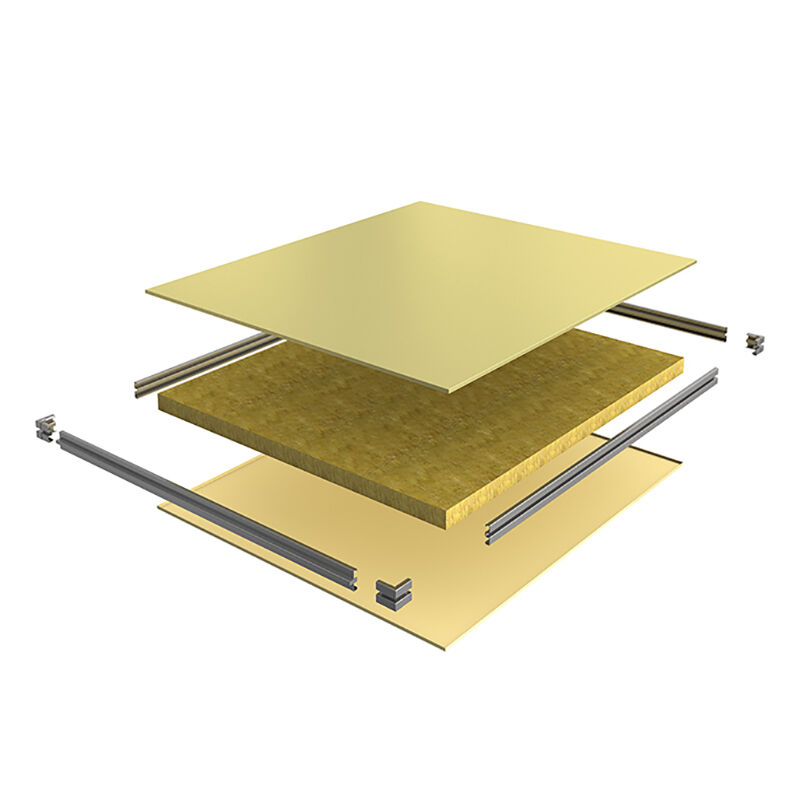
Snijd een cleanroompaneel dwars door en u ziet drie afzonderlijke lagen: twee platte stalen platen aan de buitenkant, een blok kernmateriaal in het midden en een smalle strook gevormd metaal die rond alle vier de randen loopt om alles bij elkaar te houden. Dat is de anatomie. Maar een cleanroompaneel beschrijven als "twee stalen platen met iets ertussen" is ongeveer even nuttig als een farmaceutische tablet beschrijven als "poeder dat in een vorm is geperst." De materialen — waarmee het staal is gecoat, waaruit de kern bestaat, hoe de randen zijn afgedicht en welke lijm het geheel bij elkaar houdt — bepalen bijna alles over de prestaties van het paneel in gebruik.
Dit is belangrijk omdat schonkamerwanden gaan naar omgevingen waar de gevolgen van een materiaalverval ernstig zijn. Een oppervlaktecoating die afbreekt onder herhaalde desinfectie wordt een bron van contaminatie. Een kernmateriaal dat vezels verliest via een onvoldoende afgedichte rand, voldoet niet aan de eisen voor contaminatiebeheersing in de farmaceutische en voedingsmiddelenindustrie. Een lijm die na jarenlang thermisch cyclisch belast worden zijn hechtkracht verliest, veroorzaakt ontbladering die zowel de structurele integriteit als de luchtdichtheid in gevaar brengt.

In dit artikel wordt elk onderdeel van een cleanroompaneel gedetailleerd uitgelegd: waarvan het is gemaakt, welke alternatieven er bestaan, waarom elke keuze belangrijk is en hoe de onderdelen met elkaar interageren binnen een compleet paneelsysteem.
Een cleanroompaneel is een sandwichcomposiet: stijve buitenste wandplaten die zijn verbonden met een massieve kern, waarbij alle randen zijn afgesloten. De term "sandwich" is structureel van aard — de buitenste platen en de kern werken samen als een composietelement, waarbij de stalen wandplaten de trek- en drukspanningen opnemen en de kern de schuifweerstand biedt en de afstand tussen de wandplaten waarborgt. Deze composietwerking is wat een dun paneel zijn stijfheid en draagvermogen verleent.
Elk van die vijf componenten omvat materiaalkeuzes die van invloed zijn op de prestaties, levensduur en geschiktheid van het paneel voor specifieke toepassingen. De onderstaande secties behandelen elk onderdeel uitgebreid.
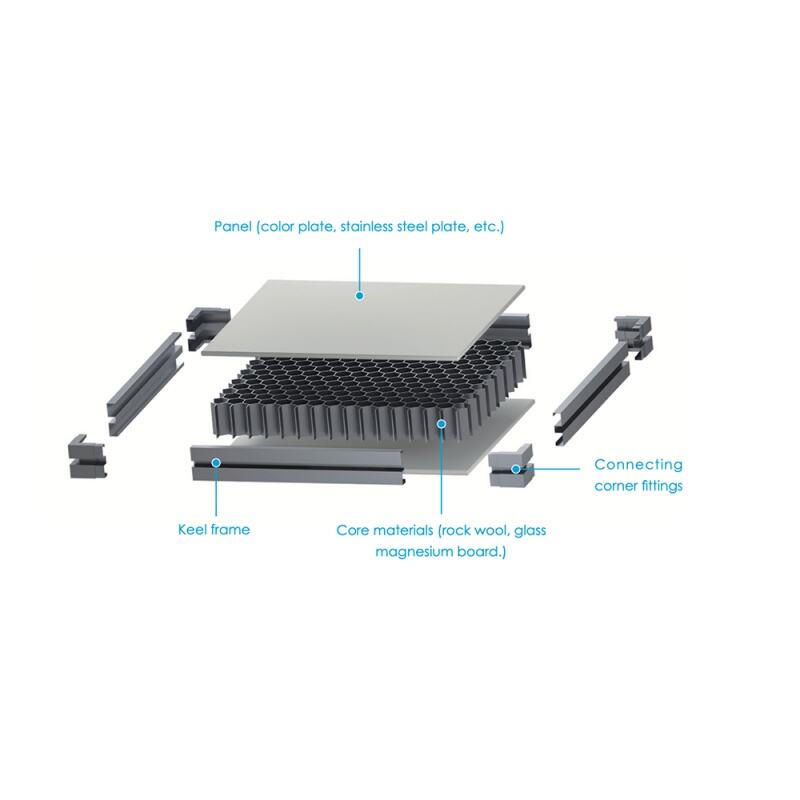
De twee buitenste platen – in de paneelindustrie aangeduid als "dekplaten" – vervullen tegelijkertijd drie functies: ze leveren de structurele trek- en drukcapaciteit waardoor het paneel kan overspannen tussen de steunpunten, ze vormen de dampremmende laag die de kern beschermt tegen vocht, en ze vormen het oppervlak waarmee personeel in contact komt en dat wordt blootgesteld aan reinigingsmiddelen. In een cleanroom is die laatste functie de reden waarom de meeste specificatie-inspanning wordt geleverd.
De ondergrond voor de meeste cleanroompaneelbekledingen is koudgewalst gegalvaniseerd staal — een staalstrook die tot een nauwkeurige dikte is gewalst en vervolgens met een dunne laag zink (galvaniseringslaag) is bedekt om corrosiebestendigheid te bieden, voordat het decoratieve en beschermende laksysteme wordt aangebracht.
Het galvanisatiegewicht wordt gespecificeerd in gram per vierkante meter (g/m²) zinklaag, meestal aangeduid als Z275 (275 g/m² totaal, aan beide zijden) of gelijkwaardige aanduidingen op verschillende markten. Voor standaard binnenomstandigheden in cleanrooms biedt Z275 voldoende corrosiebestendigheid. Voor panelen die blootstaan aan buitenselectie, kustgebieden op enkele kilometers van de zee of zeer vochtige binnenvoorwaarden is een zwaardere zinklaag of een Galvalume-ondergrond (een legering van 55% aluminium en zink, meestal AZ150) aanzienlijk beter bestand tegen corrosie.
De bekledingsdikte is de andere belangrijke parameter. De meest gebruikte specificatie voor cleanroompaneelbekledingen is 0.5 mm aan beide zijden. Dunner plaatmateriaal (0,4 mm) verlaagt de kosten en het gewicht, maar vermindert de slagvastheid en oppervlakterigiditeit — golfvorming wordt duidelijker zichtbaar bij schuin invallend licht en het paneel is gevoeliger voor deuken door operationele impact. Dikker plaatmateriaal (0,6–0,8 mm) wordt gespecificeerd voor gebieden met hoge impactbelasting — gangwanden waar apparatuur regelmatig wordt verplaatst, omlijstingen van deuren en panelen naast laadgebieden.
| Dikte van de bekleding | Typisch gebruik | Opmerkingen |
|---|---|---|
| 0,4 mm | Economische cleanrooms, plafondpanelen | Lagere slagvastheid; niet aanbevolen voor wandgebieden met veel verkeer |
| 0.5 mm | Standaard cleanroomwanden — farmacie, voedingsmiddelen, elektronica | Branchestandaard voor de meeste GMP-toepassingen |
| 0,6 mm | Gangen, materialenhandelingszones | Betere slagvastheid; verminderde oppervlaktegolfvorming |
| 0,8–1,0 mm | Zwaar belaste industriële cleanrooms, dockgebieden | Gespecificeerd waar heftruckverkeer of zware apparatuur een impactrisico vormt |
Het laksystema dat wordt aangebracht op het verzinkte staalsubstraat is wat de meeste mensen in een cleanroom daadwerkelijk zien en aanraken — en in gereguleerde omgevingen is dit wat reinigingsmiddelen, desinfecterende middelen en inspecteurs gedurende de gehele levensduur van de installatie mee in contact komen. De keuze van de coating is een van de meest consequentievolle materiaalkeuzes bij de specificatie van cleanroompanelen.
Standaardpolyester (PE) is de meest gebruikte coating op algemene voorverfde staalproducten. Deze wordt aangebracht via een bandcoatingproces — de staalstrook doorloopt een coatinglijn waarbij primer en toplaag worden aangebracht en in een continue oven worden gehard — waardoor een uniform, fabrieksgecontroleerd laksystema ontstaat dat goedkoper is dan premiumalternatieven.
PE-coatings presteren goed in omgevingen waar reiniging plaatsvindt met milde reinigingsmiddelen die met matige frequentie worden toegepast. Ze zijn niet geschikt voor agressieve desinfectieprotocollen — met name die waarbij oxidatieagentia zoals waterstofperoxide-damp (VHP), oplossingen met een hoge concentratie bleekwater (natriumhypochloriet >1%) of perazijnzuur worden gebruikt. Bij herhaalde blootstelling aan deze agentia kunnen PE-coatings verbleken, micro-porositeit ontwikkelen en hun hechting aan de ondergrond verliezen, waardoor ze geleidelijk moeilijker schoon te maken worden. In farmaceutische cleanrooms van klasse B of C die regelmatig onderworpen zijn aan VHP-biodescontaminatie, vertonen PE-coatings doorgaans zichtbare verslechtering binnen 5–8 jaar.
PVDF is de referentiecoating voor gereguleerde cleanroomomgevingen. De chemie omvat een fluoropolymer backbone met sterke koolstof-fluor-bindingen die zowel UV-afbraak als chemische aanvallen veel effectiever weerstaan dan op koolwaterstof gebaseerde coatings zoals polyester. Toonaangevende PVDF-systemen — waarbij Kynar 500® het meest wordt genoemd in farmaceutische en voedingsmiddelenspecificaties — zijn goedgekeurd voor meer dan 20 jaar buitengebruik in omgevingen met hoge UV-blootstelling. In binnenlandse cleanroomtoepassingen (zonder UV) is hun chemische weerstand het relevante prestatiekenmerk, en ze presteren consistent beter dan PE-coatings onder farmaceutische desinfectieprotocollen gedurende de levensduur van een installatie van 20–30 jaar.
PVDF wordt toegepast in hetzelfde coilcoatingproces als PE, maar maakt gebruik van een gespecialiseerd tweelaagsysteem: een primerlaag die corrosie onderdrukt (meestal op epoxibase) en een PVDF-toplaag. De totale droge film dikte bedraagt doorgaans 25–30 µm voor cleanroomtoepassingen. De prijsopslag ten opzichte van een standaard PE-coating is ongeveer 15–20% op de eindprijs van het paneel — bescheiden wanneer deze wordt gespreid over een levenscyclus van 25 jaar van de installatie, maar aanzienlijk wanneer deze wordt geconcentreerd in een projectbudget.
HDP neemt een tussenpositie in tussen standaard PE en PVDF, zowel qua prestaties als kosten. Gemodificeerde polyesterformuleringen met siliciumadditieven bieden betere UV-bestendigheid en een zekere verbetering van de chemische bestendigheid vergeleken met standaard PE, maar benaderen de prestaties van PVDF niet onder agressieve oxiderende desinfectiemiddelen. HDP is een redelijke specificatie voor farmaceutische ruimten van klasse D waar matige reinigingsmiddelen worden gebruikt, en voor voedselverwerkingsomgevingen waarbij het desinfectieprotocol geen chloorconcentraties boven de 500 ppm of oxiderende agentia omvat.
Epoxycoatings bieden een goede chemische weerstand en hardheid, maar hebben een slechte UV-stabiliteit — ze verbleken snel bij direct zonlicht. Voor binnenruimten in cleanrooms zonder UV-blootstelling kan epoxy een kosteneffectieve optie zijn wanneer bestandheid tegen oplosmiddelen de voornaamste eis is. Sommige gespecialiseerde cleanroomtoepassingen (bijvoorbeeld in halfgeleiderfabrieken waar bepaalde organische oplosmiddelen worden gebruikt) specificeren juist epoxycoatings vanwege hun uitstekende bestandheid tegen oplosmiddelen. Voor algemene farmaceutische en levensmiddelentoepassingen wordt PVDF verkozen boven epoxy vanwege de superieure langetermijnbehoud van het uiterlijk en de flexibiliteit van PVDF.
| Coating | Chemische weerstand | VHP / Oxiderend | UV-bestendigheid | Levensduur (binnen) |
|---|---|---|---|---|
| PVDF | Uitstekend | Uitstekend | Uitstekend | 25+ Jaren |
| HDP | Goed | Matig | Goed | 1520 jaar |
| Epoxy | Goed | Matig | Slecht (alleen binnen) | 10–15 jaar (binnen) |
| Standaard PE | Matig | Arme | Matig | 8–12 jaar |
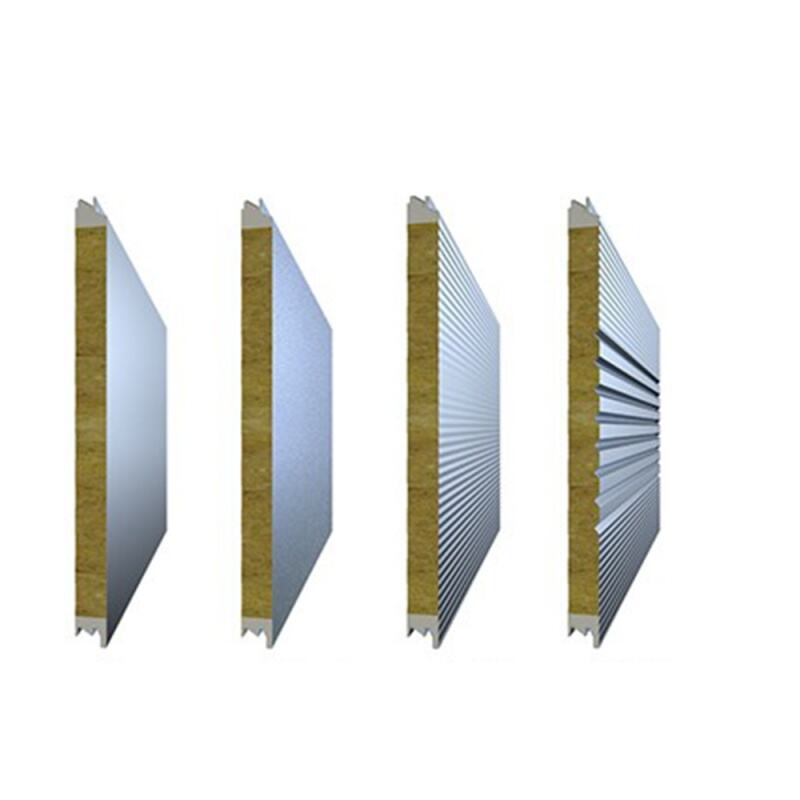
De kern is het materiaal tussen de twee stalen platen. Het is het component dat thermische isolatie biedt, bijdraagt aan de akoestische prestaties, de brandclassificatie bepaalt en — voor cleanroomtoepassingen — volledig omsloten moet zijn, zodat geen deeltjes ervan in de gecontroleerde omgeving kunnen terechtkomen. Er zijn vijf hoofdtypen kernmateriaal die worden gebruikt in cleanroompanelen, elk geschikt voor verschillende toepassingen.
Steenglaswol wordt gemaakt door basaltgesteente (en vaak gerecycleerde slak uit de staalproductie) te smelten bij temperaturen boven 1.500 °C, waarna het gesmolten materiaal met een proces dat in principe vergelijkbaar is met het maken van suikerspin wordt uitgesponnen tot fijne vezels. Deze vezels worden verzameld, met een fenolhars als bindmiddel aan elkaar gebonden en onder gecontroleerde dichtheid samengeperst tot rigide platen. Het resulterende materiaal bestaat grotendeels uit anorganische stoffen — ongeveer 97–98 % minerale vezels — wat verklaart waarom het niet brandt.
Steenglaswol — Belangrijke eigenschappen
Voor cleanroompanelen is niet alle steenwol gelijkwaardig. De dichtheid is van groot belang: 100–120 kg/m³ is de standaardspecificatie voor farmaceutische GMP-cleanrooms en biedt een voldoende hechtingsoppervlak voor de lijm, een aanvaardbare akoestische prestatie en langdurige dimensionele stabiliteit. Steenwol met een lagere dichtheid (60–80 kg/m³, gebruikt in standaard industriële sandwichpanelen) kan op de lange termijn inklinken en lege ruimtes tussen kern en bekleding veroorzaken. Ook de vezeloriëntatie is van belang: lamella-georiënteerde steenwol, waarbij de vezels loodrecht op het paneeloppervlak (in plaats van parallel daaraan) lopen, biedt een aanzienlijk hogere hechtkracht aan de interface met de bekleding.
Aluminiumhoningraat is een structureel kernmateriaal dat bestaat uit dunne aluminiumfolie die is uitgebreid tot een zeshoekig celpatroon — hetzelfde geometrische principe dat wordt gebruikt in bijenkorven. De cellen hebben doorgaans een diameter van 6–12 mm. Het honingraatplaatje wordt met een structurele lijm tussen de twee stalen wanden geplakt, en de samengestelde werking van de dunne aluminiumcellen onder druk, gecombineerd met de stalen wanden onder trek- en drukbelasting, levert een paneel op met uitzonderlijke stijfheid ten opzichte van zijn gewicht.
Aluminiumhoningraat — Belangrijkste eigenschappen
Aluminiumhoningraat biedt geen significante thermische isolatie — de thermische weerstand per millimeter is veel lager dan die van elke schuimkern. Voor plafondpanelen in cleanrooms is echter thermische isolatie niet de primaire eis. Wat wel nodig is, is een lichtgewicht, stijve, niet-brandbare paneel die veilig het gewicht kan dragen van onderhoudspersoneel dat eroverheen loopt bij het vervangen van HVAC-filters of het onderhouden van verlichting. Een aluminiumhoningraat met een dikte van 50 mm kan typisch een geconcentreerde belasting van 150–200 kg/m² dragen met een aanvaardbare doorbuiging — voldoende voor onderhoudstoegang in de meeste plafondconfiguraties in de farmaceutische en levensmiddelenindustrie.
Polyurethaanschuim wordt gemaakt door twee vloeibare reactieve chemische componenten — een polyol en een isocyanaat — te mengen, die exotherm reageren en uitzetten, waardoor de ruimte tussen de twee stalen wanden in een continu laminatieproces wordt gevuld. Terwijl het schuim uitzet, hecht het zich direct aan beide oppervlakken, waardoor een continue hechting ontstaat zonder een afzonderlijke lijmstap. Het resultaat is een gesloten-celstructuur met zeer fijne, uniforme cellen — en juist deze fijne celstructuur, die gasmoleculen effectief opsluit, geeft PU-schuim zijn uitstekende thermische isolatie-eigenschappen.
PU-schuim — Belangrijkste eigenschappen
PIR (polyisocyanuraat) schuim is een chemisch gewijzigde versie van PU met een hoger isocyanaatgehalte in het reactiemengsel. Dit leidt tot een thermisch stabieler schuim dat licht beter brandgedrag vertoont (B2-classificatie onder meer omstandigheden) en een marginaal lagere lambda-waarde heeft (0,022–0,024 W/m·K) vergeleken met standaard PU. PIR wordt steeds vaker de voorkeurspecificatie boven standaard PU voor dakpanelen en toepassingen waar zowel thermische prestaties als brandgedrag van belang zijn — hoewel het, net als PU, een brandbaar materiaal blijft en niet kan voldoen aan de A1-niet-brandbare eis.
Papieren honingraat gebruikt dezelfde zeshoekige celgeometrie als aluminium honingraat, maar vervangt de aluminiumfolie door kraftpapier geïmpregneerd met fenolhars. Het is lichter dan aluminium en aanzienlijk goedkoper, maar minder stijf, minder bestand tegen vocht en brandbaar (klasse B of C). Papieren honingraatpanelen worden gebruikt in economische cleanroomplafond- en scheidingsconstructies — ISO 7–9 algemene industriële of onderzoeksfaciliteitencleanrooms waar de eisen aan brandveiligheid minder streng zijn en het budget een primaire beperkende factor vormt. Ze zijn niet geschikt voor farmaceutische GMP-omgevingen of voedselverwerkingsfaciliteiten met regelmatige blootstelling aan water.
EPS wordt vervaardigd door polystyreelkorrels met stoom te doen uitzetten, waarna deze worden samengevoegd tot blokken en op maat worden gesneden. Het is de meest kosteneffectieve schuimkern en thermisch gezien de eenvoudigste — de lambda-waarde (0,036–0,040 W/m·K) is vergelijkbaar met die van steenwol, maar EPS heeft niet het brandveiligheidsvoordeel van steenwol. EPS-panelen worden gebruikt in algemene industriële toepassingen van economische kwaliteit: basisreinruimtes, landbouwgebouwen en kantoorafscheidingssystemen. Ze zijn brandbaar, hebben een bedrijfstemperatuurgrens van ongeveer 75–80 °C (waardoor ze ongeschikt zijn als dakpanelen voor buitengebruik in zeer warme klimaten) en worden niet aanbevolen voor farmaceutische, voedings- of ziekenhuisomgevingen.
| Kern | Gemaakt van | Brandklasse | Thermisch | Gewicht | Primair gebruik |
|---|---|---|---|---|---|
| Steenwol | Basaltgesteente + gerecycleerde slakken, gesponnen vezel | A1 | Matig | Zwaar | GMP-farmacie, ziekenhuizen, voedingsmiddelenwanden |
| Al. Honingraat | Aluminiumfolie, zeshoekige cel | A1 | Laag (structureel) | Zeer licht | Cleanroom-plafondpanelen |
| PIR-schuim | Polyisocyanuraat, gesloten-cel schuim | B2 | Uitstekend | Licht | Dakpanelen, warme klimaten, koelruimten |
| PU-schuim | Polyurethaan, gesloten-cel schuim | B2 | Uitstekend | Licht | Koudopslag, voedingsmiddelen-koudketen |
| Papier honingraat | Kraftpapier, fenolhars | B–C | Laag | Licht | Economische cleanroomplafonds en -scheidingen |
| EPS | Uitgezette polystyreelkorrels | B2/B3 | Matig | Zeer licht | Algemene industriële toepassingen, economische bouwoplossingen |
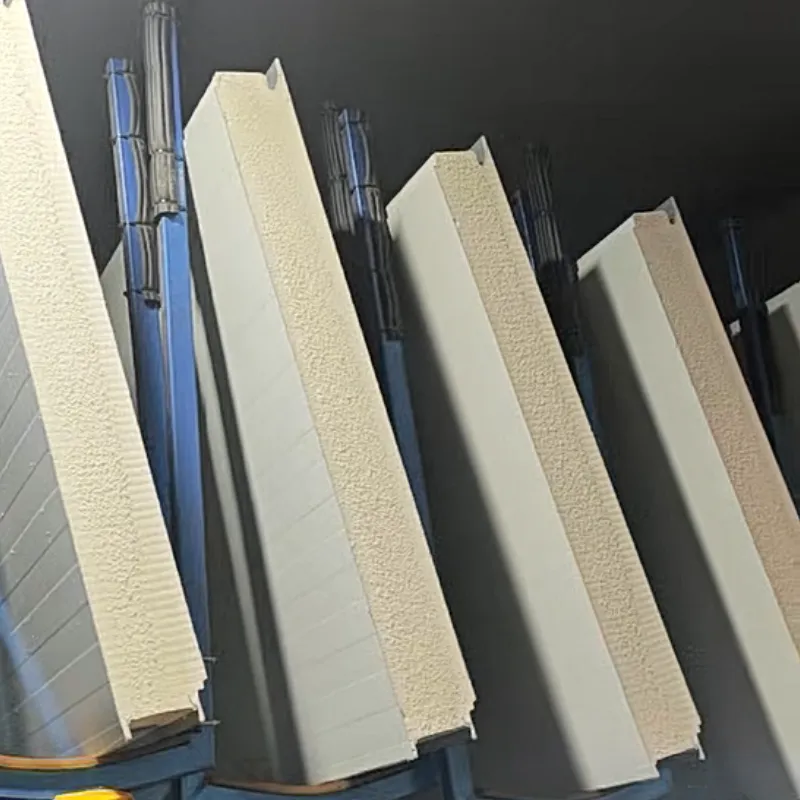
Dit is de enige eigenschap die een cleanroompaneel het duidelijkst onderscheidt van een standaard industrieel sandwichpaneel — en het is het detail dat het makkelijkst over het hoofd wordt gezien bij het vergelijken van productfoto's of specificaties zonder het fysieke product in handen te hebben.
Standaard industriële sandwichpanelen (voor pakhuisbekleding, koelopslag) worden op een continue productielijn op lengte gesneden, waardoor de snijranden open blijven of slechts minimaal beschermd zijn. Het kernmateriaal is toegankelijk aan de randen. Voor een pakhuis is dit irrelevant. Voor een cleanroom betekent dit dat het kernmateriaal — of het nu steenwolvezels, EPS-korrels of schuimdeeltjes zijn — direct contact heeft met de binnenruimte en voortdurend deeltjes afgeeft aan de gecontroleerde omgeving.
Een cleanroompaneel heeft alle vier de randen omsloten met speciaal vervaardigde gevormde stalen of aluminium kanaalsecties die de kern volledig bedekken. Deze kanalen worden mechanisch geklemd of gevouwen over de rand van het paneel en vastgemaakt met lijm. Het resultaat is een paneel waarbij geen kernmateriaal op welk vlak of aan welke rand dan ook zichtbaar is. Voer uw vinger langs de rand — u moet alleen glad metaal voelen, zonder toegang tot het kernmateriaal.
Hoe een monster te controleren: Bij het beoordelen van cleanroompaneelmonsters van potentiële leveranciers, draait u het paneel op zijn rand en inspecteert u alle vier de zijden. Er mag geen zichtbaar kernmateriaal te zien zijn — geen steenwolvezels, geen schuim, geen kier tussen het randkanaal en het paneeloppervlak. Druk ferm op het randkanaal: het moet solide en goed verbonden aanvoelen, niet los of gemakkelijk vervormbaar. Elk paneel waarbij u toegang hebt tot de kern via de rand is geen cleanroompaneel, ongeacht wat op het technische gegevensblad staat.
Bij cleanroompanelen met een kern van steenwol, aluminiumhoningraat of papierhoningraat – die zich niet op dezelfde manier aan de stalen bekleding kunnen hechten als schuim tijdens het uitzetten – is de lijm een afzonderlijk, cruciaal onderdeel. Het is de lijm die de belasting overdraagt tussen de stalen bekleding en de kern, en die bepaalt of het paneel zijn structurele integriteit behoudt gedurende tientallen jaren van thermische cycli, mechanische belasting en gelegelijke impact.
De standaardlijm voor hoogwaardige cleanroompanelen is een tweecomponentenpolyurethaansysteem (2C-PU). De twee componenten – polyol en isocyanaten, met dezelfde chemie als PU-schuim maar geformuleerd voor hechtoepassingen in plaats van schuimtoepassingen – worden onmiddellijk vóór gebruik gemengd en aangebracht op zowel de stalen bekleding als het kernoppervlak. De lijm hardt gedurende 12–24 uur onder druk uit, waardoor een verbinding ontstaat die zowel sterk als flexibel is – flexibiliteit is belangrijk omdat staal en steenwol verschillende uitzettingscoëfficiënten hebben en de lijm de differentiële beweging moet kunnen opvangen zonder te barsten gedurende decennia van gebruik.
Kritieke parameters voor het lijmsysteem:
Bij PU- en PIR-schuimpanelen die op continue laminatielijnen worden vervaardigd, fungeert het schuim zelf als lijm: het hecht aan de stalen bekledingen tijdens het opzwellen en uitharden. De kwaliteit van de hechting hangt af van de chemie van het schuim, de linsnelheid, het temperatuurprofiel en de voorbereiding van het oppervlak van de stalen bekleding. Panelen van goed ontworpen continue lijnen kunnen uitstekende hechtkwaliteit bereiken; panelen van minder kwalitatief hoogwaardige lijnen kunnen onzichtbare luchtkaviteiten aan de bekledingsinterface bevatten, wat de structurele prestaties vermindert.
Zodra individuele panelen zijn gefabriceerd, moeten ze op een manier met elkaar, met de vloer en met het plafond worden verbonden die de luchtdichtheid en contaminatiebeheersing van het gehele ruimsysteem waarborgt. De materialen die voor deze aansluitingen worden gebruikt, zijn even belangrijk als de materialen van de panelen zelf.
De standaardaansluiting voor cleanrooms in de farmaceutische en voedingsmiddelenindustrie is een verborgen interne aansluiting: een geprofileerde stalen of aluminium extrusie die is ontworpen om over de naad tussen twee aangrenzende panelen te spannen. De aansluiting bevindt zich binnen de naadopening en is niet zichtbaar vanuit de ruimte. Veelvoorkomende profielen op de Chinese en internationale markt zijn kruisvormige (‘kruisprofiel’ in de terminologie van de Chinese industrie) en T-vormige aansluitingen. Het materiaal is meestal verzinkt staal of roestvrij staal voor stevigheid; aluminium wordt gebruikt voor minder zware toepassingen of waar corrosie een probleem kan zijn.
U-vormige kanaaltjes in de vloer en het plafond bepalen de positie van de onderkant en bovenkant van wandpanelen. Deze kanaaltjes worden meestal vervaardigd uit verzinkt of roestvrij staal en zijn afgestemd op de dikte van de panelen. In farmaceutische cleanrooms is het vloerkanaaltje zo ontworpen dat de overgang tussen vloer en paneel afgerond kan worden (zie hieronder), zonder dat er een rand of trede ontstaat. Vloerkanaaltjes moeten vóór de installatie van de panelen met een geschikte lijm of mechanische bevestigingsmiddelen aan de dragende vloer worden bevestigd; de voeg tussen het vloerkanaaltje en de vloer wordt met siliconen afgedicht als onderdeel van het luchtdichte systeem van de ruimte.
Binnenhoeken, buitengehoeken en T-verbindingen (waar een scheidingswand een omtrekmuur raakt) vereisen elk speciaal vervaardigde extrusies. Dit zijn meestal gevormde aluminiumprofielen, afgestemd op de specifieke paneeldikte en geconfigureerd om de hoekgeometrie te volgen. In farmaceutische cleanrooms hebben binnenhoekstukken de afgeronde hoek (cove-radius) van 40–60 mm bij de vloer-wand- en wand-plafondverbindingen, waardoor de vierkante binnenhoek wordt vermeden die een onreinigbaar gebied zou vormen.
Siliconenkit is het laatste materiaal dat een cleanroomomhulling luchtdicht maakt. Het wordt aangebracht op elke paneelnaad, elke hoekovergang, elke doorgang door het paneeloppervlak en elke verbinding tussen het paneelsysteem en de vloer en het plafond; siliconen zorgt zowel voor de luchtdichte afdichting als voor de hygiënische oppervlakteafwerking aan de naden. De specificatie van de kit is van belang:
Gelakt gegalvaniseerd staal is wereldwijd het meest gebruikte bekledingsmateriaal voor cleanroompanelen, maar verschillende alternatieve materialen worden toegepast in specifieke toepassingen waarbij de eigenschappen van staal ontoereikend zijn of waarbij bepaalde prestatiekenmerken prioriteit hebben.
RVS-bekledingen elimineren het laksystema volledig en daarmee ook de vraag naar de duurzaamheid van de coating. Kwaliteit 304 biedt uitstekende corrosieweerstand in de meeste farmaceutische en voedingsmiddelenomgevingen. Kwaliteit 316L bevat molybdeen in de legering, wat de weerstand tegen chloride-geïnduceerde putcorrosie verbetert — waardoor het de juiste keuze is voor installaties aan de kust, faciliteiten die chloorhoudende desinfectiemiddelen met hoge concentratie gebruiken, en cytotoxische of hoogpotente farmaceutische productiegebieden waar de meest agressieve chemische omgevingen worden aangetroffen.
De gebruikelijke afwerking is No. 4 (gebost) of 2B (glad koudgewalst) — de geboste afwerking levert een glad, maar niet-weerspiegelend oppervlak op dat de schittering vermindert in felverlichte farmaceutische of laboratoriumruimten. Roestvrijstalen panelen zijn aanzienlijk duurder (60–90% boven de prijs van PVDF-gecoate equivalente panelen), maar elimineren schilderwerk en herafwerking uit het langetermijnonderhoudsprogramma van de installatie.
FRP-afdekkingen gebruiken geweven glasvezelversterking die is ingebed in een polyester- of vinylesterharsmatrix. Het resulterende materiaal is licht van gewicht, chemisch bestand tegen een brede waaier industriële reinigingsmiddelen en desinfectiemiddelen, en verkrijgbaar met gladde gelcoatingafwerkingen die schoonmaakbaar en hygiënisch zijn. FRP wordt veel gebruikt in cleanrooms voor de voedingsmiddelenverwerking waar de wanden onderhevig zijn aan spoelingen met heet water onder hoge druk – FRP verdraagt deze behandeling beter dan geverfd staal bij herhaalde cycli. Het wordt ook gebruikt in sommige chemische verwerkings- en halfgeleideromgevingen waar specifieke oplosmiddelcompatibiliteit vereist is. FRP-panelen kunnen niet de brandklasse A1 behalen.
HPL is een decoratief oppervlakmateriaal dat bestaat uit lagen kraftpapier, geïmpregneerd met fenolhars, en een bovenste decoratieve laag; dit geheel wordt onder hoge temperatuur en druk samengeperst. Bij cleanroompanelen wordt HPL als binnenoppervlakmateriaal op de stalen ondergrond aangebracht. Het biedt uitstekende krasbestendigheid, een brede keuze aan kleuren en oppervlakstructuren (waaronder antistatische varianten) en redelijke chemische weerstand. Panelen met HPL-oppervlak worden gebruikt in elektronica-cleanrooms en laboratoriumomgevingen waar krasbestendigheid en esthetische flexibiliteit belangrijk zijn. HPL is brandbaar en daarom niet geschikt voor farmaceutische GMP-cleanrooms die voldoen moeten aan classificatie A1.
Het vertalen van de bovenstaande materiaalopties naar een projectspecificatie komt neer op het matchen van de primaire vereisten van elke toepassing met de materiaaleigenschappen die daaraan tegemoetkomen. Hieronder vindt u een praktisch overzicht:
| Toepassing | Wandcore | Plafondcore | Oppervlak (binnenkant) | Dikte van de bekleding |
|---|---|---|---|---|
| GMP-farmacie (klasse B/C) | Steenglaswol 100 mm | Al. honingraat 50 mm | PVDF of RVS 304 | 0.5 mm |
| Operatiekamer van het ziekenhuis | Steenglaswol 100 mm | Al. honingraat 50 mm | PVDF wit | 0.5 mm |
| Voedingsmiddelenverwerking (omgevingstemperatuur) | Steenschuim 75 mm | Al. honingraat / steenwol | PVDF of FRP | 0,5–0,6 mm |
| Halfgeleider-/elektronica-industrie | Steenschuim 75–100 mm | Al. honingraat 50 mm | PVDF antistatisch / HPL / RVS | 0.5 mm |
| Koudecel / farmaceutische koelopslag | PU/PIR 150–200 mm | PU/PIR 100–150 mm | PVDF of PE | 0.5 mm |
| Algemene industriële cleanroom (ISO 7–9) | Steenwol of PU 50–75 mm | Papierhoningraat / Al-honingraat | PVDF of HDP PE | 0,4–0,5 mm |

In een correct vervaardigd cleanroompaneel is de kern volledig ingekapseld — en dus vanuit geen enkele hoek zichtbaar. De twee stalen wandplaten bedekken de voor- en achterzijde, en gevormde stalen of aluminium randkanalen sluiten alle vier de gesneden randen af. Dit is een kenmerkende eigenschap van een cleanroompaneel ten opzichte van een standaard industrieel sandwichpaneel. Als u de kern van het materiaal vanuit welke richting dan ook kunt zien of bereiken bij inspectie van een paneel, dan is dit paneel niet vervaardigd volgens cleanroomnormen, ongeacht wat er op het specificatieblad staat.
Vuurclassificatie. Steenwol behaalt klasse A1 (niet-brandbaar) volgens EN 13501-1. Polyurethaan- en PIR-schuim behalen hoogstens klasse B2 (brandbaar). Bijlage 1 van de EU-GMP-richtlijnen en de meeste nationale brandveiligeheidsvoorschriften voor farmaceutische productie vereisen niet-brandbare bouwmaterialen in productiegebieden. Schuimkernpanelen kunnen, ongeacht hun overige eigenschappen, aan deze eis niet voldoen. Steenwol biedt ook een betere akoestische prestatie (38–45 dB Rw bij 100 mm, vergeleken met 28–35 dB voor gelijkwaardig PU), wat nuttig is in farmaceutische installaties waar geluidsisolatie tussen productiezones vereist is.
Bij de meeste cleanroompanelen worden de binnen- en buitenschil gemaakt van hetzelfde basismateriaal (gegalvaniseerd staal) en hetzelfde coatingsysteem (PVDF of PE). Bij sommige specificaties wordt een zwaardere schil gebruikt aan de binnenzijde (de 'schone zijde') voor betere slagvastheid, terwijl een iets dunner buitenschild toegestaan is. Bij farmaceutische panelen, waarbij de buitenzijde blootstaat aan buitenseweeromstandigheden of aan omstandigheden met hoge luchtvochtigheid in technische ruimtes, kan de buitenschil worden gespecificeerd met een zwaardere zinklaag of een Galvalume-substraat voor extra corrosiebescherming. Bij roestvrijstalen panelen zijn beide schillen doorgaans van dezelfde kwaliteit en afwerking.
Steenglaswol bevat al een aanzienlijk aandeel gerecycleerd materiaal — meestal 20–30% postindustriële gerecycleerde slak uit de staalproductie, die één van de grondstoffen is voor het vezelsmeltingsproces. De stalen bekledingen bestaan uit staal met de standaard hoeveelheid gerecycleerd materiaal die inherent is aan het staalproductieproces. PU- en PIR-schuimkernen zijn op petroleum gebaseerde polymeren met beperkt gerecycleerd aandeel in huidige commerciële producten. Voor projecten met duurzaamheidscertificeringseisen (LEED, BREEAM) kan het gerecycleerde aandeel van steenglaswolpanelen bijdragen aan materialencredits — vraag de paneelfabrikant om EPD-documentatie (Environmental Product Declaration) als dit relevant is voor uw project.
De meest betrouwbare veldtest is een peeltest: probeer aan een gesneden rand of hoek de buitenlaag met de hand van de kern te scheiden. Bij een correct verbonden paneel moet de steenwol scheuren voordat de hechting verloren gaat — u moet steenwolvvezels uit elkaar trekken, niet een schone buitenlaag van een schone kernoppervlakte afscheuren. Een schone scheiding aan de interface tussen buitenlaag en kern wijst op een zwakke of mislukte hechting. Voor strengere verificatie vereisen juiste destructieve hechtings- en peelsterktetests een trekproefmachine en moeten voor aanzienlijke bestellingen worden uitgevoerd door een onafhankelijk laboratorium. Het eisen van een hechtingssterkterapport van een onafhankelijk laboratorium dat is geaccrediteerd door een erkende instantie (SGS, Bureau Veritas, Intertek) vóór het plaatsen van een grote bestelling is de betrouwbare aanpak.
Nee. De dikte van de bekleding varieert afhankelijk van de toepassingsvereiste en de productspecificatie. Standaard cleanroompanelen voor wanden in de farmaceutische en voedingsmiddelenindustrie hebben een bekleding van 0,5 mm aan beide zijden. Goedkope plafondpanelen kunnen een bekleding van 0,4 mm hebben. Panelen voor hoge-impactgebieden zoals gangen of laadruimtes specificeren een bekleding van 0,6 mm of dikker. Sommige fabrikanten gebruiken 0,5 mm aan de binnenzijde (schone zijde) en 0,4 mm aan de buitenzijde om het gewicht te verminderen, terwijl de kwaliteit van het binnenoppervlak behouden blijft — controleer altijd de dikte aan beide zijden bij het vergelijken van producten, aangezien marketingmateriaal soms alleen de dikte van de binnenzijde vermeldt.
Cleanroompanelen kunnen aan het einde van hun levensduur gedeeltelijk worden gerecycled, hoewel het proces de scheiding van de verschillende materialen vereist. De stalen buitenlagen zijn volledig recycleerbaar via standaard metaalrecycling. Steenwol kan worden gerecycled voor de productie van nieuwe steenwol — sommige fabrikanten hebben inzamel- en recyclingprogramma’s opgezet voor panelen aan het einde van hun levensduur. PU- en PIR-schuim zijn moeilijker te recyclen en belanden meestal op een stortplaats of worden gebruikt voor energieterugwinning. Aluminiumhoningraat is volledig recycleerbaar via aluminiumrecyclingstromen. Voor projecten met eisen op het gebied van afvalbeheer aan het einde van de levensduur vormen steenwol- en aluminiumhoningraatpanelen het meest gunstige recyclabiliteitsprofiel onder de belangrijkste paneeltypes.
Glostar produceert cleanroompanelen met alle mogelijke kernmaterialen — steenwol, aluminiumhoningraat, PU en PIR — met opties voor huidmateriaal van PVDF-gecoat metaal, roestvrij staal en FRP. Ons technische team kan de juiste combinatie van materialen aanbevelen voor uw toepassing, klimaat en regelgevingseisen.
Neem contact op met ons team → Actueel nieuws
Actueel nieuws2026-06-18
2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10

Wij geloven dat wij, door kwaliteit te waarborgen en innovatie te omarmen, transformatieve veranderingen in de architectuur kunnen bewerkstelligen en een duurzame toekomst voor de bouwsector kunnen opbouwen.
Nr. 377, Gaoqi Road, High-tech Zone, Binzhou City, provincie Shandong, China
Copyright © Shandong Kexing New Energy Co., Ltd. Alle rechten voorbehouden Privacybeleid Blog