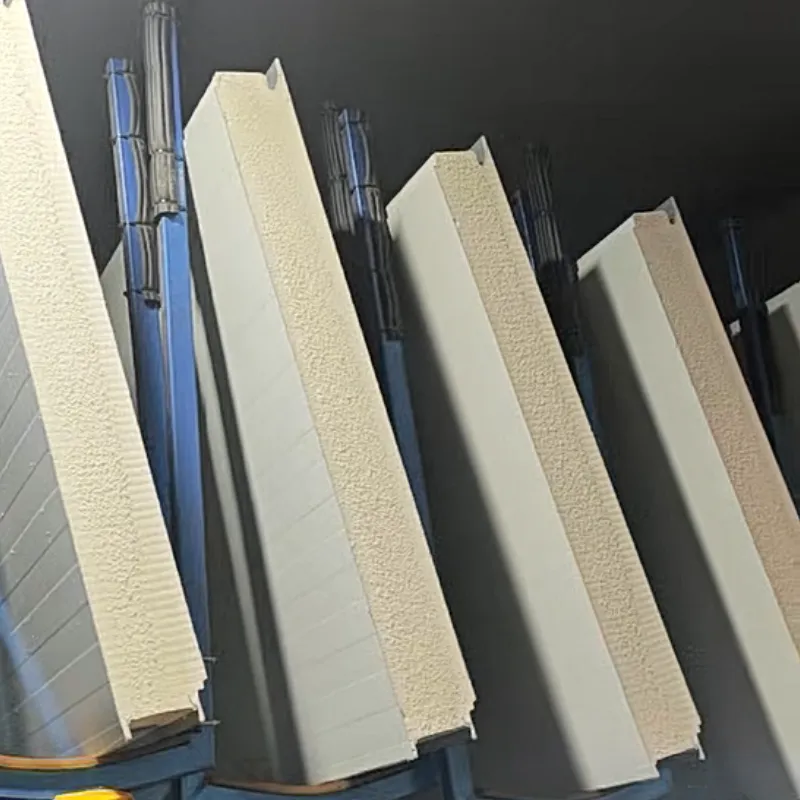
Dies ist die einzige Eigenschaft, an der sich eine Reinraumplatte am deutlichsten von einer herkömmlichen industriellen Sandwichplatte unterscheidet – und zugleich das Detail, das am leichtesten übersehen wird, wenn Produktfotos oder technische Daten verglichen werden, ohne das physische Produkt in der Hand zu halten.
Herkömmliche industrielle Sandwichplatten (z. B. für Lagerhallenverkleidungen oder Kühlräume) werden auf einer kontinuierlichen Fertigungslinie auf Länge geschnitten, wodurch ihre Schnittkanten offen bleiben oder lediglich minimal geschützt sind. Das Kernmaterial ist an den Kanten zugänglich. Für eine Lagerhalle ist dies unerheblich. Für einen Reinraum bedeutet es jedoch, dass das Kernmaterial – sei es Steinwollfasern, EPS-Perlen oder Schaumstoffpartikel – direkt mit dem Rauminneren in Kontakt steht und kontinuierlich Partikel in die kontrollierte Umgebung abgibt.
Eine Reinraumplatte weist an allen vier Kanten speziell gefertigte Profilabschlüsse aus Stahl oder Aluminium auf, die den Kern vollständig umschließen. Diese Profile werden mechanisch über die Plattenkante gekrempt oder gefaltet und mit Klebstoff verbunden. Das Ergebnis ist eine Platte, bei der kein Kernmaterial an irgendeiner Fläche oder Kante freiliegt. Fahren Sie mit dem Finger entlang der Kante – es sollte sich nur glattes Metall spüren lassen, ohne Zugang zum Kernmaterial.
So überprüfen Sie eine Probe: Bei der Bewertung von Cleanroom-Plattenproben potenzieller Lieferanten drehen Sie die Platte auf ihre Kante und inspizieren alle vier Seiten. Das Kernmaterial darf nicht sichtbar sein – weder Mineralwollfasern noch Schaumstoff noch eine Lücke zwischen dem Kantenprofil und der Plattenoberfläche. Drücken Sie fest auf das Kantenprofil: Es muss sich solide und gut verbunden anfühlen, nicht locker oder leicht verformbar. Jede Platte, bei der das Kernmaterial über die Kante zugänglich ist, erfüllt nicht die Anforderungen an eine Cleanroom-Platte – unabhängig von den Angaben im Datenblatt.
Bei Reinraumpaneelen mit Steinwoll-, Aluminium-Waben- oder Papier-Waben-Kernen – die sich nicht wie Schaumstoffe während der Expansion selbst an den Stahlaußenschalen verbinden können – ist der Klebstoff eine separate, kritische Komponente. Er überträgt die Last zwischen den Stahlaußenschalen und dem Kern und bestimmt, ob die Paneel ihre strukturelle Integrität über Jahrzehnte hinweg bei thermischen Wechselbelastungen, mechanischer Beanspruchung und gelegentlichen Stößen bewahrt.
Der Standardklebstoff für hochwertige Reinraumplatten ist ein zweikomponentiges Polyurethan-System (2C-PU). Die beiden Komponenten – Polyol und Isocyanat, die dieselbe Chemie wie PU-Schaum aufweisen, jedoch für Klebeanwendungen statt für Schaumanwendungen formuliert sind – werden unmittelbar vor der Verwendung gemischt und sowohl auf die Stahlaußenschale als auch auf die Kernoberfläche aufgetragen. Der Klebstoff härtet innerhalb von 12–24 Stunden unter Druck aus und bildet eine Verbindung, die sowohl fest als auch flexibel ist – Flexibilität ist wichtig, da Stahl und Steinwolle unterschiedliche Wärmeausdehnungskoeffizienten besitzen und der Klebstoff die unterschiedliche Bewegung über Jahrzehnte hinweg ohne Rissbildung ausgleichen muss.
Kritische Parameter des Klebstoffsystems:
Bei PU- und PIR-Schaumplatten, die auf kontinuierlichen Laminierlinien hergestellt werden, fungiert der Schaum selbst als Klebstoff: Er verbindet sich beim Expandieren und Aushärten mit den Stahldeckschichten. Die Qualität der Verbindung hängt von der Schaumchemie, der Liniengeschwindigkeit, dem Temperaturprofil und der Oberflächenvorbereitung der Stahldeckschichten ab. Platten von gut konstruierten kontinuierlichen Linien können eine ausgezeichnete Verbindungsqualität erreichen; Platten von Linien geringerer Qualität weisen möglicherweise unsichtbare Hohlräume an der Grenzfläche zur Deckschicht auf, die die strukturelle Leistungsfähigkeit beeinträchtigen.
Sobald einzelne Paneele hergestellt sind, müssen sie miteinander sowie mit Boden und Decke so verbunden werden, dass die Luftdichtheit und die Kontaminationskontrolle des gesamten Raum-Systems gewährleistet bleiben. Die für diese Verbindungen verwendeten Materialien sind genauso wichtig wie die Paneelmaterialien selbst.
Die Standardverbindung für Reinräume in der pharmazeutischen und Lebensmittelindustrie ist ein verdecktes inneres Verbindungselement – eine profilierte Stahl- oder Aluminium-Extrusion, die so geformt ist, dass sie über den Fugenbereich zwischen zwei benachbarten Paneelen reicht. Das Verbindungselement befindet sich innerhalb des Fugenspalts und ist somit von der Rauminnenseite aus nicht sichtbar. Gängige Profile auf dem chinesischen und internationalen Markt umfassen kreuzförmige (im chinesischen Branchenjargon als „Zhong-Zi-Xing“ bezeichnet) und T-förmige Verbindungselemente. Als Material wird üblicherweise verzinkter oder rostfreier Stahl für hohe Festigkeitsanforderungen verwendet; Aluminium kommt bei leichteren Anwendungen oder dort zum Einsatz, wo Korrosionsbeständigkeit erforderlich ist.
U-förmige Profile an Boden und Decke positionieren die Basis- und Kopfbereiche der Wandpaneele. Diese Profile werden üblicherweise aus verzinktem oder edelstahlem Material hergestellt und auf die Dicke der Paneele abgestimmt. In pharmazeutischen Reinräumen ist das Bodenprofil so gestaltet, dass die Verbindung zwischen Boden und Paneel ohne Stufe oder Absatz abgerundet (sog. Coving) ausgeführt werden kann (siehe unten). Die Bodenprofile sind vor der Montage der Paneele mit einem geeigneten Klebstoff oder mechanischen Befestigungselementen am tragenden Boden zu befestigen; die Fuge zwischen Bodenprofil und Boden wird im Rahmen des luftdichten Raumkonzepts mit Silikon versiegelt.
Innenecken, Außenecken und T-förmige Verbindungen (wo eine Trennwand auf eine Außenwand trifft) erfordern jeweils speziell gefertigte Profilextrusionen. Dabei handelt es sich in der Regel um Aluminiumprofile, die auf die jeweilige Plattendicke zugeschnitten und so geformt sind, dass sie der Geometrie der Ecke entsprechen. In pharmazeutischen Reinräumen weisen Inneneckprofile den Eckradius (typischerweise 40–60 mm) an den Übergängen Boden-Wand und Wand-Decke auf, wodurch der quadratische Inneneckwinkel entfällt, der sonst eine schwer zu reinigende „Reinigungstotezone“ bilden würde.
Silikon-Dichtmasse ist das letzte Material, das eine Reinraumumschließung luftdicht macht. Sie wird an allen Plattenfugen, allen Eckübergängen, allen Durchdringungen der Plattenoberfläche sowie allen Übergängen zwischen dem Plattensystem und Boden sowie Decke angebracht und gewährleistet sowohl die Luftdichtheit als auch die hygienische Oberflächenqualität an den Fugen. Die Spezifikation der Dichtmasse ist entscheidend:
Lackierter verzinkter Stahl ist weltweit das dominierende Oberflächenmaterial für Reinraumplatten; mehrere alternative Materialien kommen jedoch in spezifischen Anwendungen zum Einsatz, bei denen die Eigenschaften von Stahl unzureichend sind oder bei denen bestimmte Leistungsmerkmale im Vordergrund stehen.
Edelstahloberflächen eliminieren das Lacksystem vollständig und damit auch die Frage nach der Haltbarkeit der Beschichtung. Werkstoff 304 bietet eine ausgezeichnete Korrosionsbeständigkeit in den meisten pharmazeutischen und lebensmittelverarbeitenden Umgebungen. Werkstoff 316L enthält Molybdän in der Legierung, wodurch die Beständigkeit gegen Chlorid-Pitting verbessert wird – dies macht ihn zur geeigneten Wahl für Installationen an Küstenstandorten, Einrichtungen, die hochkonzentrierte chlorhaltige Desinfektionsmittel verwenden, sowie für Bereiche der zytotoxischen oder hochpotenten pharmazeutischen Produktion, in denen die aggressivsten chemischen Umgebungen vorliegen.
Die typische Oberfläche ist No. 4 (gebürstet) oder 2B (glatt kaltgewalzt) – die gebürstete Oberfläche bietet eine glatte, jedoch nicht spiegelnde Oberfläche, die die Blendung in hell erleuchteten pharmazeutischen oder Laborräumen reduziert. Edelstahlplatten verursachen einen erheblichen Kostenaufschlag (60–90 % über PVDF-beschichteten Alternativen), eliminieren aber Lackierarbeiten und Oberflächenerneuerungen aus dem langfristigen Wartungsplan der Anlage.
FRP-Oberflächen verwenden eine Gewebeverstärkung aus Glasfaser, die in eine Polyester- oder Vinylesterharzmatrix eingebettet ist. Das resultierende Material ist leicht, chemisch beständig gegenüber einer breiten Palette industrieller Reinigungsmittel und Desinfektionsmittel und in glatten Gelcoat-Oberflächen erhältlich, die leicht zu reinigen und hygienisch sind. FRP wird häufig in Reinräumen der Lebensmittelverarbeitung eingesetzt, wo die Wände wiederholten Hochdruck-Hot-Water-Washdowns unterzogen werden – FRP verträgt diese Behandlung über mehrere Zyklen besser als lackierter Stahl. Es wird zudem in einigen chemischen Verarbeitungsanlagen und Halbleiterumgebungen verwendet, in denen eine bestimmte Lösungsmittelkompatibilität erforderlich ist. FRP-Platten können die Brandschutzklasse A1 nicht erreichen.
HPL ist ein dekoratives Oberflächenmaterial, das aus mehreren Schichten Kraftpapier besteht, die mit Phenolharz getränkt und mit einer dekorativen Deckschicht versehen sind; alle Schichten werden bei hoher Temperatur und unter hohem Druck komprimiert. Bei Reinraumpaneelen wird HPL als innere Gesichtsseite auf das Stahlsubstrat aufgebracht. Es bietet eine ausgezeichnete Kratzfestigkeit, eine breite Farb- und Oberflächentexturpalette (einschließlich antistatischer Ausführungen) sowie eine angemessene chemische Beständigkeit. Mit HPL beschichtete Paneele werden in Elektronik-Reinräumen und Laborumgebungen eingesetzt, wo Kratzfestigkeit und gestalterische Flexibilität gefordert sind. HPL ist brennbar und daher nicht für pharmazeutische GMP-Reinräume geeignet, die die A1-Klassifizierung erfordern.
Die obigen Materialoptionen in eine Projektspezifikation umzusetzen bedeutet, die jeweiligen Hauptanforderungen einer Anwendung den Materialeigenschaften zuzuordnen, die diese erfüllen. Hier ist eine praktische Übersicht:
| Anwendung | Wandkern | Deckenkern | Oberfläche (innen) | Deckblechdicke |
|---|---|---|---|---|
| GMP-Pharma (Klasse B/C) | Steinwolle 100 mm | Al.-Wabenkern 50 mm | PVDF oder Edelstahl 304 | 0.5 mm |
| Krankenhaus-OP | Steinwolle 100 mm | Al.-Wabenkern 50 mm | PVDF-weiß | 0.5 mm |
| Lebensmittelverarbeitung (Raumtemperatur) | Gesteinswolle 75 mm | Al.-Wabenkern / Steinwolle | PVDF oder FRP | 0,5–0,6 mm |
| Halbleiter / Elektronik | Steinwolle 75–100 mm | Al.-Wabenkern 50 mm | PVDF antistatisch / HPL / Edelstahl | 0.5 mm |
| Kühlraum / pharmazeutische Kühlzone | PU/PIR 150–200 mm | PU/PIR 100–150 mm | PVDF oder PE | 0.5 mm |
| Allgemeiner industrieller Reinraum (ISO 7–9) | Steinwolle oder PU 50–75 mm | Papier-Wabenkern / Aluminium-Wabenkern | PVDF oder HDP PE | 0,4–0,5 mm |

Bei einer ordnungsgemäß hergestellten Reinraumplatte ist der Kern vollständig eingeschlossen – von keiner Seite sichtbar. Die beiden Stahl-Deckbleche bedecken Vorder- und Rückseite, und profilierte Stahl- oder Aluminium-Randprofile verschließen alle vier geschnittenen Kanten. Dies ist ein charakteristisches Merkmal einer Reinraumplatte im Unterschied zu einer Standard-Industrie-Sandwichplatte. Wenn Sie den Kernstoff bei der Prüfung einer Platte aus irgendeiner Richtung sehen oder darauf zugreifen können, entspricht sie nicht dem Reinraumstandard – unabhängig davon, was in der technischen Beschreibung angegeben ist.
Feuerklassifizierung: Steinwolle erreicht die Klasse A1 (nicht brennbar) nach EN 13501-1. Polyurethan- und PIR-Schaumstoffe erreichen bestenfalls die Klasse B2 (brennbar). Die EU-GMP-Anlage 1 sowie die meisten nationalen Brandschutzvorschriften für die pharmazeutische Produktion verlangen nicht brennbare Baumaterialien in Produktionsbereichen. Schaumkernplatten können diese Anforderung unabhängig von ihren sonstigen Eigenschaften nicht erfüllen. Steinwolle bietet zudem eine bessere Schalldämmung (38–45 dB Rw bei 100 mm gegenüber 28–35 dB bei vergleichbarem PU), was in pharmazeutischen Anlagen nützlich ist, wo eine akustische Trennung zwischen Produktionszonen erforderlich ist.
Bei den meisten Reinraumpaneelen bestehen die innere und äußere Deckschicht aus demselben Grundmaterial (verzinktem Stahl) und demselben Beschichtungssystem (PVDF oder PE). Bei einigen Ausführungen wird auf der Innenseite (der sogenannten „reinen Seite“) eine dickere Deckschicht für eine bessere Schlagfestigkeit verwendet, während eine etwas dünnere Außendeckschicht akzeptabel ist. Bei pharmazeutischen Paneelen, bei denen die Außenseite Witterungseinflüssen oder hochfeuchten Bedingungen im Technikraum ausgesetzt ist, kann die Außendeckschicht mit einer stärkeren Zinkschicht oder einem Galvalume-Untergrund zur zusätzlichen Korrosionsschutzwirkung spezifiziert werden. Bei Edelstahlpaneelen sind beide Deckschichten in der Regel vom gleichen Qualitätsgrad und mit derselben Oberflächenbeschaffenheit.
Steinwolle enthält bereits einen erheblichen Anteil an Recyclingmaterial – typischerweise 20–30 % postindustrielle Recycling-Schlacke aus der Stahlproduktion, die als einer der Rohstoffe für den Faserschmelzprozess eingesetzt wird. Die Stahlaußenseiten bestehen aus Stahl mit dem üblichen Anteil an Recyclingmaterial, der dem Stahlherstellungsprozess inhärent ist. PU- und PIR-Schaumkerne sind petrochemisch hergestellte Polymere mit nur geringem Anteil an Recyclingmaterial in aktuellen kommerziellen Produkten. Für Projekte mit Nachhaltigkeitsanforderungen (LEED, BREEAM) kann der Recyclinganteil von Steinwolle-Paneelen zur Erfüllung von Materialkriterien beitragen – fragen Sie den Paneelhersteller gegebenenfalls nach einer EPD-Dokumentation (Umweltproduktdeklaration).
Der zuverlässigste Feldtest ist ein Abzugstest: Versuchen Sie an einer geschnittenen Kante oder Ecke, die Deckschicht mit der Hand von der Kernschicht zu trennen. Bei einer korrekt verbundenen Platte sollte die Steinwolle reißen, bevor die Verbindung versagt – Sie sollten also Steinwollfasern auseinanderziehen und nicht eine saubere Deckschicht von einer sauberen Kernoberfläche abziehen. Eine saubere Trennung an der Grenzfläche zwischen Deckschicht und Kern weist auf eine schwache oder fehlgeschlagene Verbindung hin. Für eine strengere Verifizierung erfordern ordnungsgemäße zerstörende Haftfestigkeits- und Abzugstests eine Zugprüfmaschine und sollten bei größeren Bestellungen von einem unabhängigen Labor durchgeführt werden. Vor Aufgabe einer Großbestellung ist es die zuverlässige Vorgehensweise, auf einen Bericht über den Haftfestigkeitstest durch eine akkreditierte, unabhängige Stelle (SGS, Bureau Veritas, Intertek) zu bestehen.
Nein. Die Blechdicke variiert je nach Anwendungsanforderung und Produktspezifikation. Standard-Cleanroom-Platten für Wände in der pharmazeutischen und Lebensmittelindustrie verwenden 0,5 mm dicke Deckschichten auf beiden Seiten. Wirtschaftliche Deckenplatten können 0,4 mm verwenden. Platten für hochbelastete Bereiche wie Flure oder Ladezonen weisen eine Dicke von 0,6 mm oder mehr auf. Einige Hersteller verwenden 0,5 mm auf der Innenseite (reine Seite) und 0,4 mm auf der Außenseite, um das Gewicht zu reduzieren, ohne die Oberflächenqualität der Innenseite zu beeinträchtigen – bei Produktvergleichen sollten stets die Dicken beider Seiten bestätigt werden, da Marketingunterlagen manchmal nur die Spezifikation der Innendeckschicht angeben.
Reinraumplatten können am Ende ihrer Lebensdauer teilweise recycelt werden, wobei der Prozess eine Trennung der einzelnen Materialkomponenten erfordert. Die Stahlaußenschichten sind über gängige Metall-Recyclingverfahren vollständig recycelbar. Gesteinswolle kann in neue Gesteinswolle-Produktion zurückgeführt werden – einige Hersteller haben Sammel- und Recyclingprogramme für gebrauchte Platten etabliert. PU- und PIR-Schaumstoffe sind schwieriger zu recyceln und gelangen meist auf Deponien oder zur energetischen Verwertung. Aluminium-Wabenkern ist über die Aluminium-Recyclingströme vollständig recycelbar. Für Projekte mit Anforderungen an das Abfallmanagement am Ende der Lebensdauer weisen Platten aus Gesteinswolle und Aluminium-Wabenkern unter den gängigen Plattentypen das günstigste Recyclingprofil auf.
Glostar fertigt Reinraumplatten mit allen gängigen Kernmaterialien – Steinwolle, Aluminium-Wabenkern, PU und PIR – sowie mit Beschichtungen aus PVDF, Edelstahl oder FRP. Unser technisches Team empfiehlt Ihnen die optimale Materialkombination für Ihre Anwendung, das lokale Klima und Ihre regulatorischen Anforderungen.
Sprechen Sie mit unserem Team → Aktuelle Nachrichten
Aktuelle Nachrichten2026-06-18
2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10

Wir glauben, dass wir durch die Einhaltung höchster Qualitätsstandards und die Förderung von Innovation transformative Veränderungen in der Architektur bewirken und eine nachhaltige Zukunft für die Bauindustrie gestalten können.
Nr. 377, Gaoqi-Straße, Hochtechnologiezone, Stadt Binzhou, Provinz Shandong, China
Urheberrechte © Shandong Kexing New Energy Co., Ltd. Alle Rechte vorbehalten Datenschutzrichtlinie Blog