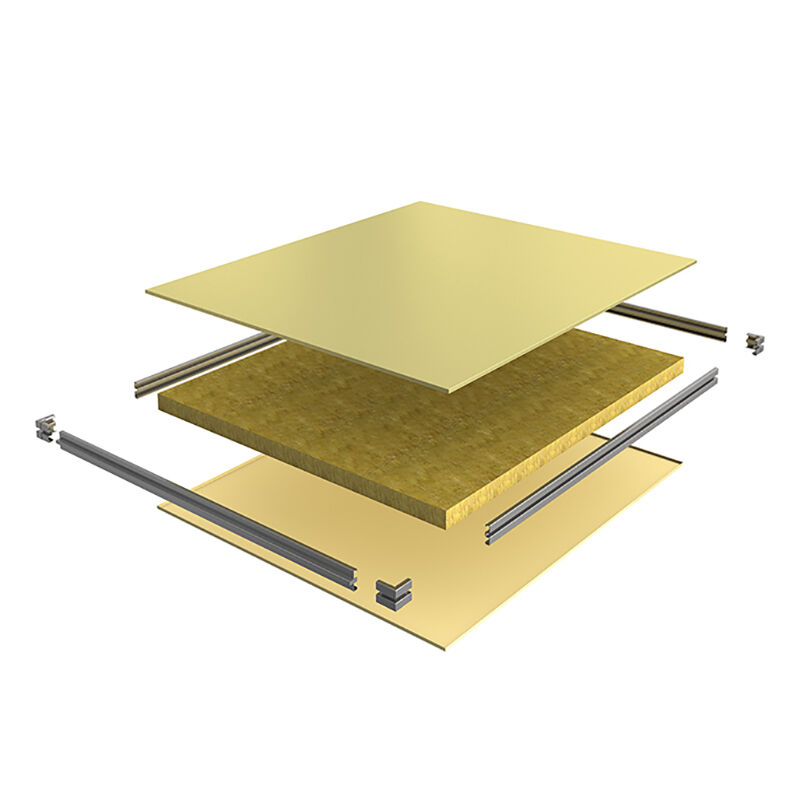
Cut a cleanroom panel open cross-section and you'll see three distinct layers: two flat steel sheets on the outside, a block of core material in the middle, and a thin strip of formed metal running around all four edges holding everything together. That's the anatomy. But describing a cleanroom panel as "two steel sheets with something in the middle" is roughly as useful as describing a pharmaceutical tablet as "powder pressed into a shape." The materials — what the steel is coated with, what the core is made from, how the edges are sealed, what adhesive bonds the whole thing together — determine almost everything about how the panel performs in service.
This matters because cleanroom panels go into environments where the consequences of a material failure are serious. A surface coating that degrades under repeated disinfection becomes a contamination source. A core material that sheds fibers through an inadequately sealed edge fails pharmaceutical and food industry contamination control requirements. An adhesive that loses bond strength after years of thermal cycling produces delamination that compromises both structural integrity and airtightness.

This article breaks down each component of a cleanroom panel in detail: what it's made of, what alternatives exist, why each choice matters, and how the components interact with each other in a complete panel system.
A cleanroom panel is a sandwich composite: rigid outer skins bonded to a solid core, with all edges enclosed. The term "sandwich" is structural — the outer sheets and the core act together as a composite element, with the steel skins carrying the tensile and compressive stresses and the core providing shear resistance and spacing between them. This composite action is what gives a thin panel its rigidity and load-carrying capacity.
Each of those five components involves material choices that affect the panel's performance, longevity, and suitability for specific applications. The sections below work through each one in detail.
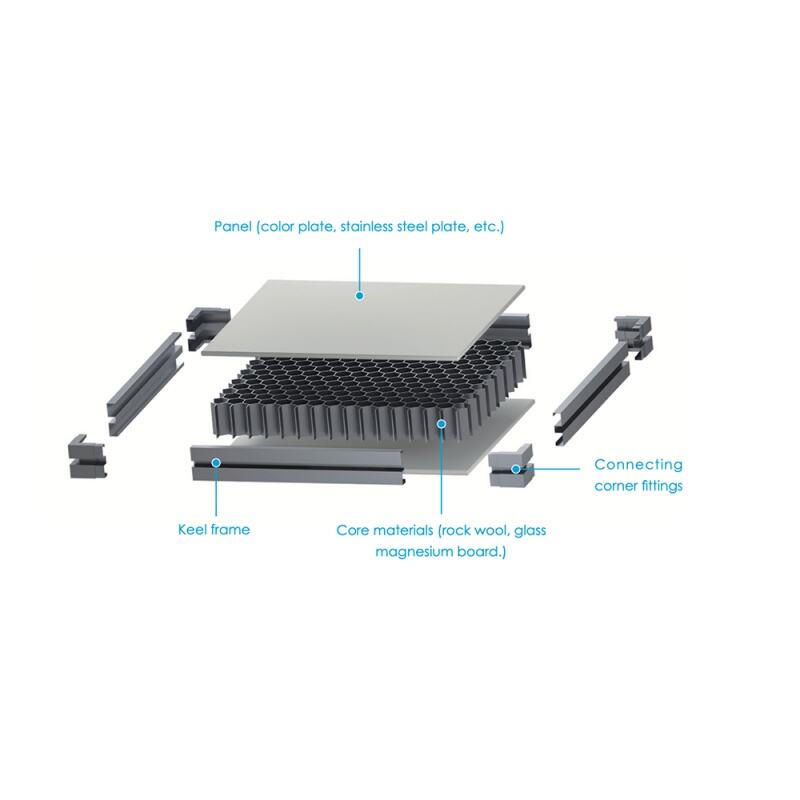
The two outer face sheets — referred to as "skins" in the panel industry — serve three functions simultaneously: they provide the structural tensile and compressive capacity that allows the panel to span between supports, they form the vapor barrier that protects the core from moisture, and they present the surface that personnel interact with and cleaning agents contact. In a cleanroom, that last function is the one that drives the most specification effort.
The substrate for most cleanroom panel skins is cold-rolled galvanized steel — steel strip that has been rolled to a precise thickness and then coated with a thin layer of zinc (galvanized) to provide corrosion resistance before the decorative and protective paint system is applied.
The galvanizing weight is specified in grams per square meter (g/m²) of zinc coating, typically expressed as Z275 (275 g/m² total, both sides) or equivalent designations in different markets. For standard indoor cleanroom applications, Z275 provides adequate corrosion resistance. For panels with outdoor exposure, coastal environments within a few kilometers of the sea, or high-humidity interior environments, a heavier zinc coating or a Galvalume substrate (55% aluminum–zinc alloy, typically AZ150) offers significantly better corrosion protection.
Skin thickness is the other key parameter. The most common specification for cleanroom panel skins is 0.5 mm on both faces. Thinner skins (0.4 mm) reduce cost and weight but compromise impact resistance and surface rigidity — waviness becomes more visible in raking light, and the panel is more susceptible to denting from operational impacts. Thicker skins (0.6–0.8 mm) are specified for high-impact areas — corridor walls where equipment is regularly moved, door surrounds, and panels adjacent to loading areas.
| Skin Thickness | Typical Use | Notes |
|---|---|---|
| 0.4 mm | Economy cleanrooms, ceiling panels | Lower impact resistance; not recommended for high-traffic wall areas |
| 0.5 mm | Standard cleanroom walls — pharma, food, electronics | Industry standard for most GMP applications |
| 0.6 mm | Corridors, material handling zones | Better impact resistance; reduced surface waviness |
| 0.8–1.0 mm | Heavy-duty industrial cleanrooms, dock areas | Specified where forklift traffic or heavy equipment creates impact risk |
The paint system applied over the galvanized steel substrate is what most people actually see and touch in a cleanroom — and in regulated environments, it's what cleaning agents, disinfectants, and inspectors interact with over the facility's operational life. The choice of coating is one of the most consequential material decisions in a cleanroom panel specification.
Standard polyester (PE) is the most widely used coating on general-purpose pre-painted steel. It's applied in a coil coating process — the steel strip passes through a coating line where primer and topcoat are applied and cured in a continuous oven — producing a uniform, factory-controlled paint system that costs less than premium alternatives.
PE coatings perform well in environments where cleaning involves mild detergents applied at moderate frequency. They are not suitable for aggressive disinfection regimes — particularly those involving oxidizing agents like hydrogen peroxide vapor (VHP), high-concentration bleach solutions (sodium hypochlorite >1%), or peracetic acid. Under repeated exposure to these agents, PE coatings can chalk, develop micro-porosity, and lose adhesion to the substrate, progressively becoming harder to clean effectively. In pharmaceutical Grade B or C cleanrooms subject to regular VHP bio-decontamination, PE coatings will typically show visible degradation within 5–8 years.
PVDF is the benchmark coating for regulated cleanroom environments. The chemistry involves a fluoropolymer backbone with strong carbon-fluorine bonds that resist both UV degradation and chemical attack far more effectively than hydrocarbon-based coatings like polyester. Leading PVDF systems — Kynar 500® being the most widely referenced in pharmaceutical and food industry specifications — are rated for 20+ years of exterior exposure in high-UV environments. In indoor cleanroom applications (no UV), their chemical resistance is the relevant performance characteristic, and they consistently outperform PE coatings under pharmaceutical disinfection protocols over 20–30 year facility lifetimes.
PVDF is applied in the same coil coating process as PE but uses a specialized two-coat system: a corrosion-inhibiting primer layer (typically epoxy-based) and a PVDF topcoat. The total dry film thickness is typically 25–30 µm for cleanroom applications. The cost premium over standard PE coating is roughly 15–20% on the finished panel price — modest when spread over a 25-year facility lifecycle, significant when compressed into a project budget.
HDP sits between standard PE and PVDF in both performance and cost. Modified polyester formulations with silicon additives offer better UV resistance and some improvement in chemical resistance compared to standard PE, but don't approach PVDF performance under aggressive oxidizing disinfectants. HDP is a reasonable specification for Grade D pharmaceutical areas using moderate cleaning agents, and for food processing environments where the disinfection protocol doesn't involve chlorine concentrations above 500 ppm or oxidizing agents.
Epoxy coatings offer good chemical resistance and hardness but suffer from poor UV stability — they chalk rapidly under direct sunlight. For interior cleanroom applications with no UV exposure, epoxy can be a cost-effective option where solvent resistance is the primary concern. Some specialized cleanroom applications (semiconductor fab areas where certain organic solvents are used) specify epoxy coatings precisely for their solvent resistance. For general pharmaceutical and food applications, PVDF is preferred over epoxy because of PVDF's superior long-term appearance retention and flexibility.
| Coating | Chemical Resistance | VHP / Oxidizing | UV Resistance | Service Life (indoor) |
|---|---|---|---|---|
| PVDF | Excellent | Excellent | Excellent | 25+ years |
| HDP | Good | Moderate | Good | 15–20 years |
| Epoxy | Good | Moderate | Poor (indoor only) | 10–15 years (interior) |
| Standard PE | Moderate | Poor | Moderate | 8–12 years |
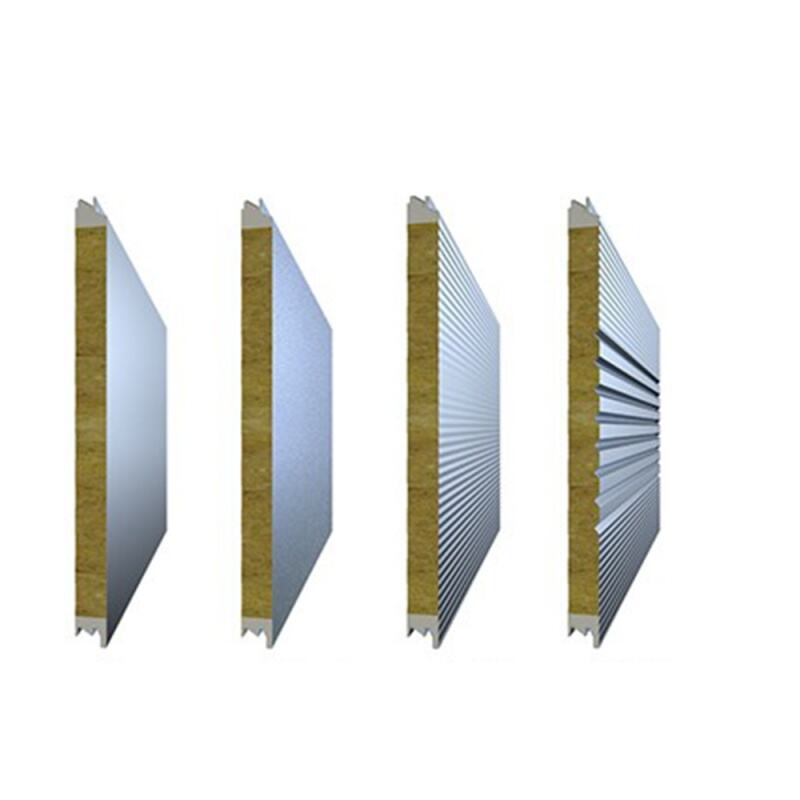
The core is the material between the two steel skins. It's the component that provides thermal insulation, contributes to acoustic performance, determines fire classification, and — for cleanroom applications — must be completely enclosed so that no particles from it can enter the controlled environment. There are five main core types used in cleanroom panels, each suited to different applications.
Rock wool is made by melting basalt rock (and often recycled slag from steel production) at temperatures above 1,500°C, then spinning the molten material into fine fibers using a process similar in principle to making candy floss. Those fibers are collected, bonded together with a phenolic binder resin, and compressed into rigid slabs at controlled densities. The resulting material is predominantly inorganic — about 97–98% mineral fiber — which is why it doesn't burn.
Rock Wool — Key Properties
For cleanroom panels, not all rock wool is equivalent. The density matters significantly: 100–120 kg/m³ is the standard specification for pharmaceutical GMP cleanrooms, providing adequate bonding surface for the adhesive, acceptable acoustic performance, and long-term dimensional stability. Lower-density rock wool (60–80 kg/m³, used in standard industrial sandwich panels) can compress over time and create voids between core and skin. The fiber orientation also matters: lamella-oriented rock wool, where the fibers run perpendicular to the panel face rather than parallel, provides substantially higher bonding strength at the skin interface.
Aluminum honeycomb is a structural core material made from thin aluminum foil expanded into a hexagonal cell pattern — the same geometric principle used in beehives. The cells are typically 6–12 mm across. The honeycomb sheet is bonded between the two steel skins with structural adhesive, and the composite action of the thin aluminum cells in compression, combined with the steel skins in tension and compression, produces a panel with exceptional stiffness relative to its weight.
Aluminum Honeycomb — Key Properties
Aluminum honeycomb doesn't provide meaningful thermal insulation — its thermal resistance per millimeter is far lower than any foam core. But for cleanroom ceiling panels, thermal insulation isn't the primary requirement. What's needed is a lightweight, rigid, non-combustible panel that can safely support maintenance personnel walking across it during HVAC filter changes or lighting servicing. Aluminum honeycomb at 50 mm thickness typically supports 150–200 kg/m² concentrated load with acceptable deflection — adequate for maintenance access in most pharmaceutical and food industry ceiling configurations.
Polyurethane foam is created by mixing two liquid reactive chemical components — a polyol and an isocyanate — that react exothermically and expand, filling the space between the two steel skins in a continuous lamination process. As the foam expands, it bonds directly to both faces, creating a continuous bond without a separate adhesive step. The result is a closed-cell foam structure with very fine, uniform cells — and it's that fine cell structure, which traps gas molecules effectively, that gives PU foam its excellent thermal insulation properties.
PU Foam — Key Properties
PIR (polyisocyanurate) foam is a chemically modified version of PU with a higher isocyanate content in the reaction mixture. This produces a more thermally stable foam that achieves slightly better fire behavior (B2 rating in more conditions) and a marginally lower lambda value (0.022–0.024 W/m·K) compared to standard PU. PIR is increasingly the preferred specification over standard PU for roof panels and applications where thermal performance and fire behavior are both relevant — though like PU, it remains a combustible material and cannot meet an A1 non-combustible requirement.
Paper honeycomb uses the same hexagonal cell geometry as aluminum honeycomb but substitutes kraft paper impregnated with phenolic resin for the aluminum foil. It's lighter than aluminum and considerably cheaper, but less rigid, less moisture-resistant, and combustible (Class B or C). Paper honeycomb panels are used in economy cleanroom ceiling and partition applications — ISO 7–9 general industrial or research facility cleanrooms where fire requirements are less stringent and budget is a primary constraint. They are not appropriate for pharmaceutical GMP environments or food processing facilities with regular water exposure.
EPS is made by expanding polystyrene beads with steam, fusing them into blocks, and cutting to size. It's the most cost-effective foam core and the most thermally simple — its lambda value (0.036–0.040 W/m·K) is similar to rock wool, without rock wool's fire performance advantage. EPS panels appear in economy-grade general industrial applications: basic clean areas, agricultural buildings, and office partition systems. They are combustible, have a service temperature limit around 75–80°C (making them unsuitable for exterior roof panels in very hot climates), and are not recommended for pharmaceutical, food, or hospital environments.
| Core | Made From | Fire Class | Thermal | Weight | Primary Use |
|---|---|---|---|---|---|
| Rock Wool | Basalt rock + recycled slag, spun fiber | A1 | Moderate | Heavy | GMP pharma, hospital, food walls |
| Al. Honeycomb | Aluminum foil, hexagonal cell | A1 | Low (structural) | Very light | Cleanroom ceiling panels |
| PIR Foam | Polyisocyanurate, closed-cell foam | B2 | Excellent | Light | Roof panels, hot climates, cold rooms |
| PU Foam | Polyurethane, closed-cell foam | B2 | Excellent | Light | Cold storage, food cold chain |
| Paper Honeycomb | Kraft paper, phenolic resin | B–C | Low | Light | Economy cleanroom ceilings, partitions |
| EPS | Expanded polystyrene beads | B2/B3 | Moderate | Very light | General industrial, economy builds |
This is the single feature that most clearly distinguishes a cleanroom panel from a standard industrial sandwich panel — and it's the detail that's easiest to overlook when comparing product photos or specifications without handling the physical product.
Standard industrial sandwich panels (warehouse cladding, cold storage) are cut to length on a continuous production line, leaving their cut edges open or only minimally protected. The core material is accessible at the edges. For a warehouse, this is irrelevant. For a cleanroom, it means that the core material — whether rock wool fibers, EPS beads, or foam particles — is in direct contact with the room interior and will continuously shed particles into the controlled environment.
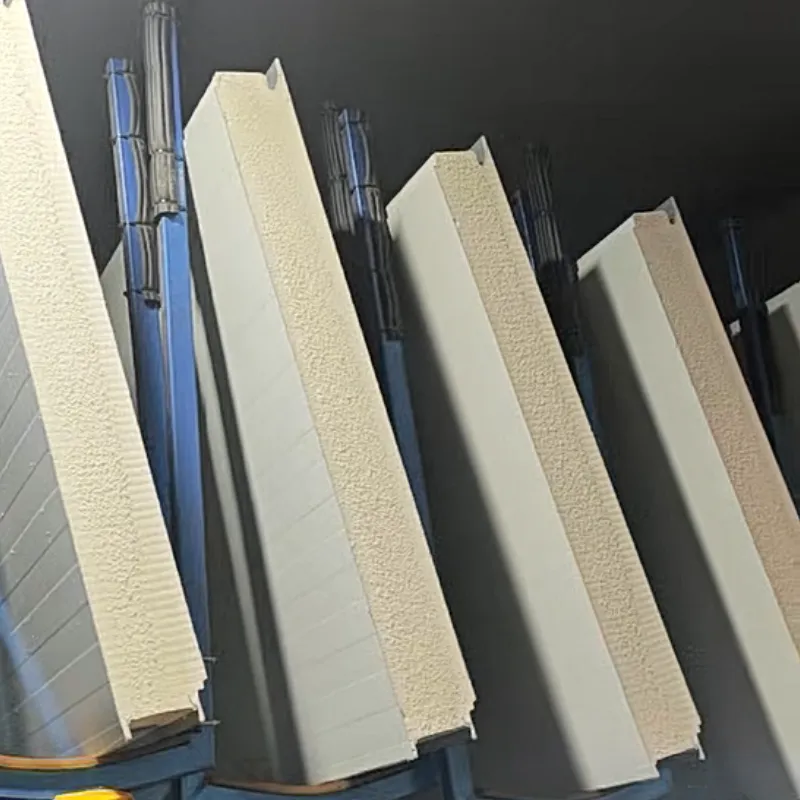
A cleanroom panel has all four edges enclosed with purpose-made formed steel or aluminum channel sections that fully cover the core. These channels are mechanically crimped or folded over the panel edge and bonded with adhesive. The result is a panel with no exposed core material on any face or edge. Run your finger along the edge — there should be only smooth metal, with no access to the core material.
How to check a sample: When evaluating cleanroom panel samples from potential suppliers, turn the panel on its edge and inspect all four sides. There should be no visible core material — no rock wool fibers, no foam, no gap between the edge channel and the panel face. Press the edge channel firmly: it should feel solid and well-bonded, not loose or easily deformed. Any panel where you can access the core through the edge is not a cleanroom panel regardless of what the spec sheet says.
In cleanroom panels with rock wool, aluminum honeycomb, or paper honeycomb cores — which can't self-bond to the steel skins the way foam does during expansion — the adhesive is a separate, critical component. It's what transfers load between the steel skins and the core and what determines whether the panel maintains its structural integrity over decades of thermal cycling, mechanical loading, and occasional impact.
The standard adhesive for high-quality cleanroom panels is a two-component polyurethane (2C-PU) system. The two components — polyol and isocyanate, the same chemistry as PU foam but formulated for adhesive rather than foam applications — are mixed immediately before use and applied to both the steel skin and the core surface. The adhesive cures over 12–24 hours under pressure, forming a bond that is both strong and flexible — flexibility matters because steel and rock wool have different thermal expansion coefficients, and the adhesive must accommodate the differential movement without cracking over decades of service.
Critical parameters for the adhesive system:
For PU and PIR foam panels made on continuous lamination lines, the foam itself acts as the adhesive — it bonds to the steel skins as it expands and cures. The bond quality depends on the foam chemistry, the line speed, the temperature profile, and the steel skin surface preparation. Panels from well-engineered continuous lines can achieve excellent bond quality; those from lower-quality lines may have voids at the skin interface that are invisible externally but reduce structural performance.
Once individual panels are manufactured, they need to connect to each other, to the floor, and to the ceiling in a way that maintains the airtightness and contamination control of the whole room system. The materials used for these connections are as important as the panel materials themselves.
The standard connection for pharmaceutical and food industry cleanrooms is a concealed internal connector — a profiled steel or aluminum extrusion shaped to span between two adjacent panels at their joint. The connector sits inside the joint gap, hidden from the room interior. Common profiles in the Chinese and international market include cross-shaped ("中字型" in Chinese industry terminology) and T-shaped connectors. Material is typically galvanized or stainless steel for strength; aluminum for lighter-duty applications or where corrosion is a concern.
U-shaped channels at the floor and ceiling locate the base and head of wall panels. These channels are typically formed from galvanized or stainless steel, sized to the panel thickness. In pharmaceutical cleanrooms, the floor channel is designed so that the floor-to-panel junction can be coved (see below) without leaving a ledge or step. Floor channels should be sealed to the structural floor with appropriate adhesive or mechanical fixings before the panels are installed, and the joint between the floor channel and the floor is silicone-sealed as part of the room airtightness system.
Internal corners, external corners, and T-junctions (where a partition meets a perimeter wall) each require purpose-made extrusions. These are typically formed aluminum profiles, shaped to the specific panel thickness and configured to match the corner geometry. In pharmaceutical cleanrooms, internal corner pieces incorporate the cove radius (typically 40–60 mm) at floor-wall and wall-ceiling junctions, eliminating the square internal angle that would create a cleaning dead zone.
Silicone sealant is the final material that makes a cleanroom enclosure airtight. Applied to every panel joint, every corner transition, every penetration through the panel surface, and every interface between the panel system and the floor and ceiling, silicone provides both the air seal and the hygienic surface finish at joints. The sealant specification matters:
Painted galvanized steel is the dominant skin material for cleanroom panels globally, but several alternative materials appear in specific applications where steel's properties are inadequate or where specific performance characteristics take priority.
Stainless steel skins eliminate the paint system entirely and with it the coating durability question. Grade 304 provides excellent corrosion resistance in most pharmaceutical and food environments. Grade 316L adds molybdenum to the alloy, which improves chloride pitting resistance — making it the appropriate choice for coastal installations, facilities using high-concentration chlorine-based disinfectants, and cytotoxic or high-potency pharmaceutical manufacturing areas where the most aggressive chemical environments are encountered.
Typical finish is No. 4 (brushed) or 2B (smooth cold-rolled) — the brushed finish provides a smooth but non-reflective surface that reduces glare in brightly lit pharmaceutical or laboratory spaces. Stainless steel panels carry a significant cost premium (60–90% above PVDF-coated equivalents) but eliminate painting and resurfacing from the facility's long-term maintenance schedule.
FRP skins use woven fiberglass reinforcement embedded in a polyester or vinyl ester resin matrix. The resulting material is lightweight, chemically resistant to a broad range of industrial cleaners and disinfectants, and available in smooth gel-coat finishes that are cleanable and hygienic. FRP is commonly used in food processing cleanrooms where the walls are subject to high-pressure hot-water washdowns — FRP handles this treatment better than painted steel over repeated cycles. It's also used in some chemical processing and semiconductor environments where specific solvent compatibility is required. FRP panels cannot achieve A1 fire classification.
HPL is a decorative surface material made from layers of kraft paper saturated with phenolic resin and topped with a decorative layer, all compressed under high heat and pressure. In cleanroom panels, HPL is bonded to the steel substrate as the interior face material. It offers excellent scratch resistance, a wide range of colors and surface textures (including anti-static formulations), and reasonable chemical resistance. HPL-surfaced panels are used in electronics cleanrooms and laboratory environments where scratch resistance and aesthetic flexibility are valued. HPL is combustible and not suitable for pharmaceutical GMP cleanrooms requiring A1 classification.
Translating the material options above into a project specification comes down to matching each application's primary requirements to the material properties that satisfy them. Here's a practical summary:
| Application | Wall Core | Ceiling Core | Surface (interior) | Skin Thickness |
|---|---|---|---|---|
| GMP Pharma (Grade B/C) | Rock wool 100 mm | Al. honeycomb 50 mm | PVDF or SS 304 | 0.5 mm |
| Hospital Operating Room | Rock wool 100 mm | Al. honeycomb 50 mm | PVDF white | 0.5 mm |
| Food Processing (ambient) | Rock wool 75 mm | Al. honeycomb / rock wool | PVDF or FRP | 0.5–0.6 mm |
| Semiconductor / Electronics | Rock wool 75–100 mm | Al. honeycomb 50 mm | PVDF antistatic / HPL / SS | 0.5 mm |
| Cold Room / Pharma Cold Store | PU/PIR 150–200 mm | PU/PIR 100–150 mm | PVDF or PE | 0.5 mm |
| General Industrial Cleanroom (ISO 7–9) | Rock wool or PU 50–75 mm | Paper honeycomb / Al. honeycomb | PVDF or HDP PE | 0.4–0.5 mm |

In a properly made cleanroom panel, the core is completely enclosed — not visible from any angle. The two steel face sheets cover the front and back, and formed steel or aluminum edge channels seal all four cut edges. This is a defining characteristic of a cleanroom panel versus a standard industrial sandwich panel. If you can see or access the core material from any direction when examining a panel, it has not been manufactured to cleanroom standard, regardless of what the spec sheet says.
Fire classification. Rock wool achieves Class A1 (non-combustible) under EN 13501-1. Polyurethane and PIR foam achieve Class B2 (combustible) at best. EU GMP Annex 1 and most national fire codes governing pharmaceutical manufacturing require non-combustible construction materials in production areas. Foam-core panels, regardless of their other properties, cannot meet this requirement. Rock wool also provides better acoustic performance (38–45 dB Rw at 100 mm versus 28–35 dB for equivalent PU) — useful in pharmaceutical facilities where noise separation between production zones is required.
In most cleanroom panels, the inner and outer skins use the same base material (galvanized steel) and the same coating system (PVDF or PE). Some specifications use a heavier skin on the interior face (the "clean side") for better impact resistance, while a slightly thinner outer skin is acceptable. For pharmaceutical panels where the exterior is exposed to outdoor weather or high-humidity plant room conditions, the outer skin may be specified with a heavier zinc coating or Galvalume substrate for additional corrosion protection. In stainless steel panels, both skins are typically the same grade and finish.
Rock wool already incorporates a significant proportion of recycled content — typically 20–30% post-industrial recycled slag from steel production, which is one of the raw material inputs for the fiber melting process. The steel skins use steel with standard levels of recycled content inherent to the steelmaking process. PU and PIR foam cores are petroleum-derived polymers with limited recycled content in current commercial products. For projects with sustainability credentials requirements (LEED, BREEAM), the recycled content of rock wool panels can contribute to materials credits — ask the panel manufacturer for EPD (Environmental Product Declaration) documentation if this is relevant to your project.
The most reliable field check is a peel test: at a cut edge or corner, try to separate the skin from the core by hand. In a properly bonded panel, the rock wool should tear before the bond fails — you should be pulling rock wool fibers apart, not peeling a clean skin off a clean core surface. Clean separation at the skin-core interface indicates a weak or failed bond. For more rigorous verification, proper destructive bonding and peel strength tests require a tensile testing machine, and should be commissioned from a third-party laboratory for significant orders. Insisting on a third-party bonding strength test report from an accredited body (SGS, Bureau Veritas, Intertek) before placing a large order is the reliable approach.
No. Skin thickness varies by application requirement and product specification. Standard cleanroom panels for pharmaceutical and food industry walls use 0.5 mm skins on both faces. Economy ceiling panels may use 0.4 mm. High-impact corridor or loading area panels specify 0.6 mm or heavier. Some manufacturers use 0.5 mm on the interior (clean) face and 0.4 mm on the exterior face to reduce weight while maintaining interior surface quality — always confirm both face thicknesses when comparing products, as marketing materials sometimes only quote the interior skin specification.
Cleanroom panels can be partially recycled at end of life, though the process requires separation of the component materials. The steel skins are fully recyclable through standard metal recycling. Rock wool can be recycled back into new rock wool production — some manufacturers have established collection and recycling programs for end-of-life panels. PU and PIR foam are more difficult to recycle and typically go to landfill or energy recovery. Aluminum honeycomb is fully recyclable through aluminum recycling streams. For projects with end-of-life waste management requirements, rock wool and aluminum honeycomb panels represent the most favorable recyclability profile among the main panel types.
Glostar manufactures cleanroom panels across the full range of core materials — rock wool, aluminum honeycomb, PU, and PIR — with PVDF-coated, stainless steel, and FRP skin options. Our technical team can recommend the right material combination for your application, climate, and regulatory requirements.
Talk to Our Team → Hot News
Hot News2026-06-18
2026-06-17
2026-06-15
2026-06-12
2026-06-11
2026-06-10

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Kexing New Energy Co., Ltd. All Rights Reserved Privacy Policy Blog