Cleanrooms are an indispensable infrastructure in modern industry, medicine, biotechnology, and other fields. Their walls, as the core of the enclosure structure, not only need to meet cleanliness requirements but also need to consider multiple performance aspects such as fire resistance, thermal insulation, and structural strength. In modern cleanroom engineering (such as pharmaceutical plants, electronic workshops, and food processing plants), cleanroom panels (cleanroom boards) are the cornerstone of building a controlled environment. The key to determining the quality, fire resistance rating, thermal insulation performance, and structural strength of cleanroom panels often lies hidden beneath their surface steel plates—that is, the core material.
Cleanroom panels not only function to divide space, but their core materials are also crucial in determining panel performance. Core materials affect the following aspects:
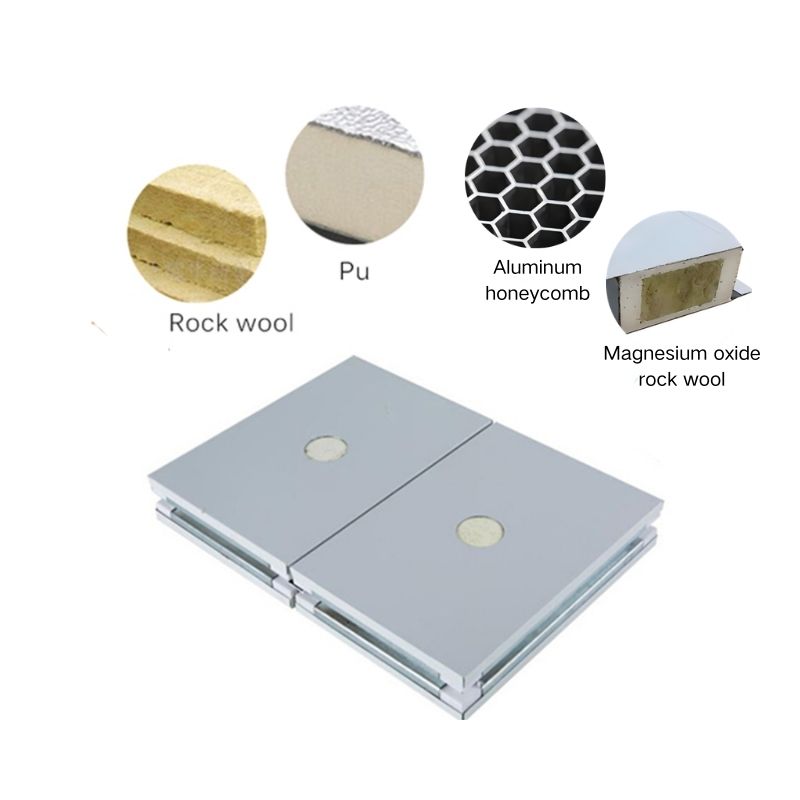
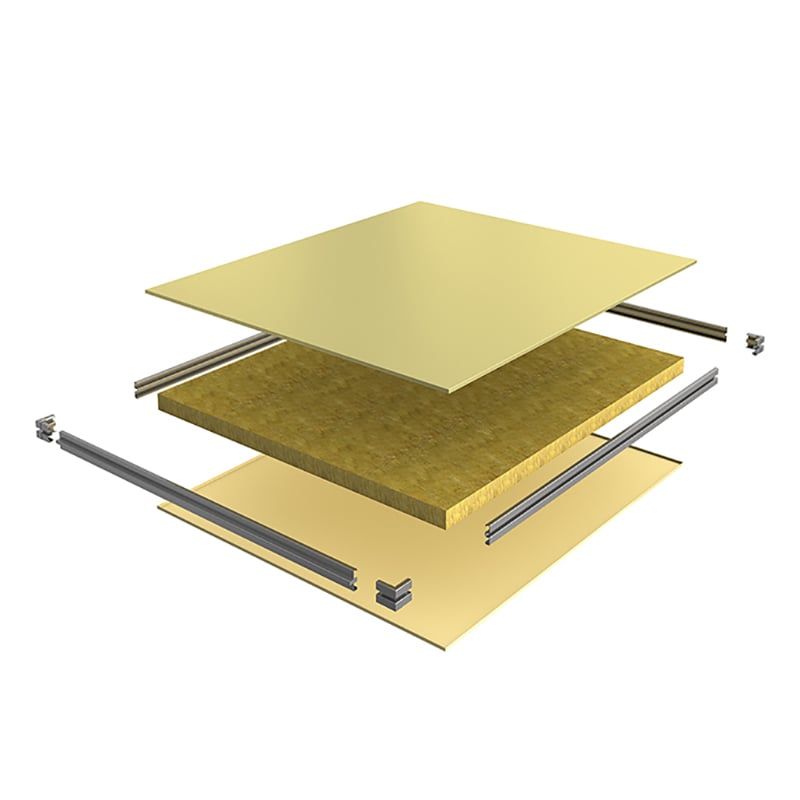
Rock wool is a man-made inorganic fiber made primarily from natural basalt, melted at high temperatures. It is currently the most widely used core material for fire-resistant cleanroom panels.
Advantages:
Disadvantages: Relatively heavy, installation is somewhat laborious; if the edges are not properly sealed, it is prone to water absorption, leading to a decrease in strength.
Suitable Applications: GMP workshops in pharmaceutical plants, chemical laboratories, and large public corridors with extremely high fire resistance requirements.
Magnesium oxide/MgO board is made from a ternary system of magnesium oxide, magnesium chloride, and water, formulated and modified with additives. In high-end cleanrooms, it is often used in combination with rock wool (i.e., "hollow magnesium oxide" or "magnesium oxide rock wool board").
Advantages:
Disadvantages: Relatively high price; extremely heavy overall weight; if the manufacturing process is poor, "halogenation" (chloride ion precipitation corrodes the steel plate) may occur.
Suitable Applications: High-end electronics factories, aerospace precision manufacturing workshops, environments with stringent requirements for wall strength and flatness.
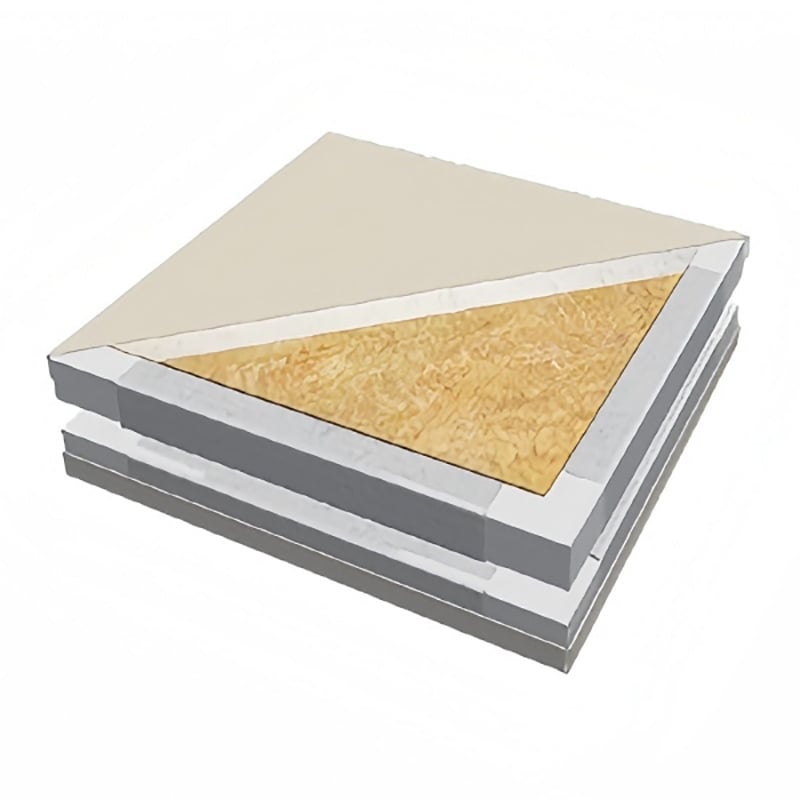
Aluminum Honeycomb uses aluminum foil to create a hexagonal honeycomb structure as the supporting core material for the panel.
Disadvantages: Highest cost; relatively weaker thermal insulation performance (due to the hollow interior).
Suitable Applications: Microelectronics, semiconductor chip manufacturing (high-standard cleanrooms from Class 1 to Class 100), high-end medical device production.
Polyurethane (PU) or polyisocyanurate (PIR) foam materials are excellent thermal insulation materials.
Advantages:
Disadvantages: Limited fire resistance (generally B1 or B2 flame retardant, unable to reach Class A non-combustible standard); may release toxic fumes when burning.
Suitable Applications: Constant temperature and humidity cleanrooms, food cold chain workshops, fresh food processing plants, and areas with extremely high temperature control requirements but relatively relaxed fire resistance requirements.
| Core Materials | Fire resistance rating | Thermal insulation performance | Structural strength | Moisture and water resistance | Price/Cost | Overall Recommendation Index |
| Rock wool | Class A (Non-combustible) | Excellent | Medium | Poor | Medium | ⭐⭐⭐⭐ |
| Magnesium oxide/rock wool | Class A (Non-combustible) | Good | Very high | Good | Higher | ⭐⭐⭐⭐⭐ |
| Aluminum honeycomb | Class A (Non-combustible) | Poor | Very high | Excellent | Higher | ⭐⭐⭐⭐ |
| Polyurethane (PU/PIR) | B1/B2 (Flame-retardant) | Excellent | Medium | Very Excellent | Medium | ⭐⭐⭐ |
✅ Link Tip: For more material selection guidelines, please refer to our main article, How to Choose the Core Materials for Cleanroom Panels.
Pharmaceutical Factory: Rock wool panels or magnesium oxide rock wool panels are preferred. Due to the frequent use of chemical fumigation and disinfection in the pharmaceutical industry, and stringent fire safety requirements, Class A fire-resistant, anti-static, and corrosion-resistant panels are essential.
Electronics Industry: Aluminum honeycomb clean room panels or hollow magnesium oxide panels are recommended. Chip manufacturing is extremely sensitive to dust; the 100% dust-free nature and exceptional flatness of aluminum honeycomb panels perfectly match the needs of microelectronics workshops.
Food Factory: Polyurethane (PU/PIR) panels are recommended. Food processing workshops frequently require washing and have high temperature control requirements; polyurethane's excellent waterproof and thermal insulation properties make it the best choice.

If you would like to learn about typical application cases of cleanroom panel core materials across various industries, please click the link to read this article.
to read this article.
When selecting core materials for cleanroom panels, performance, cost, ease of construction, and industry standards should be considered comprehensively. When designing a cleanroom project, you need to consider fire resistance requirements, temperature and humidity control needs, cleanroom class, load-bearing capacity, and project budget. If you value cost-effectiveness and fire resistance, rock wool boards are the best choice; if you prioritize top-level cleanliness and flatness, aluminum honeycomb panels offer good value; and in cold chain and food clean areas, polyurethane remains the irreplaceable insulation king.
Contact Glostar today to learn more about our cleanroom panels and products.
 Hot News
Hot News2026-06-25
2026-06-24
2026-06-23
2026-06-18
2026-06-17
2026-06-15

We believe that by upholding quality and embracing innovation, we can drive transformative changes in architecture and build a sustainable future for the construction industry.
No. 377, Gaoqi Road, High-tech Zone, Binzhou City, Shandong Province, China
Copyright © Shandong Apex Metal Products Co., Ltd. All Rights Reserved (Under the Glostar New Materials Group) Privacy Policy Blog