In der Reinraumtechnik und bei architektonischen Ausbaumaßnahmen reinraumtafeln (auch als Reinraumplatten bezeichnet) sind ein Kernmaterial zur Schaffung staubfreier Umgebungen. Einkaufsleiter oder Bauunternehmer haben jedoch häufig Schwierigkeiten, sich zwischen manuell gefertigten und mechanisch hergestellten Reinraumplatten zu entscheiden.
Obwohl sie auf den ersten Blick ähnlich erscheinen, unterscheiden sie sich erheblich hinsichtlich Herstellungsverfahren, struktureller Festigkeit, Montageart und Endkosten. Die falsche Wahl der Platte kann nicht nur zu einer mangelhaften Projektabnahme führen, sondern auch zu einem starken Anstieg der anschließenden Wartungskosten.
Glostar Hersteller , mit über 10 Jahren Erfahrung in der Bauindustrie, liefert heute einen umfassenden Leitfaden, der die Unterschiede zwischen manuell gefertigten und mechanisch hergestellten Reinraumplatten detailliert analysiert, um Ihnen bei der bestmöglichen Entscheidung zu unterstützen.
wir müssen die Reinraumindustrie verstehen, was ein Reinraum ist sowie dessen Ursprung, Definition, Struktur und Prinzipien. Ein Reinraum, auch als staubfreie Werkstatt oder Reinraum bezeichnet, dient in erster Linie der Kontrolle innerer Kontamination. Ohne Reinräume wäre die Massenfertigung kontaminationsanfälliger Komponenten unmöglich. Der Reinheitsgrad sowie die kontinuierliche Stabilität der Kontaminationskontrolle sind die Kernstandards zur Bewertung der Reinraumqualität. Diese Standards werden anhand verschiedener Faktoren – wie Umgebung des Raumes und Reinigungsgrad – in mehrere Stufen unterteilt. Häufig verwendete Standards umfassen internationale Normen sowie nationale regionale Branchenstandards.
Ein Reinraum besteht hauptsächlich aus vier Komponenten: der dekorativen Struktur, dem Bodenbelag, der elektrischen Anlage sowie der Klima- und Lüftungsanlage.
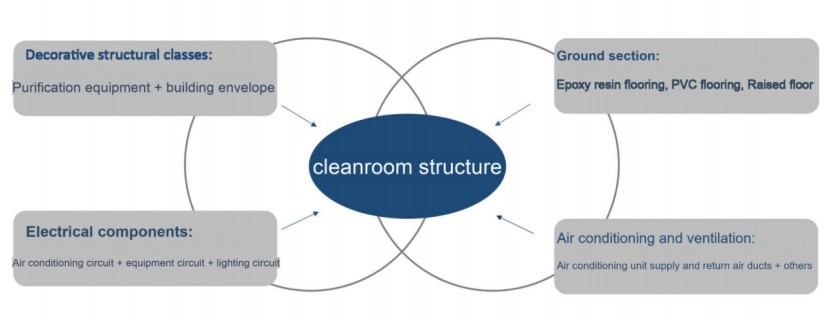
Ein Reinraum ist nicht nur ein Raum, sondern ein anspruchsvolles Systemtechnik-Projekt. Das Prinzip eines Reinraums besagt, dass die sichtbar saubere und ordentliche Reinhalte-Werkstatt eine angenehme Temperatur bietet, während unsichtbare Komponenten wie Klimaanlage, Reinigungseinrichtungen, Reinigungsleuchten und andere Geräte gemäß der Planung betrieben werden, um die erforderliche Arbeitsumgebung zu gewährleisten.

Reinraumplatten (Reinigungsplatten) auch bekannt als Reinraumplatten oder farbbeschichtete Stahl-Sandwichplatten, bilden die physische Grundlage für den Aufbau von Reinraumumgebungen. Sie sind nicht bloß Baumaterialien, sondern eine zentrale Komponente des Reinraum-Umhüllungssystems. In der Reinraumtechnik werden Reinraumplatten hauptsächlich zum Bau von Trennwänden und Decken eingesetzt und fungieren dabei als das „Gerüst“ und die „Haut“ des Reinraums.
Ihre Hauptfunktion besteht in der Abdichtung und Isolierung – durch ihre hohe Ebenheit, den staubfreien Betrieb, die einfache Reinigung sowie ihre ausgezeichnete Luftdichtheit isolieren sie den kontrollierten Bereich (Reinraum) vollständig von der Außenwelt (Nicht-Reinraum), wodurch langfristig sichergestellt wird, dass Druck, Temperatur, Luftfeuchtigkeit und Reinheitsgrad innerhalb der Werkstatt innerhalb der vorgegebenen Planungsstandards gehalten werden können.
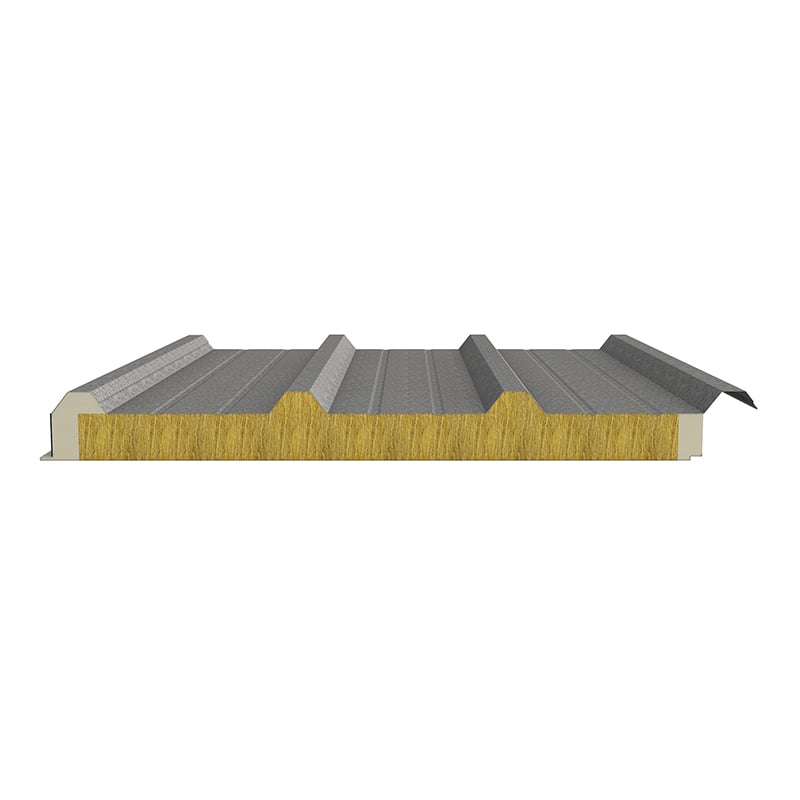
Mechanisch hergestellte Reinraumplatten , wie der Name bereits andeutet, werden in einem einzigen Prozess mithilfe automatisierter Fertigungslinien hergestellt.
| Kompositformmaschine: Führt das Ausrichten, Kantenumformen, Verbundverfahren und Schneiden der oberen und unteren Stahlbleche bei maschinell hergestellten Platten durch. |  |
 |
Kantenversiegelungsmaschine: Führt die Profilierung und Umformung von Stahlstreifen zur Kantenversiegelung der männlichen und weiblichen Kanten maschinell hergestellter Platten durch. |
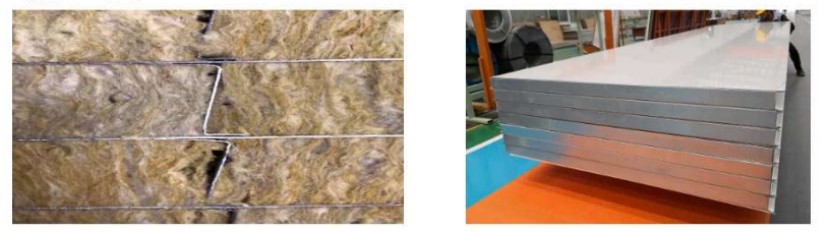
Während der Produktion werden farbbeschichtete Stahlbleche, Kernmaterialien (wie Steinwolle und Glaswolle) sowie Klebstoffe automatisch maschinell transportiert, gepresst, erhitzt und zugeschnitten. Der gesamte Prozess erfordert nur ein Minimum an manuellem Eingriff und ist äußerst schnell.
• Standardisierte Produktion: Die Abmessungen sind in der Regel fest (Breite nach dem Formen beträgt 950–1150 mm).
• Steckverbindung: Die Platten werden üblicherweise mittels einer Steckverbindung miteinander verbunden.
• Rahmenlose Konstruktion: Die Platten weisen in der Regel kein internes Metallgerüst (Kiel) auf und stützen sich hauptsächlich auf die Haftfestigkeit zwischen Kernmaterial und Stahlplatte.
• Dicke des Kernmaterials: 50 mm, 75 mm, 100 mm, 150 mm, 200 mm.
Glostars Reinraumplatten mit Mechanismus nutzen ein ultralanges Verbundverfahren, wodurch eine ausgezeichnete Ebenheit und geringe Kosten erreicht werden. Beide Enden können mit Stahlplatten verschlossen werden, die anschließend zur Kantenabdichtung und verzahnten Montage zusammengepresst werden, was eine schnelle Installation ermöglicht. Längsversteifungsrippen können in der Mitte der Platte angebracht werden, um die Gesamtsteifigkeit zu erhöhen.
Es gibt viele Arten von Kernmaterialien für maschinell hergestellte Reinraumplatten, wie z. B. Steinwolle, EPS, Papier-Wabenplatten, Silizium-Steinplatten, hohle Magnesiumoxid-Glasplatten und Magnesiumoxid-Schwefelplatten. Werfen wir einen Blick auf die Leistungsmerkmale der gängigsten Kernmaterialien für mechanische Reinraumplatten aus der nachstehenden Tabelle.
| Leistungsmerkmale der gängigsten Kernmaterialien für mechanische Reinraumplatten | |||||
| Name | Rohstoffe | brandverhütung | festigkeit | Haftung | Anmerkung |
| Steinwolle | Basaltgestein | Ein | Mittlere Festigkeit | Ausgezeichnet | Hohes Kosteneffizienzverhältnis |
| Schaum | Polystyrol | B | Hohe Festigkeit | Ausgezeichnet | Schlechte Feuerbeständigkeit |
| Magnesiumoxysulfat | Magnesiumoxid, Magnesiumsulfat | Ein | Hohe Festigkeit | Durchschnitt | Niedrige Verwendungsrate |
| Papier-Wabenplatte | Kraftpapier, Wellpapier | B1 | Mittlere Festigkeit | Durchschnitt | Vorwiegend Türplatten |
| Hohle Magnesiumoxid-Glasplatte | Magnesiumchlorid, Magnesiumoxid, saurer Boden | Ein | Hohe Festigkeit | Durchschnitt | Neigt zum Ablösen und Aufblähen |
| Kieselgesteinsplatte | Polystyrol, Flammschutzmittel, Zement | A2 | Hohe Festigkeit | Ausgezeichnet | Makellos |
Das Kernmaterial ist vollständig und homogen, und es gibt genau einen Typ des Kernmaterials.
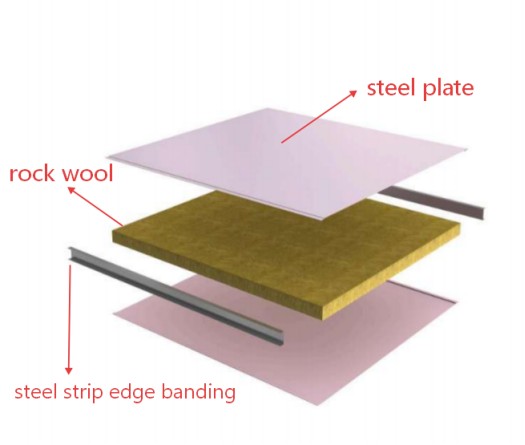
Manuell hergestellte Reinraumplatten sind hochwertige, maßgeschneiderte Produkte. Obwohl der Name den Begriff „handgefertigt“ enthält, bedeutet dies nicht, dass sie vollständig von Hand hergestellt werden. Vielmehr bezieht sich dieser Begriff darauf, dass ihre Kernformungsprozesse (Kleberauftrag, Schichten des Kernmaterials, Kaltpressen, Heben, Kleberrückstandsentfernung, Verpackung usw.) manuelle Unterstützung erfordern und eine spezielle „Kielform“-Struktur nutzen.
Während der Produktion fertigen die Arbeiter zunächst den verzinkten Kielframe am Umfang vor, legen dann manuell die zugeschnittenen farbigen Stahlplatten und das Kernmaterial auf und verkleben sie, um sie schließlich unter hohem Druck in Form zu bringen.
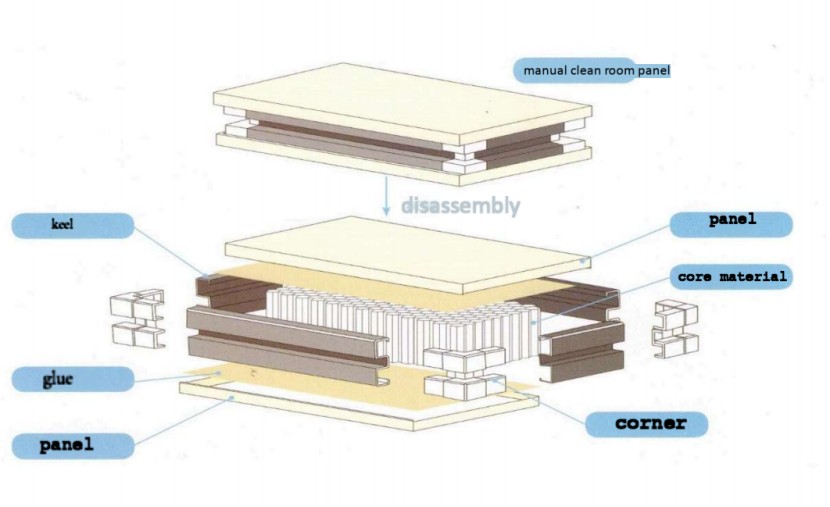
Vierseitige Rahmung: Dies ist der größte Unterschied zwischen handgefertigten und maschinell hergestellten Platten. Die vier inneren Seiten sind mit verzinkten kaltgezogenen Profilen umrahmt, was die Festigkeit der Platte erheblich erhöht.
Hohe Anpassungsfähigkeit: Breite, unregelmäßige Formen und Aussparungen können alle manuell präzise gemäß Zeichnung angepasst werden.
Kastenartige Struktur: Nach der Formgebung ähnelt es einer versiegelten Metallbox und bietet hervorragende Luftdichtheit.
Die manuellen Reinraumplatten von Glostar bestehen aus Reinraum-Stahlplatten, sind langlebig und korrosionsbeständig und verfügen über hochwertiges, wasserabweisendes Steinwolle mit Brandschutzklasse A.
1. Vierseitiges nutzfreies Rahmendesign für hohe Festigkeit;
2. Kombinationsdesign aus Standard- und Sonderformatplatten;
3. Modulare Montage vor Ort ohne Zuschnitt – minimiert Abfall;
4. Zentrale Aluminiumverbinder an den Plattenfugen für eine bequeme und effiziente Installation;

Um Ihnen einen klaren Überblick zu geben, haben wir einen detaillierten Vergleich in fünf zentralen Dimensionen durchgeführt:
Dies ist der grundlegendste Unterschied.
Maschinell gefertigte Platten: Fehlende innere Versteifung und ausschließliche Klebebindung des Kernmaterials führen zu einer vergleichsweise geringen Gesamtmechanikfestigkeit. Bei zu großen Plattenneigungen besteht die Gefahr von Durchbiegung und Verformung.
Handgefertigte Reinraumplatten: Ausgestattet mit einem internen verzinkten Rahmen besitzen sie im Wesentlichen ein „Skelett“. Ihre Biegefestigkeit und Tragfähigkeit sind mehrere Male höher als die herkömmlicher maschinell gefertigter Platten, wodurch sie sich ideal für abgehängte Decken oder hohe Wände eignen.
Maschinell gefertigte Platten: Aufgrund der kontinuierlichen Walzprofilierung ist die Oberflächenebenheit akzeptabel, doch an den Fugen sind oft deutlich sichtbare Nut-und-Feder-Lücken zu erkennen.
Handgefertigte Reinraumplatten: Durch ein statisches Hochdruck-Aushärtungsverfahren weisen sie eine äußerst ebene Oberfläche und ein höheres Maß an Glätte auf. Zudem werden bei handgefertigten Platten üblicherweise Nut-Feder- oder Nut-Feder-Verbindungen verwendet, was zu dichteren Fugen und einem insgesamt hochwertigeren Erscheinungsbild führt und die strengen „staubfreien“ Anforderungen von GMP-Werkstätten erfüllt.

Maschinell hergestellte Platten: Durch die maschinelle Verarbeitung sind die Arten der einfüllbaren Kernmaterialien begrenzt; üblicherweise werden Steinwolle, Schaumstoff und extrudierter Polystyrolschaum (XPS) verwendet.
Handgefertigte Platten: Diese können als „universelle Sandwichplatten“ betrachtet werden. Neben gewöhnlicher Steinwolle können sie mit Aluminium-Wabenkern, Papier-Wabenkern, Magnesiumoxid-Gewebe sowie sogar Magnesiumoxid-Steinwolle-Verbundstoffen gefüllt werden. Insbesondere Aluminium-Waben-Handplatten weisen ein extrem geringes Gewicht und eine extrem hohe Festigkeit auf, was mit maschineller Verarbeitung nicht erreichbar ist.
Während die Feuerwiderstandsklasse beider Plattenarten in erster Linie vom Kernmaterial abhängt, bestimmt die Konstruktion die obere Grenze.
Maschinell hergestellte Platten: Erfüllen im Allgemeinen die Feuerwiderstandsnormen, neigen jedoch bei extremen Brandbedingungen aufgrund des Fehlens struktureller Stabilität stärker zum Einsturz.
Handgefertigte Paneele: Die verzinkte Kantenleiste verhindert nicht nur, dass das Kernmaterial freiliegt, wodurch die Brandschutzwirkung und Dichtigkeit verbessert werden, sondern sorgt auch dafür, dass die Tragkonstruktion bei einem Brand länger ihre strukturelle Integrität bewahrt.
Maschinell gefertigte Paneele: Vollautomatisierte Produktion, äußerst hohe Effizienz und niedrige Arbeitskosten – daher kostengünstig; geeignet für Großprojekte in Fabriken mit begrenztem Budget.
Handgefertigte Paneele: Geringe Produktionsleistung, aufwändige Fertigungsprozesse und hohe Arbeitskosten – daher teurer (üblicherweise 20–40 % teurer als maschinell gefertigte Paneele), doch die höhere Investition lohnt sich.
| Vergleichsdimensionen | Maschinell hergestellt | Handgefertigt |
| Herstellungsart | Kontinuierliche automatisierte Produktionslinie | Manuelle Montage + maschinelle Pressung |
| Innenstruktur | Kein Tragprofil, Verbindung ausschließlich durch Klebung | Verzinkter Stahlrahmen an allen vier Seiten |
| Panelbreite | Standard 950 mm / 1150 mm | 980 mm / 1180 mm (anpassbar) |
| Festigkeit & Härte | Lange Platten neigen im Allgemeinen zur Verformung | Extrem hohe Festigkeit und ausgezeichnete Tragfähigkeit |
| Kompatibilität mit Kernmaterialien | Grundmaterialien umfassen Steinwolle und Schaumstoff | Vollständige Abdeckung mit Aluminium-Wabenkern, Glas-Magnesiumoxid-Platten, Papier-Wabenkern usw. |
| Montageart | Stoßfuge mit Nut und Feder | Verbindung aus Nut und Feder oder H-Fuge aus Aluminium (bessere Dichtung) |
| Preis und Kosten | Wirtschaftlich und praktisch | höher |
| Anwendbare Szenarien | Geeignet für allgemeine Elektronikfabriken und Lebensmittelverarbeitungswerkstätten | Hochwertige pharmazeutische Produktion, Operationssäle und biologische Labore |
✅ Vorteile von mechanisch gefertigten Reinraumplatten:
⚠️ Nachteile von mechanisch gefertigten Reinraumplatten:
✅ Vorteile von handgefertigten Reinraumplatten:
⚠️ Nachteile manueller Reinraumplatten:
Letztendlich hängt die Wahl des Paneeltyps von Ihrem Anwendungsszenario und Ihrem Budget ab.
Wenn Ihr Projekt eine allgemeine Elektronikfertigung, ein Logistiklager mit Trennwänden oder eine Werkstatt mit geringen Anforderungen an die Sauberkeit (z. B. Klasse 100.000 oder Klasse 300.000) ist und Ihr Budget begrenzt ist.
Empfohlene Wahl: Maschinell hergestellte Reinraumpaneele. Sie bieten das beste Preis-Leistungs-Verhältnis.
Falls Ihr Projekt folgende Anforderungen umfasst: ein biopharmazeutischer Workshop (GMP-zertifiziert)[1], ein Krankenhaus-Operationssaal, ein Raum für hochpräzise Messgeräte oder ein Reinraum der Klasse 1000 oder Klasse 100 – und Personen zur Wartung auf der Decke laufen müssen,
wir empfehlen nachdrücklich: handgefertigte Reinraumplatten. Gemäß der über 10-jährigen Fertigungserfahrung von Glostar wählen über 80 % unserer pharmazeutischen Kunden manuelle Platten, da diese die GMP-Inspektionen problemlos bestehen.

1. Können manuelle Reinraumplatten für abgehängte Decken verwendet werden?
Absolut, und dringend empfohlen. Da handgefertigte Platten einen inneren Steg besitzen, sind sie äußerst stabil. Mit einem geeigneten Aufhängesystem erfüllen sie vollständig die Tragfähigkeitsanforderungen für Wartungspersonal, das auf der Decke läuft.
2. Wie lässt sich optisch zwischen maschinell hergestellten und handgefertigten Platten unterscheiden?
Die einfachste Methode besteht darin, die Kanten der Platten zu betrachten. Maschinell hergestellte Platten weisen normalerweise direkt sichtbare Schnittkanten oder einfache Steckverbindungen an beiden Seiten auf; handgefertigte Platten hingegen verfügen in der Regel über eine glatte Metallkante (verzinkter Steg) entlang der gesamten Umfangskante, wodurch sie wie eine geschlossene Box wirken.
3. Welche Art von Platte weist eine bessere Feuerwiderstandsfähigkeit auf?
Theoretisch ist die Feuerwiderstandsklasse identisch, sofern das Kernmaterial gleich ist (z. B. bei beiden Platten Mineralwolle). Handgefertigte Platten jedoch können aufgrund ihrer besseren Kantenabdichtung im Ernstfall die Wärmeausbreitung wirksamer behindern und weisen eine höhere strukturelle Stabilität auf.
4. Welche Eigenschaften weisen manuelle Reinraumplatten mit Aluminium-Wabenstruktur auf?
Aluminium-Honigwaben-Kernmaterial ist exklusiv für handgefertigte Platten verfügbar. Es handelt sich zudem einer der derzeit hochwertigsten Ausführungen von Reinraumplatten und zeichnet sich durch Feuerwiderstandsklasse A, Feuchtigkeits- und Korrosionsbeständigkeit sowie geringes Gewicht bei extrem hoher Festigkeit (Luft- und Raumfahrt-Materialstruktur) aus; sie wird häufig in Elektronik-Chip-Fabriken mit äußerst hohen Umgebungsanforderungen eingesetzt.
Hinweis:
[1]:https://en.wikipedia.org/wiki/Good_manufacturing_practice
 Aktuelle Nachrichten
Aktuelle Nachrichten2026-06-25
2026-06-24
2026-06-23
2026-06-18
2026-06-17
2026-06-15

Wir glauben, dass wir durch die Einhaltung höchster Qualitätsstandards und die Förderung von Innovation transformative Veränderungen in der Architektur bewirken und eine nachhaltige Zukunft für die Bauindustrie gestalten können.
Nr. 377, Gaoqi-Straße, Hochtechnologiezone, Stadt Binzhou, Provinz Shandong, China
Copyright © Shandong Apex Metal Products Co., Ltd. Alle Rechte vorbehalten (im Glostar New Materials Group-Konzern) Datenschutzrichtlinie Blog