Puhdas huone -tekniikassa ja arkkitehtonisessa koristelussa, puhdistamopaneelit (jota kutsutaan myös puhdas huone -levyiksi) ovat keskeinen materiaali pölyttömien ympäristöjen luomiseen. Ostosjohtajat tai urakoitsijat kohtaavat kuitenkin usein vaikeuksia valitessaan manuaalisia ja mekaanisia puhdas huone -paneelien välillä.
Vaikka ne saattavat näyttää samanlaisilta, niissä on merkittäviä eroja valmistusprosesseissa, rakenteellisessa lujuudessa, asennustavoissa ja lopullisissa kustannuksissa. Väärän levyn valinta voi johtaa paitsi hyväksyntätestin epäonnistumiseen, myös huomattavaan lisäykseen myöhempään huoltokustannuksiin.
Glostar Manufacturer , jolla on yli 10 vuoden kokemus rakennusteollisuudesta, tarjoaa tänään syvällisen oppaan ja analysoi perusteellisesti manuaalisten ja mekaanisten puhdas huone -paneelien eroja auttaakseen sinua tekemään mahdollisimman hyvin informoidun päätöksen.
meidän on ymmärrettävä puhdashuoneala, mikä puhdashuone on sekä sen alkuperä, määritelmä, rakenne ja periaatteet. Puhdashuone, jota kutsutaan myös pölyttömäksi työskentelytilaksi tai puhdashuoneeksi, toimii ensisijaisesti sisäisen saastumisen hallinnassa. Ilman puhdashuoneita ei ole mahdollista tehdä massatuotantoa saastumiselle herkistä osista. Puhdastason asteikko ja saastumisenhallinnan jatkuva vakaus ovat keskeisiä standardeja puhdashuoneen laadun arvioimiseen. Nämä standardit jaetaan useaan luokkaan ympäristön alueen ja puhdistustason kaltaisten tekijöiden perusteella. Yleisesti käytettyjä standardeja ovat kansainväliset standardit sekä kotimaan alueelliset teollisuusstandardit.
Puhtashuone koostuu pääasiassa neljästä osasta: koristeellisesta rakenteesta, lattiarakenteesta, sähköjärjestelmästä sekä ilmastointi- ja ilmanvaihtojärjestelmästä.
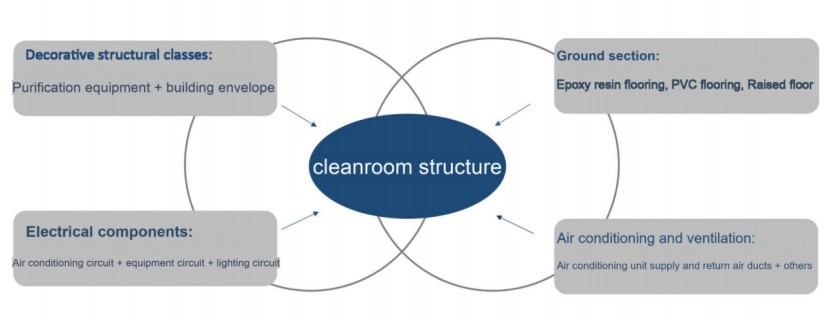
Puhtashuone ei ole pelkkä huone, vaan monitasoinen järjestelmäinsinöörintyö. Puhtashuoneen periaate on, että näkyvästi puhtaana ja siistinä pidetty puhdistustehdas tarjoaa miellyttävän lämpötilan. Näkymättömät ilmastointilaitteet, puhdistuslaitteet, puhdistusvalaisimet ja muut laitteet toimivat suunnittelun mukaisesti saavuttaakseen vaaditun työympäristön.

Puhdas huone -paneelit (puhdistuspaneelit) niitä kutsutaan myös puhdistuspaneeliksi tai väritetyksi teräslevyksi kaksoispaneeliksi, ja ne muodostavat fyysisen perustan puhtaiden tilojen rakentamiselle. Ne eivät ole pelkästään rakennusmateriaaleja, vaan keskeinen osa puhtaan tilan suljetun järjestelmän rakennetta. Puhtaiden tilojen suunnittelussa puhtaan tilan paneelit käytetään ensisijaisesti erottamaan tiloja toisistaan ja rakentamaan kattoja, toimien näin puhtaan tilan "luurankona" ja "ihona".
Niiden päätehtävä on tiukentaa ja eristää – niiden korkean tasaisuuden, pölyttömän toiminnan, helpon puhdistettavuuden ja erinomaisen ilmatiukkuuden ansiosta ne eristävät täysin hallittavan ympäristön (puhdasalueen) ulkoisesta maailmasta (ei-puhdasalueesta), mikä mahdollistaa teollisuustilan sisällä vallitsevan ilmanpaineen, lämpötilan, kosteuden ja puhtaustason säilymisen suunnittelussa määritettyjen standardien mukaisena pitkän aikaa.
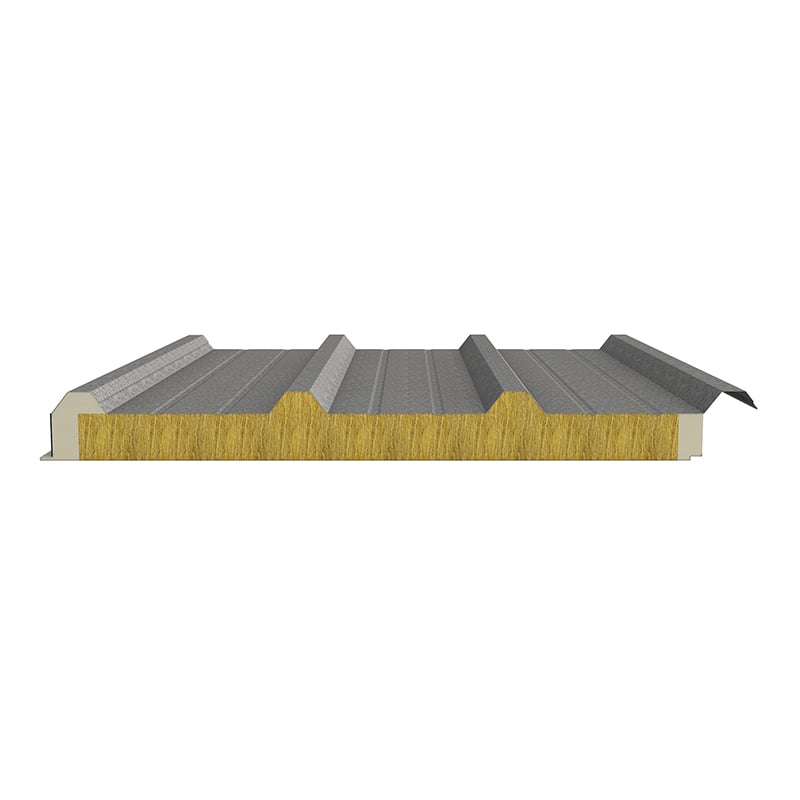
Mekanismipohjaiset puhtaan tilan paneelit , kuten nimestä käy ilmi, valmistetaan yhdessä prosessissa automatisoidun tuotantolinjan laitteilla.
| Yhdistelmäkone: Tasaa, tekee reunakäännöksen ja yhdistää sekä leikkaa ylä- ja alateräslevyt koneellisesti valmistettujen paneelien valmistuksessa. |  |
 |
Reunatiivistyskone: Muovaa ja kääntää teräsaukkoa puhtaan tilan paneelien miessuun ja naissuun tarkoitettujen reunojen tiivistämiseksi. |
Tuotannon aikana väritetyt teräslevyt, ytimen materiaalit (kuten kivivilla ja lasivilla) sekä liimojen aikana kuljetetaan automaattisesti, puristetaan, lämmitetään ja leikataan koneellisesti. Koko prosessi vaatii vähän ihmisläheistä puuttumista ja se on erinomaisen nopea.
• Standardoitu tuotanto: Mitat ovat yleensä kiinteät (leveys muovauksen jälkeen on 950–1150 mm).
• Liitosliittimen liitos: Paneelit yhdistetään yleensä liitosliittimen avulla.
• Keilaton rakenne: Paneelit eivät yleensä sisällä sisäistä metallikeilaa, vaan niiden tukea tarjoaa pääasiassa ytimen materiaalin ja teräslevyn välinen liimausvoima.
• Ytimen materiaalin paksuus: 50 mm, 75 mm, 100 mm, 150 mm, 200 mm.
Glostarin mekanismipohjaisten puhdastilapaneelien valmistukseen käytetään erityisen pitkää yhdistelmäprosessia, mikä takaa erinomaisen tasaisuuden ja alhaiset kustannukset. Molemmat päät voidaan tiukentaa teräslevyillä, jotka puristetaan sitten yhteen reunatiukennukseksi ja lukitsevaksi asennukseksi, mikä mahdollistaa nopean asennuksen. Paneelin keskelle voidaan lisätä pituussuuntaisia vahvistusrippoja kokonaislujuuden parantamiseksi.
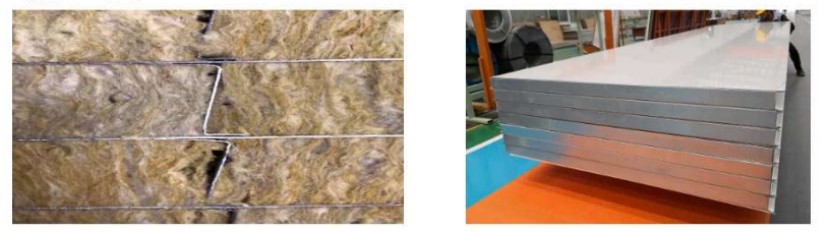
Koneellisesti valmistettujen puhdastilojen levyjen ytimiin käytetään monia eri materiaaleja, kuten kivivillaa, EPS-muovia, paperihunajaverkkoja, piikivilevyjä, onttoa magnesiumoksidilasia ja magnesiumoksidisulfaattia. Tarkastellaan alla olevasta taulukosta yleisimmin käytettyjen mekaanisten puhdastilojen levyjen ytimien suoritusominaisuuksia.
| Yleisimmin käytettyjen mekaanisten puhdastilojen levyjen ytimien suoritusominaisuudet | |||||
| Nimi | Raaka-aineet | tulenestoliike | lujuus | Liimautumista | Huomautus |
| Kivivilla | Basalttikivi | A | Keskitasoinen lujuus | Erinomainen | Korkea hinta-laatusuhde |
| Vaahdotus | Polystyyreeni | B | Korkea lujuus | Erinomainen | Heikko tulvipuolustus |
| Magnesiumoksidisulfaatti | Magnesiumoksidi, magnesiumsulfaatti | A | Korkea lujuus | Keskimääräinen | Alhainen käyttöaste |
| Paperihunajakenkälevy | Kraft-paperi, rypsetty paperi | B1 | Keskitasoinen lujuus | Keskimääräinen | Pääasiassa ovilevyt |
| Ontto magnesiumoksidilasi | Magnesiumkloridi, magnesiumoksidi, happama maaperä | A | Korkea lujuus | Keskimääräinen | Irtoaa ja pullistuu helposti |
| Silikakivilevy | Polystyreeni, palonesteet, sementti | A2 | Korkea lujuus | Erinomainen | Puhdas |
Ytimen materiaali on täydellinen ja yhtenäinen, ja ytimen materiaalista on olemassa vain yksi tyyppi.
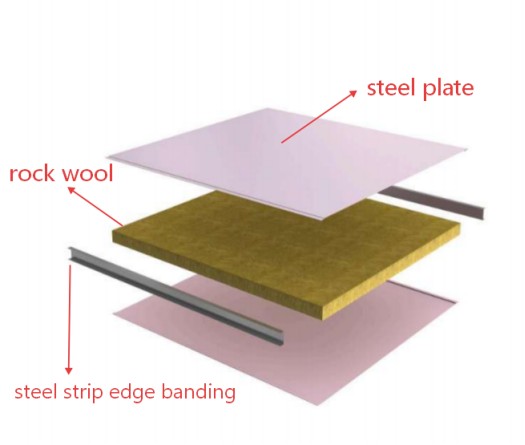
Manuaaliset puhdas huone -levyt ovat korkealuokkaisia, räätälöityjä tuotteita. Vaikka nimen sisältää sana "käsintehty", se ei tarkoita, että tuotteet olisivat kokonaan käsintehtyjä. Sen sijaan se viittaa siihen, että niiden ytimen muodostamisprosessit (liiman levittäminen, ytimen materiaalin pinominen, kylmäpuristus, nostaminen, liiman poisto, pakkaus jne.) vaativat manuaalista apua ja käyttävät ainutlaatuista "kannelrakennetta".
Tuotannon aikana työntekijät valmistavat etukäteen galvanoidun kannelkehyksen kehyksen ympärille, levittävät ja liimaavat sitten käsin leikatut väri-teräslevyt ja ytimen materiaalin ja muovaa lopulta korkeassa paineessa.
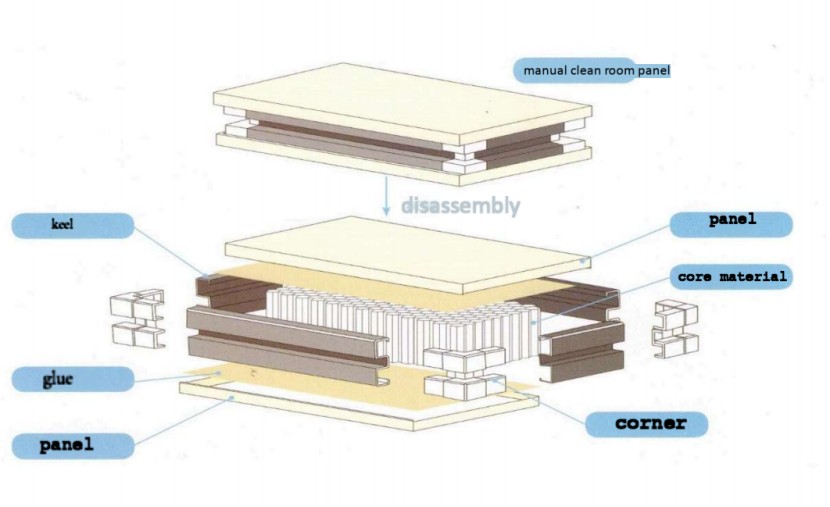
Neljän sivun kehys: Tämä on suurin ero käsintehtyjen ja koneellisesti valmistettujen levyjen välillä. Sisäiset neljä sivua on kehitetty sinkittyjä kylmämuovattuja profiileja käyttäen, mikä lisää merkittävästi levyn lujuutta.
Korkea mukautus: Leveys, epäsäännölliset muodot ja aukot voidaan kaikki säätää tarkasti käsin piirustusten mukaan.
Laatikkomainen rakenne: Muovauksen jälkeen se muistuttaa tiukkaa metallilaatikkoa ja tarjoaa erinomaisen ilmatiukkuuden.
Glostarin manuaaliset puhdaslaboratoriolautaset käyttävät puhdaslaboratoriotasoisia teräslevyjä, ovat kestäviä ja korrosioresistenttejä sekä sisältävät korkealaatuisen vedenpitävän kivivillan, jolla on A-luokan tulenkestävyys.
1. Neljän sivun uritettu kehärakenne korkean lujuuden saavuttamiseksi;
2. Standardien ja ei-standardien levyjen yhdistelmäsuunnittelu;
3. Paikan päällä suoritettava modulaarinen kokoonpano ilman leikkausta, jolloin jätteet minimoituvat;
4. Levyjen liitospisteissä keskitetyt alumiiniset liittimet helpottavat ja tehostavat asennusta;

Jotta saat selkeän kuvan, olemme tehneet syvällisen vertailun viidessä keskeisessä ulottuvuudessa:
Tämä on perustava ero.
Koneellisesti valmistetut levyt: Niissä puuttuu sisäinen tukirakenne, ja ydinmateriaali kiinnitetään ainoastaan liimalla, minkä vuoksi niiden kokonaislujuus on suhteellisen heikko. Jos levyt ovat liian pitkiä, ne taipuvat ja muovautuvat helposti.
Käsin valmistetut puhdaslaboratoriolautaset: Niissä on sisäinen sinkitty runko, joka toimii niiden "luurankona". Niiden taipumisvastus ja kuormituskyky ovat useita kertoja suuremmat kuin tavallisilla koneellisesti valmistettujen lautasien, mikä tekee niistä ihanteellisia ripustuskattoihin tai korkeisiin seinämiin.
Koneellisesti valmistetut levyt: Jatkuvan rullamuokkausprosessin vuoksi pinnan tasaisuus on tyydyttävä, mutta liitokset näyttävät usein huomattavia kiilakappaleiden väliä.
Käsin valmistetut puhdaslaboratoriolautaset: Ne valmistetaan staattisella korkeapainekovuuttamismenetelmällä, jolloin niiden pinta on erinomaisen tasainen ja sileämpi. Lisäksi käsin valmistettuja lautoja käytetään yleensä kiinnitykseen kieleke- ja urakokoontumisia, mikä johtaa tiukempiin saumoihin ja yleisesti korkealaatuisempaan ulkoasuun, täyttäen GMP-teollisuustilojen tiukat "pölytön"-vaatimukset.

Koneellisesti valmistetut levyt: Koneellisen käsittelyn rajoittamana täytteeksi käytettävien ytimen materiaalien tyypit ovat rajallisia, ja yleisimmin käytettyjä ovat kivenvilla, vaahtomuovi ja puristettu polystyreeni (XPS).
Käsin valmistetut levyt: Näitä voidaan pitää "yleiskäyttöisinä sandwichlevyinä". Niiden ytimeen voidaan täyttää paitsi tavallista kivenvilaa myös alumiinihunajaverkko, paperihunajaverkko, magnesiumoksidiverkko ja jopa magnesiumoksidin ja kivenvilan yhdistelmiä. Erityisesti alumiinihunajaverkosta valmistetut käsin tehdyt levyt ovat erinomaisen keveitä ja erinomaisen lujuusvoimaisia, mikä on mahdotonta saavuttaa koneellisella käsittelyllä.
Vaikka molempien tulenkestävyysluokitus riippuu pääasiassa ytimen materiaalista, rakenteella määritellään yläraja.
Koneellisesti valmistetut levyt: Täyttävät yleensä tulenkestävyysvaatimukset, mutta äärimmäisissä tulotilanteissa ne ovat rakenteellisen tuen puutteen vuoksi alttiimpia romahtamiselle.
Käsin valmistetut levyt: Sinkitty reunakappale ei ainoastaan estä ytimen materiaalin paljastumista, mikä parantaa tulenkestävyyttä ja tiukkuutta, vaan myös mahdollistaa karsin rakenteen säilymisen rakenteellisena pidempään tulossa.
Koneellisesti valmistetut levyt: Täysin automatisoitu tuotanto, erinomainen tehokkuus, alhaiset työvoimakustannukset, joten edulliset; sopivat suurialaisiin teollisuushankkeisiin, joissa budjetit ovat rajoitetut.
Käsin valmistetut levyt: Alhainen tuotantotehokkuus, monimutkaiset prosessit, korkeat työvoimakustannukset, joten kalliimmat (yleensä 20–40 % kalliimpia kuin koneellisesti valmistetut levyt), mutta hinta oikeutettu.
| Vertailumitat | Koneellisesti valmistettu | Käsin valmistettu |
| Valmistusmenetelmä | Jatkuva automatisoitu tuotantolinja | Manuaalinen asennus + konepuristus |
| Sisäinen rakenne | Ei kärkilevyä, luottaa liimausliitokseen | Kadonnut sinkitty teräskehikko kaikilla neljällä sivulla |
| Paneelin leveys | Standardi 950 mm / 1150 mm | 980 mm / 1180 mm (mukautettavissa) |
| Lujuus ja kovuus | Yleensä pitkät levyt ovat alttiita muodonmuutoksille | Erinomainen lujuus ja erinomainen kuormankannatuskyky |
| Ytimen materiaalin yhteensopivuus | Perusmateriaaleihin kuuluvat kivenvilla ja vaahtomuovi | Täysi kattavuus alumiinisen hunajakenkän, lasimagnesiumoksidin, paperihunajakenkän jne. osalta |
| Asennustapa | Kärki- ja urakokoottu liitos | Kielikokoottu tai H-liitoksen muotoinen alumiiniliitos (parempi tiukkuus) |
| Hinta ja kustannukset | Taloudellinen ja käytännöllinen | korkeampi |
| Soveltuvat tilanteet | Sopii yleisiin elektroniikkateollisuuden tehtaaseen ja elintarviketeollisuuden työskentelytiloihin | Korkeatasoiset lääketeollisuuden valmistustilat, leikkaussalit ja biologiset laboratoriot |
✅ Mekanismipohjaisten puhdastilojen levyjen edut:
⚠️ Mekanismipohjaisten puhdastilojen levyjen haitat:
✅ Käsintehtyjen puhdastilojen levyjen edut:
⚠️ Manuaalisten puhdastilapaneelien haitat:
Lopullinen paneelityypin valinta riippuu sovellustilanteestasi ja budjetistasi.
Jos hanke on: yleinen elektroniikkatehdas, logistiikkavarastojaon tai työpaja, jossa ei vaadita korkeaa puhtausastetta (esim. luokka 100 000 tai luokka 300 000), ja budjettisi on rajoitettu.
Suositeltava valinta: koneellisesti valmistetut puhdistushuonepaneelit. Ne tarjoavat parhaan suhteellisen kustannus-hyöty-suhteen.
Jos projektissasi on kyse: biolääketeollisuuden tehtaasta (GMP-sertifioitu)[1], sairaalan leikkaussalista, korkean tarkkuuden laitelaboratoriosta tai luokan 1000 tai luokan 100 puhtaassa tilassa, ja katon ylläpidossa vaaditaan henkilöiden kävelymahdollisuutta katon päällä,
suosittelemme voimakkaasti: käsintehtyjä puhdastilojen paneeleja. Glostarin yli 10 vuoden valmistuskokemuksen perusteella yli 80 % meidän lääketeollisuuden asiakkaistamme valitsee käsintehtyjä paneeleja, koska ne läpäisevät helposti GMP-tarkastukset.

1. Voivatko manuaaliset puhdastilapaneelit käytettävä kattojen alapuolella oleviin riippukattoihin?
Ehdottomasti, ja erityisesti suositeltavaa. Koska käsintehtyjen levyjen sisällä on sisäinen kylki, ne ovat erinomaisen vahvoja. Oikealla ripustusjärjestelmällä ne täyttävät täysin huoltohenkilökunnan katon päällä kävellessä aiheuttamat kantokyvyn vaatimukset.
2. Miten erottaa koneellisesti valmistetut levyt käsintehtyistä ulkonäön perusteella?
Yksinkertaisin tapa on tarkastella levyjen reunoja. Koneellisesti valmistettujen levyjen reunat ovat yleensä suoraan näkyvissä leikkausreunoja tai yksinkertaisia kiinnitysliitoksia molemmin puolin; käsintehtyjen levyjen reunat taas ovat yleensä sileän metallisen reunuksen (sinkitty kylki) peitossa, mikä antaa niille suljetun laatikon kaltaisen ulkoasun.
3. Kumpi levytyyppi on paremmin tulenvastainen?
Teoriassa palo-esteisyysluokitus on sama, jos ytimen materiaali on sama (esimerkiksi molemmat ovat kivenvillaa). Käsintehtyjen levyjen parempi reunasulku kuitenkin estää lämmön siirtymistä tehokkaammin todellisissa palotilanteissa, ja niiden rakenteellinen vakaus on vahvempi.
4. Mikä on alumiinihunajan manuaalisten puhdastilapaneelien ominaisuuksia?
Alumiinihunaja-ydinmateriaali on erityisesti manuaalisille paneeleille tarkoitettu. Se on myös yksi nykyisin saatavilla olevista korkeimmalla tasolla olevista puhdastilapaneeliratkaisuista, joka täyttää A-luokan tulenkestävyysvaatimukset, on kosteuden ja ruosteen kestävä, kevyt mutta erinomaisen lujuinen (ilmailualan materiaalirakenne) ja sitä käytetään yleisesti elektronisten piirien tehtaissa, joissa ympäristövaatimukset ovat erinomaisen tiukat.
Huomio:
[1]:https://en.wikipedia.org/wiki/Good_manufacturing_practice
 Uutiset
Uutiset2026-06-25
2026-06-24
2026-06-23
2026-06-18
2026-06-17
2026-06-15

Uskomme, että laadun noudattaminen ja innovaatioiden omaksuminen mahdollistavat muuttavien muutosten aikaansaamisen arkkitehtuurissa ja kestävän tulevaisuuden rakentamisen rakennusteollisuudelle.
Gaoqi-tie 377, korkeateknologian alue, Binzhou-kaupunki, Shandong-provinssi, Kiina
Tekijänoikeudet © Shandong Apex Metal Products Co., Ltd. Kaikki oikeudet pidätetään (Glostar New Materials Groupin alaisuudessa) Tietosuojakäytäntö Blogi